Трубы большого диаметра.
Устанавливаются три уровня качества труб:
- первый уровень – трубы в обычном исполнении;
- второй уровень – трубы в хладостойком исполнении;
- третий уровень – трубы повышенной эксплуатационной надежности.
Трубы изготавливают из листового проката.
Прокат поставляется в горячекатаном, нормализованном состоянии, после термического упрочнения (закалки с последующим отпуском), контролируемой прокатки или после контролируемой прокатки с ускоренным охлаждением, в том числе с отпуском.
Листовой прокат должен подвергаться ультразвуковому контролю со 100 % покрытием площади каждого листа.
Трубы изготавливают прямошовными с одним или двумя продольными швами, сваренными дуговой сваркой под флюсом.
Двухшовные трубы изготавливают из двух листов одной плавки, либо из двух листов различных плавок, разница фактических значений механических свойств (временное сопротивление разрыву, предел текучести) по сертификатным данным которых составляет не более 50 МПа.
Применение двухшовных труб на рабочее давление более 9,8 МПа должно быть согласовано с Заказчиком.
Электродуговая сварка труб производится с применением плавленого или керамического флюса.
В спецификациях на трубы для магистральных нефтепроводов должны содержаться:
- размеры труб (наружный диаметр и номинальная толщина стенки);
- класс прочности;
- требуемый уровень качества труб;
- проектное (рабочее) давление (до 9,8 МПа включительно или свыше 9,8 МПа);
- температура испытаний на ударную вязкость труб надземной прокладки;
- указание об использовании труб для строительства подводного перехода магистрального нефтепровода.
Длина поставляемых изготовителем труб должна находиться в пределах от 10,00 до 12,20 м.
По согласованию с Заказчиком производится поставка труб длиной до 24,00 м.
Предельные отклонения по толщине стенки труб должны соответствовать следующим значениям:
- плюсовой допуск должен соответствовать допускам по ГОСТ 19903 для максимальной ширины проката нормальной точности;
- минусовой допуск не должен превышать 5 % от номинальной толщины стенки, но не более 0,8 мм.
Отклонение профиля наружной поверхности трубы от окружности в зоне сварного соединения на концевых участках длиной 200 мм и по дуге периметра 200 мм не должно превышать 0,15 % от номинального диаметра.
Отклонение от перпендикулярности торца трубы относительно образующей (косина реза) не должно превышать 1,6 мм.
Кривизна труб не должна превышать 1,5 мм на 1 м длины, а общая кривизна – 0,2 % длины трубы.
Предельные отклонения от номинального наружного диаметра на концах труб на длине не менее 200 мм от торца должны быть не более ± 1,5 мм для труб диаметром менее 1020 мм и не более ± 1,6 мм для труб диаметром 1020 мм и более.
Овальность труб (отношение разности между наибольшим и наименьшим диаметрами к номинальному диаметру) не должна превышать 1,0 % по концам труб с толщиной стенки менее 20 мм и 0,8 % по концам труб с толщиной стенки 20 мм и более.
Форма и размеры разделки кромок торцов труб под сварку в зависимости от толщины стенки должны соответствовать параметрам, приведенным на рисунке 1.
В зоне заводского сварного шва (40 мм по обе стороны от оси шва) ширина притупления должна быть в пределах от 1,0 до 4,0 мм.
Высота усиления наружных и внутренних швов должна находиться в пределах от 0,5 до 2,5 мм для труб со стенкой толщиной до 10 мм включительно и от 0,5 до 3,0 мм для труб со стенкой толщиной свыше 10 мм.
На концах труб на длине не менее 150 мм, но не более 200 мм усиление внутреннего сварного шва должно быть удалено до остаточной высоты от 0 до 0,5 мм.
По согласованию с Заказчиком производится снятие усиления наружного сварного шва на концах труб на длине не менее 150 мм, но не более 200 мм от торцов до остаточной высоты от 0 до 0,5 мм.
Зарез тела трубы при снятии усиления сварных швов не допускается.
Снятие усиления сварных швов должно производиться до проведения гидроиспытания и неразрушающего контроля сварного шва на концах труб.
Смещение осей наружного и внутреннего швов на торцах труб не должно превышать 3,0 мм для толщины стенки до 10,0 мм включительно с перекрытием не менее 1,5 мм, а при толщине стенки более 10,0 мм смещение не должно превышать 4,0 мм с перекрытием швов не менее 2,0 мм.
Сварные соединения должны иметь плавный переход от основного металла к металлу шва без острых углов, несплавлений, непроваров, утяжин и осевой рыхлости.
