СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Большинство деталей автомобилей, примерно 65 %, имеет износ до 0,15 мм и только 5 % деталей при выходе автомобилей в капитальный ремонт имеют износ более 0,5 мм. При ремонте автомобилей повторно после восстановления могут использоваться до 70 % изношенных деталей.
Ремонтное производство располагает достаточным числом способов, чтобы восстанавливать практически все изношенные и поврежденные детали, кроме резиновых, пластмассовых и деревянных. Выбор способа восстановления деталей во многом зависит от формы и износа рабочих поверхностей.
Наблюдается следующее распределение восстанавливаемых деталей в % к общему числу деталей автомобилей по форме изнашивающихся поверхностей;
Износы больших отверстий .......... 7,7
малых ........................................... 31,0
шеек валов и осей ................... 11,5
шпоночных канавок и шлицев........ 5,5
фасонных поверхностей ......... 10,3
резьб ........................................... 5,0
и коробление плоскостей . .. ............ 18
Прочие износы ................................. 11
Итого: ..............................................100
Распределение деталей по износу рабочих поверхностей к общему числу деталей:
Износ, мм .......... 0,01—0,07 0,07—0,14
% к общему числу .. . 42,2 23,2
Износ, мм .......... 0,28—0,35 0,35—0,42
% к общему числу ... 5 3,7
Износ, мм .......... 0,14—0,21 0,21—0,28
% к общему числу ... 11,1 7,5
Износ, мм .......... 0,42—0,49 свыше 49
% к общему числу ... 2,2 51
Многочисленность технологических способов, применяемых при восстановлении деталей, объясняется разнообразием дефектов, дли устранения которых они применяются.
Характерными дефектами деталей являются: износ, который обусловливает нарушение размеров, формы и взаимного положения рабочих поверхностей; механические повреждения в виде остаточных деформаций, трещин, обломов, рисок, выкрашивания, пробоин; повреждения антикоррозионных покрытий, нанесенных окраской, гальваническими и химическими способами обработки. Большинство деталей с такими дефектами в процессе ремонта должны быть восстановлены. Целью ремонта является восстановление следующих качеств детали:
прочности;
формы и размеров деталей;
качества поверхностного слоя;
шероховатости поверхности;
защитных покрытий.
В результате высоких нагрузок, накопления усталости, деформаций и т. д. в детали или в конструктивном, узле могут возникнуть дефекты в виде трещин. Наличие трещин снижает статическую и усталостную прочность деталей. Усталостная прочность снижается также при наличии глубоких забоин и царапин. Поэтому при восстановлении деталям необходимо возвратить прочностные свойства.
Детали, подверженные трению или нагреву, при эксплуатации теряют размеры, форму и взаимное расположение поверхностей. В этом случае при восстановлении следует возвратить деталям форму и размеры, заданные технической документацией.
Детали, подверженные ударам абразивных частиц, имеют дефекты в виде забоин, царапин, местных углублений и износов. Эти дефекты снижают качество поверхности, что обусловливается изнашиванием деталей в результате трения. Большинство деталей автомобилей и дорожных машин имеют изменения в поверхностных слоях вследствие коррозии, наклепа, внутренних изменений и структурных, преобразований. При этом поражаются тонкие слои металла. Нарушение шероховатости поверхности и изменения в поверхностных слоях снижают прочностные характеристики детали. В таких деталях восстанавливают шероховатость поверхности и качество поверхностного слоя. Это достигается удалением поврежденных слоев металла с соблюдением требований к форме и размерам поверхностей.
Детали, работающие в агрессивной среде, при изготовлении защищают от коррозии специальными металлическими, полимерными и другими покрытиями, которые в процессе работы постепенно разрушаются и начинают корродировать. Таким образом, при ремонте необходимо восстановить эти покрытия.
Восстановление геометрической формы и размеров деталей возможно при выполнении следующих технологических операций: наращивание поверхностных слоев материала вместо изношенного; пластическое деформирование для восстановления размеров изношенных участков детали; замена части детали и установка дополнительных элементов; удаление части материала после обработки ее поверхностных слоев. К операции по восстановлению физико-механических свойств материала деталей следует отнести устранение дефектов и упрочнение материала тем или иным видом обработки для ослабления вредного действия микроповреждений в наиболее ответственных участках деталей.
Технологические способы восстановления деталей можно представить в виде двух групп: способы наращивания и способы обработки. К способам наращивания относятся способы, при которых изношенный материал детали компенсируют нанесением других материалов, в том числе и синтетических. К ним относятся сварка и наплавка, напыление, металлизация, пайка, нанесение электролитических металлопокрытий и полимерных материалов.
