Однопостовые сварочные выпрямители с жесткими внешними характеристиками
Сварка в среде СО2 является сейчас наиболее массовым способом механизированной сварки. Перенос металла при этом может осуществляться в широком диапазоне сварочных токов от мелкокапельного, при больших плотностях токов, до режима с короткими замыканиями дугового промежутка. При этом признаком устойчивости процесса может быть не постоянство длины дуги, не напряжение и ток, а четкая периодичность изменения всех параметров процесса.  и
и  характеризуют динамические свойства выпрямителя (рис. 3.6).
характеризуют динамические свойства выпрямителя (рис. 3.6).
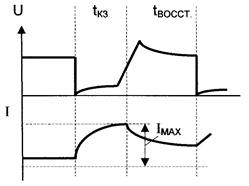
Рис. 3.6. Осциллограмма тока и напряжения дуги при сварке с короткими замыканиями дугового промежутка.
Основной причиной разбрызгивания является взрыв шейки капли при КЗ. В связи с этим важное значение имеет скорость нарастания тока КЗ:  .
.
Оптимальные значения  зависят от диаметра электродной проволоки, режима сварки и расположения шва в пространстве. Чем больше , тем больше разбрызгивание. Поэтому скорость нарастания тока надо ограничить, для чего:
зависят от диаметра электродной проволоки, режима сварки и расположения шва в пространстве. Чем больше , тем больше разбрызгивание. Поэтому скорость нарастания тока надо ограничить, для чего:
- включают индуктивность в сварочную цепь;
- увеличивают крутизну наклона внешней характеристики;
- комбинированный способ.
Ограничение  не обеспечивает хорошего формирования шва в вертикальном и потолочном положении. Кроме того, уменьшение за счет увеличения наклона внешних характеристик хотя и обеспечивает небольшое уменьшение разбрызгивания, но приводит к не устойчивому процессу сварки тонкими проволоками на малых токах. Считается, что оптимальный наклон внешних характеристик должен быть 0,01÷0,02
не обеспечивает хорошего формирования шва в вертикальном и потолочном положении. Кроме того, уменьшение за счет увеличения наклона внешних характеристик хотя и обеспечивает небольшое уменьшение разбрызгивания, но приводит к не устойчивому процессу сварки тонкими проволоками на малых токах. Считается, что оптимальный наклон внешних характеристик должен быть 0,01÷0,02  .
.
В выпрямителях ВС-300А и ВДУ-504-1 используют включение двухступенчатого дросселя с воздушным зазором.
В выпрямителе ВСЖ-303 используются комбинированный способ ограничения .
Значительно повысить стабильность горения дуги при сварке с короткими замыканиями дугового промежутка проволоками диаметром 1,0 – 1,6 мм позволяет введение в сварочную цепь дроссельного устройства, обеспечивающего бесступенчатое регулирование индуктивности в сварочной цепи и получение кратковременных ограничений пиков тока при коротких замыканиях дугового промежутка каплей расплавленного металла.
Для проволоки диаметром 1,2мм нижний предел тока снижается до 50А. При сварке в режимах без КЗ это устройство не влияет на сварочный процесс. Дроссельные устройства такого типа использованы в выпрямителях ВДГ-303, ВДУ-505, ВДУ-506, ВДУ-601.
Дата добавления: 2016-06-22; просмотров: 2759;
Поиск по сайту
Узнать еще
- Борьба Руси с внешними вторжениями в XIII в.
- Вентильные сварочные генераторы
- Внешними симптомами болезней могут служить деформация органов, мумификация семян и плодов, мозаичность листьев и др.
- Выпрямители с механическим регулированием
- Выпрямители с падающей вольтамперной характеристикой
- Количественными характеристиками прочности материала являются предел текучести и предел прочности.
- Кроме перечисленных компонентов, состав природной воды обладает качественными характеристиками: жесткость, щелочность, окисляемость, агрессивность.
- Лекция 17. Выпрямители И СТАБИЛИЗАТОРЫ НАПРЯЖЕНИЯ ПОСТОЯННОГО ТОКА

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