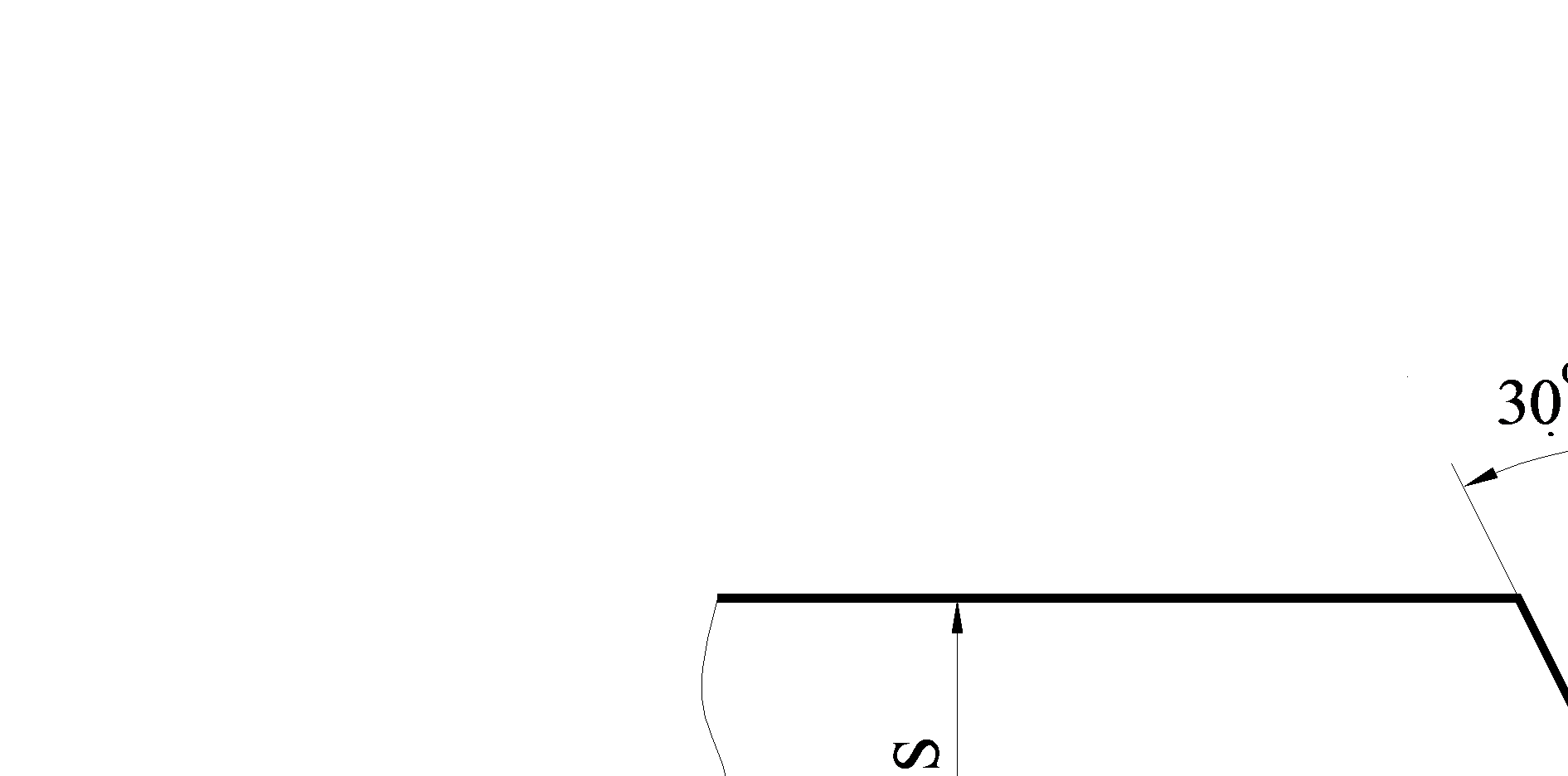
а) при S до 15,0 мм включительно
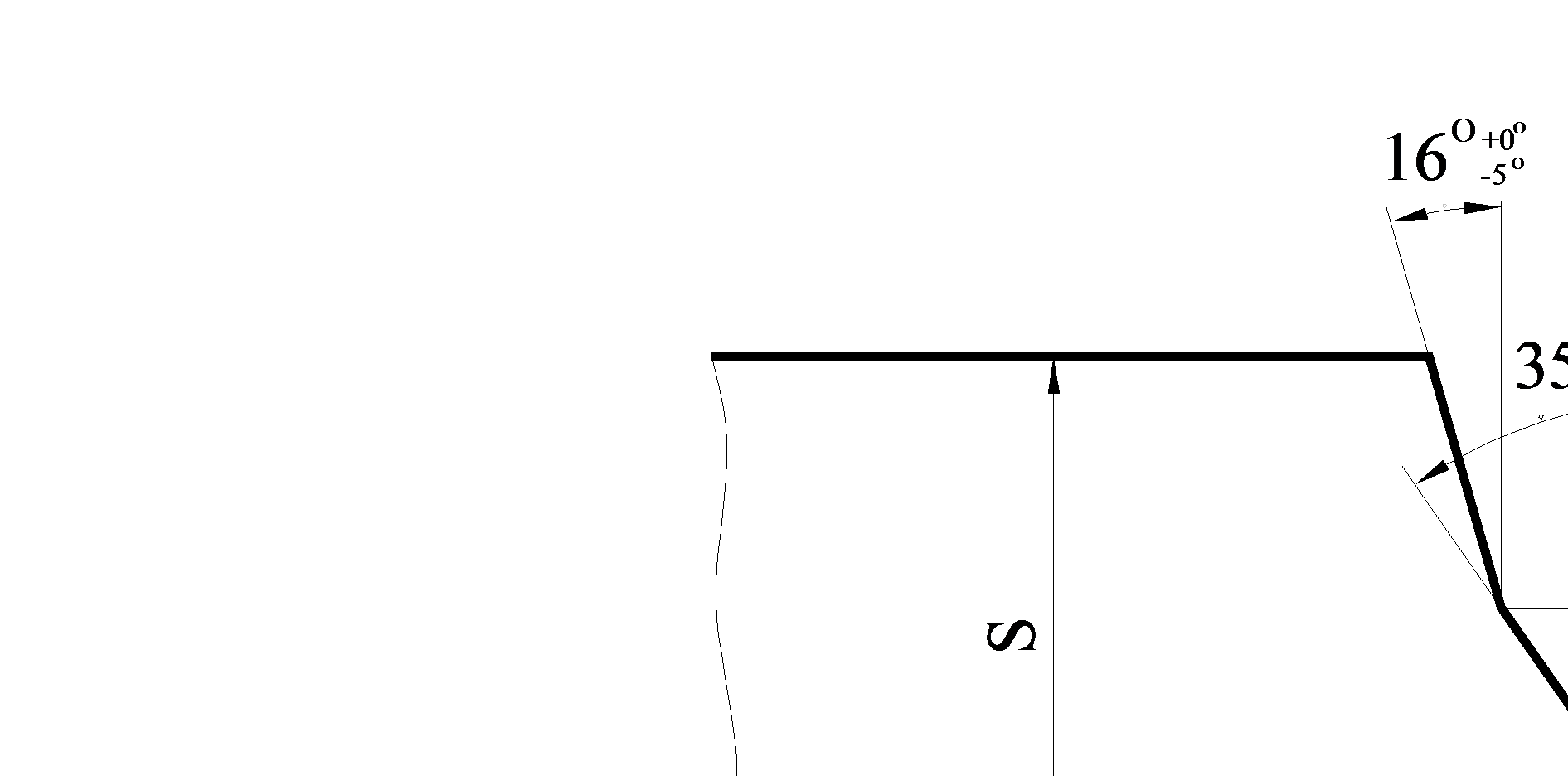
б) при S более 15,0 мм
| Толщина стенки труб, мм | Величина B, мм |
| 15,0 < S ≤ 19,0 | |
| 19,0 < S ≤ 21,5 | |
| 21,5 < S ≤ 32,0 | |
| S > 32,0 | |
| Примечание – Допуск на размер B в зоне сварного шва (40 мм по обе стороны от оси шва) – ± 1,5 мм. |
Рисунок 12.1 – Форма и размеры разделки торцов труб
Относительное смещение кромок в сварном соединении не должно превышать
1,0 мм для труб с толщиной стенки до 10,0 мм, 10 % от номинальной толщины стенки для труб с толщиной стенки от 10,0 до 20,0 мм включительно и 2,0 мм для труб с толщиной стенки более 20,0 мм.
Ширина усиления сварных швов для толщины стенки трубы до 10,0 мм должна быть не более 20,0 мм; для толщины от 10,0 до 16,0 мм – не более 25,0 мм; для толщины свыше 16,0 мм – не более 30,0 мм. Шлифовка усиления с целью приведения ширины сварных швов к требуемым размерам не допускается.
Ширина усиления в местах ремонта сварных швов с применением сварки для толщины стенки трубы до 10,0 мм должна быть не более 23,0 мм; для толщины от 10,0 до 16,0 мм – не более 29,0 мм; для толщины свыше 16,0 мм – не более 34,0 мм. Шлифовка усиления с целью приведения ширины сварных швов к требуемым размерам не допускаетс
Дата добавления: 2018-05-10; просмотров: 1765;
Поиск по сайту
Узнать еще
- Артерии большого круга кровообращения
- АРТЕРИИ БОЛЬШОГО КРУГА КРОВООБРАЩЕНИЯ.
- Артерии большого круга кровообращения.
- Асбестоцементные трубы и керамика
- АЭРОДИНАМИЧЕСКИЕ ТРУБЫ
- Биофизические особенности артериол большого круга кровообращения.
- Ввод-вывод с помощью файлов целесообразно делать в случае большого объема вводимых (выводимых) величин, например, при работе с матрицами.
- Ведущие бурильные трубы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