К способам обработки отнесены следующие технологические способы: обработки давлением, слесарно-механическая обработка, электрические способы обработки, упрочняющая обработка и т. д.
В табл. 3.2 приведены примеры различных способов, применяемых в технологии восстановления деталей.
Слесарно-механическая обработка применяется как самостоятельный способ ремонта деталей, а также при обработке деталей под ремонтные размеры и при постановке дополнительных ремонтных деталей. Кроме того, она является необходимой в ряде случаев при ремонте деталей другими способами .
Восстановление деталей пластической деформацией основано на использовании свойств металлов изменять под давлением внешних сил геометрическую форму и размеры без разрушения.
Таблица 3.2. Способы восстановления изношенных деталей
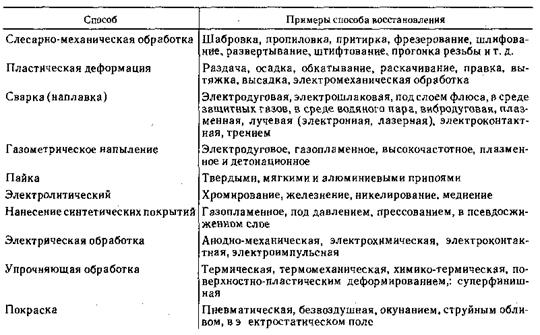
Восстановление деталей сваркой (наплавкой) заключается в том, что на изношенные поверхности деталей наплавляют металл, после чего их подвергают механической обработке. Кроме того, этот способ применяют при устранении на деталях механических повреждений (трещин, пробоин и т. д.).
Восстановление деталей газотермическим напылением заключается в том, что на подготовленную соответствующим образом поверхность детали при помощи специального аппарата напыляют сжатым воздухом или инертным газом расплавленный металл. После напыления деталь обрабатывают под требуемый размер.
Устранение дефектов пайкой представляет собой процесс, при котором соединение нагретых частей металла происходит в результате введения в зазор между ними расплавленного припоя.
Восстановление деталей электролитическим покрытием основано на осаждении металла на соответствующим образом подготовленную поверхность детали. Для ремонта изношенных деталей применяют хромирование и железнение (осталивание). Хромирование применяют так же, как защитно-декоративное покрытие деталей. Меднение и никелирование применяют как подслой при защитно-декоративном хромировании, а меднение еще применяют для защиты поверхностей деталей от цементации.
Синтетические материалы применяют для склеивания, ремонта изношенных деталей, выравнивания поверхностей кабин, кузовов, деталей оперения и других деталей перед окраской, при технических повреждениях. При помощи клеевых составов соединяют детали или части деталей из металлов и неметаллических материалов в различных сочетаниях между собой. Этим способом ремонтируют детали, имеющие поломки и обломы. Склеивание используют также для получения неразъемных соединений деталей при сборке.
Места деталей, имеющие трещины, пробоины, вмятины, неровности, предварительно подготавливают, а затем заполняют клеевыми составами в виде паст. В некоторых случаях для увеличения прочности, детали повреждения заделывают стеклотканью, пропитанной клеевыми составами. Этим способом успешно заделывают трещины на стенках рубашки охлаждения головки и блока цилиндров двигателя, топливного бака и других корпусных и емкостных деталей.
Покрытия из пластмасс на поверхности изношенных деталей можно наносить различными способами: наплавлением на предварительно нагретую поверхность детали, заливкой в пресс-формах, окунанием в жидкие полимерные материалы и др. Синтетическими материалами могут быть покрыты отдельные поверхности или вся деталь.
Электрическая обработка основана на явлении разрушения металла при электрическом искровом разряде. Этот вид обработки может применяться в качестве самостоятельного способа восстановления изношенных и поврежденных деталей, а также как операции, связанные с подготовкой или окончательной обработкой деталей, восстановленных другими способами. Обрабатываемая деталь может быть изготовлена из любого металла или сплава; материалом для инструмента могут служить латунь, медь, чугун, алюминий и его сплавы и др.
Упрочняющая обработка является одним из завершающих этапов восстановления деталей и имеет целью достижения заданных физико-механических свойств.
Покраска в процессе ремонта предназначается для защиты поверхности деталей от корозиии и придания детали высоких эстетических качеств.
Дата добавления: 2019-12-09; просмотров: 898;
Поиск по сайту
Узнать еще
- II. Бесполые способы размножения.
- III. Способы формирования фонда капитального ремонта
- V. Порядок лишения, восстановления спортивных званий
- VI. Порядок лишения, восстановления спортивных разрядов
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- А) Способы изображения пространственного строения энантиомеров
- Автоматические и полуавтоматические линии по обработке деталей и изделий

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
