Установки для электрошлаковой сварки
Процесс идет в пространстве, ограниченном кромками свариваемой детали и ползунами (рис. 2.6). Тепло в шлаковой ванне выделяется за счет прохождения в ней тока Iш. В холодном состоянии шлак практически не электропроводен. Поэтому
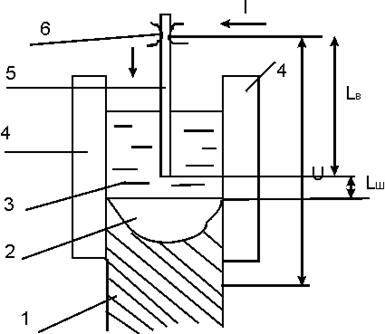
Рис. 2.6. Процесс ЭШС. 1 – сваренное изделие; 2 – жидкий металл; 3 – шлаковая ванна; 4 – ползуны; 5 – электрод; 6 – скользящий контакт.
для наведения шлаковой ванны сначала возбуждают дугу, которая расплавляет флюс, увеличивая его электропроводность. Объем расплавленного шлака увеличивается и гасит дугу, в результате чего начинается шлаковый процесс. В шлаковой ванне ток переносится, в основном, положительными ионами. С ростом температуры ванны проводимость ее увеличивается.
Шлаковая ванна, являющейся нагрузкой источника питания, представляет собой нелинейное активное сопротивление, обладающее большой инерционностью изменения параметров. При кратковременных небольших по величине изменениях электрических параметров сопротивление ванны мало изменяется. При новых установившихся электрических параметрах сопротивление ванны изменяется в соответствии с изменением температуры шлака. Вольтамперная характеристика шлаковой ванны – нелинейная (рис. 2.7).
Электрическая проводимость шлаковой ванны возрастает с увеличением скорости подачи электрода, соответственно этому увеличивается ток через ванну. Это определяется главным образом сокращением расстояния между концом электрода и изделием, причем эта зависимость близка к линейной.
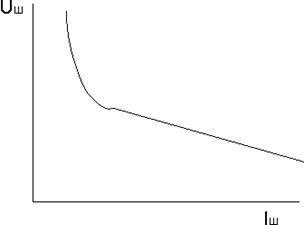
Рис. 2.7. Вольтамперная характеристика шлаковой ванны.
Основные возмущения установленного режима при ЭШС следующие: а) возникновение дугового разряда внутри ванны или над ее поверхностью; б) колебания скорости подачи электрода в ванну; в) колебания электрофизических свойств шлака вследствие изменения его состава в процессе сварки.
Режим будет устойчивым, если с ростом температуры в ванне не будет выделяться избыточная мощность. Условие устойчивости:
[(¶Рш/¶Тш) < (¶Рп /¶Тш)] при Рп = Рш,
где Тш – температура шлаковой ванны; Рш – тепловая мощность, выделяемая в ванне; Рп – тепловая мощность, теряемая ванной.
Выделение мощности в ванне происходит в результате протекания тока Рш = Uш Iш. Тепло теряется на теплоотвод в металл изделия, в водоохлаждаемые формирующие ползуны, на скрытую теплоту плавления металла и др.
При плавящимся электроде и постоянной скорости подачи его применяются источники с жесткой или полого падающей характеристикой.
В этом случае при увеличении Uш возрастает мощность, выделяемая в ванне, растет ее температура, быстрее плавится электрод, т.е. возрастает Lш, а значит и сопротивление шлаковой ванны, ток при этом возрастает очень мало.
При увеличении скорости подачи ток возрастает и устанавливается на более высоком уровне.
Требования к источнику для ЭШС. Источник питания для ЭШС с целью обеспечения устойчивости теплового режима должен иметь жесткую или пологопадающую внешнюю характеристику.
При значительных возмущениях процесс может перейти в дуговой разряд, что приведет к браку из-за несплавления кромок с основным металлом. Для предотвращения дугового разряда ЭШС следует вести на переменном токе, при низком напряжении источника, при глубокой сварочной ванне, использовать шлак с низкими стабилизирующими свойствами.
Источник должен обеспечивать устойчивый дуговой разряд в начале сварки при наведении шлаковой ванны. Обычно напряжение холостого хода трансформатора для ЭШС – 35 – 60 В.
Способы регулирования напряжения при ЭШС.
1) С секционированными обмотками;
2) С магнитным управлением;
3) С тиристорным коммутатором.
Для тиристорной схемы нет необходимости в цепях подпитки, т.к. ЭШС идет устойчиво при любых углах управления.
Возможно также применение трех фазных трансформаторов. В этом случае сварка производится одним, двумя или тремя электродами. Нулевая точка вторичной обмотки соединена с изделием.
| ТШС 1000-1 | ТШС 1000-3 | ТШС 3000-1 | ТШС 3000-3 | ТРМК 1000-1 | ТРМК 3000-1 | |
| Ном. Ток, А | 1000*3 | 3000*3 | ||||
| Пред.рег. Напр., В | 38-62 | 38-62 | 5-46 | 8-63 | 21-57 | 18-57 |
| Мощн., кВа | ||||||
| Масса, кг |
ТРМК – трансформаторы с магнитной коммутацией.
Дата добавления: 2016-06-22; просмотров: 2658;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- B Убедитесь что звезды распредвалов должным образом точно выставлены до установки и затяжки болтов
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
