Заделка стыков чугунных напорных труб
Пособие для монтажника магистральных трубопроводов
Условия современного производства характерны постоянным освоением новой техники и технологий эксплуатации и ремонта водопроводных сетей, применением новых материалов, широким внедрением средств малой механизации. При этом возникают новые условия труда, появляется необходимость как в освоении новых методов организации труда, так и новых способов и навыков безопасного производства работ. Все это требует от персонала высоких теоретических и специальных знаний.
Неправильные действия при выполнении работ как бригады АВР, так и конкретного слесаря, могут привести к возникновению или развитию аварийной ситуации на эксплуатируемых сетях, неблагоприятному развитию чрезвычайных ситуаций, дополнительным потерям времени и материальных средств предприятия.
Хорошая профессиональная подготовка слесарей АВР, выведение персонала на высокий технический уровень знаний является необходимым условием повышения качества работ по эксплуатации, ремонту и обслуживанию водопроводных сетей.
Водопроводные сети_______
Трубопровод водопроводной сети
Основные требования
Подавляющее большинство водопроводных трубопроводов монтируется из труб, т.е. элементов, изготовленных промышленным способом.
В соответствии с условиями работы водопроводных сетей в процессе их эксплуатации к ним предъявляются следующие основные требования:
1. Прочность – достаточное сопротивление всем возможным внутренним и внешним нагрузкам.
2. Герметичность.
3. Гладкость внутренней поверхности стенок, для достижения минимальных потерь напора при движении воды.
4. Долговечность.
5. Легкость монтажа.
Чугунные водопроводные трубы
Для прокладки наружных напорных трубопроводов применяют чугунные напорные трубы двух видов:
1. Трубы, изготовленные по ГОСТ 9583-75 с раструбным стыковым соединением, которое уплотняют прядью и заделывают цементным раствором или свинцом.
2. Трубы, условного диаметра 65…300мм с быстромонтируемыми стыковыми соединениями на резиновых манжетах.
Трубы первого типа выпускаются трех классов (ЛА, А, Б), в зависимости от величины испытательного гидравлического давления, МПа:
| Ду, мм | ЛА | А | Б |
| до 300 | 2,5 | 3,5 | 4,0 |
| 350…600 | 2,0 | 3,0 | 3,5 |
| 700…1200 | 2,0 | 2,5 | 3,0 |
Заделка стыков чугунных напорных труб
Герметичность раструбных стыков чугунных труб достигается заделкой раструбной щели пеньковой просмоленной прядью с последующим устройством замка из цементного раствора или свинца, удерживающего прядь от выдавливания гидравлическим давлением. В последнее время применяются также и мастики-герметики.
При заделке раструбных стыков прядью, ее скручивают в жгуты. Поскольку толщина жгута из пряди часто превышает ширину раструбной щели, его проталкивают в стык при помощи конопатки, причем сначала от руки, а затем ударами молотка или пневмоинструмента. Для создания герметичности стыка обычно закладывают несколько жгутов, причем так, чтобы захлесты их не совпадали по длине окружности. При уплотнении жгута необходимо предусмотреть место для замка (замковая выточка на внутренней стороне раструба должна быть свободна).
После заделки стыка прядью устраивают замок из свинца или цементного раствора. При аварийном ремонте стыки чугунных труб, как правило, заливаются свинцовым замком. Для того, чтобы залить в спай расплавленный свинец, стык обматывают скруткой из асбестовой ткани или других жаростойких материалов, устраивают литник и дополнительно скрутку поверху обмазывают глиной. Свинцовый расплав готовят, используя специальную оснастку, изображенную на рис.1
Во избежаниии разбрызгивания свинца при заливке расплава по причине контакта с влагой, в литниковое отверстие засыпается небольшое количество (10 – 15 граммов) парафиновой крошки. После застывания свинца, глиняную обмазку и асбестовую скрутку удаляют, обрубают литниковый выступ и производят круговую чеканку стыка.
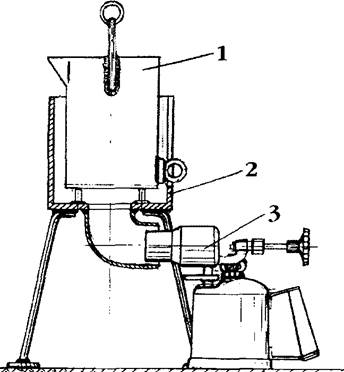
Рис. 1. Оснастка для плавления свинца
1 - тигель для плавления свинца (котелок). 2 – подставка.
3 - лампа паяльная
Соединение данного типа изображено на рис.2
Особенности монтажа стыков чугунных напорных труб на резиновых манжетах. Трубы на таких стыках монтируют следующим образом: На гладком конце трубы (сегмента) с помощью
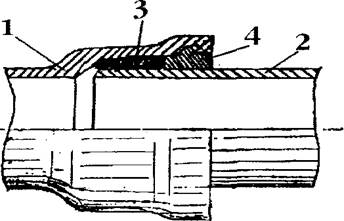
Рис. 2. Соединение раструбных чугунных труб на свинцовом замке с
уплотнением из пеньковой просмоленной пряди.
1 - раструб, 2 - гладкий конец трубы, 3 - пеньковая просмоленная прядь,
4 - свинцовый замок
Особенности монтажа стыков чугунных напорных труб на резиновых манжетах. Трубы на таких стыках монтируют следующим образом: На гладком конце трубы (сегмента) с помощью шаблона и мела размечают линию ограничения (ЛО) ввода в раструб с учетом зазора. В паз раструба закладывают резиновую манжету. Одновременно наружную поверхность гладкой части раструба до ЛО смазывают графитно-глицериновой смазкой или мыльным раствором (смазочные материалы на нефтяной основе недопустимы). Затем трубу центрируют и с помощью монтажных приспособлений вводят в раструб или надевают раструбом на гладкий конец трубы.
Опыт эксплуатации чугунных трубопроводов со стыковыми соединениями на резиновых манжетах(рис.3) в целом выявил их значительное превосходство над чугунными трубопроводами с уплотнением стыков прядью и заделкой цементным раствором (свинцом). Стыки на манжетах являются более гибкими, обеспечивают герметичность трубопровода при осевом перемещении до 15 мм и угловых деформациях до 3 градусов.
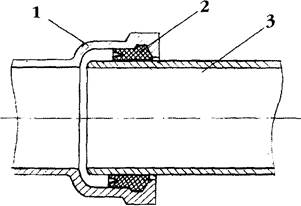
Рис. 3. Раструбное соединение чугунных труб с уплотнением при
помощи резиновой манжеты.
1 - раструб, 2 - резиновая манжета, 3 - гладкий конец смежной трубы
Дата добавления: 2018-11-26; просмотров: 1756;
Поиск по сайту
Узнать еще
- А. В трубке находится раствор, стакане — дистиллированная вода.
- Автомобиль с доставленными звеньями трубы; 2 - автомобильный кран; 3 - лекальные блоки; 4 - звенья водопропускной трубы
- Активное сопротивление трубы 1 среднего рукава
- АСБЕСТОЦЕМЕНТНЫЕ ТРУБЫ
- Б. Теплоотдача в изогнутых трубах
- БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ ТРУБЫ
- Борьба с коррозией при эксплуатации трубопроводов и нефтепромыслового оборудования.
- Борьба с отложениями парафина и отложениями солей при эксплуатации сборных трубопроводов.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
