Температурные интервалы начала и конца ковки для углеродистых сталей
| Марка стали | Температуры ковки | |
| начала | конца | |
| Ст 1 | ||
| Ст 2 | ||
| Ст 3 | ||
| Сталь У7, У8, У9 | ||
| Сталь У10, У12, У13 |
Операции ковки
Различают ковку предварительную и окончательную. Предварительная (или черновая) ковка представляет собой кузнечную операцию обработки слитка для подготовки его к дальнейшей деформации прокаткой, прессованием и т.п. Окончательная (чистовая ковка) охватывает все методы кузнечной обработки, с помощью которых изделию придают окончательную форму.
Оборудование для ковки
В качестве оборудования применяются ковочные молоты и ковочные прессы.
Оборудование выбирают в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. Необходимую мощность оборудования определяют по приближенным формулам или справочным таблицам.
Молоты – машины динамического ударного действия. Продолжительность деформации на них составляет тысячные доли секунды. Металл деформируется за счет энергии, накопленной падающими частями молота к моменту их соударения с заготовкой. Часть энергии теряется на упругие деформации инструмента и колебания шабота – детали, на которую устанавливают нижний боек. Чем больше масса шабота, тем выше КПД. Обычно масса шабота в 15 раз превышает массу падающих частей, что обеспечивает КПД на уровне 0,8…0,9.
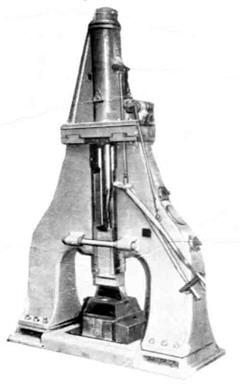
Паро-воздушный молот. Предназначен для производства поковок различной конфигурации методом свободной ковки
Для получения поковок массой до 20 кг применяют ковочные пневматические молоты, работающие на сжатом воздухе. Сила удара определяется силой давления сжатого воздуха, и может регулироваться в широких пределах. Масса падающих частей составляет 50…1000 кг. Основные параметры молотов регламентируются ГОСТами.
Для получения поковок массой до 350 кг применяют ковочные паровоздушные молоты. Они приводятся в действие паром или сжатым воздухом давлением 0,7…0,9 МПа. Масса падающих частей составляет 1000…8000 кг. Параметры регламентируются ГОСТами.
Различают молоты простого действия, когда пар или воздух только поднимают поршень, и двойного действия, когда энергоноситель создает дополнительное деформирующее усилие.
Прессы ковочные гидравлические – машины статического действия. Продолжительность деформации составляет до десятков секунд. Металл деформируется приложением силы, создаваемой с помощью жидкости (водной эмульсии или минерального масла), подаваемой в рабочий цилиндр пресса. Выбираются прессы по номинальному усилию, которое составляет 5…100 МН. Применяют в основном для получения крупных заготовок из слитков.
Горячая объемная штамповка
Объемной штамповкой называют процесс получения поковок, при котором формообразующую полость штампа, называемую ручьем, принудительно заполняют металлом исходной заготовки и перераспределяют его в соответствии с заданной чертежом конфигурацией.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Объемную штамповку осуществляют при разных температурах исходной заготовки и, в соответствии с температурой, делят на холодную и горячую. Наиболее широкое распространение получила горячая объемная штамповка (ГОШ), которую ведут в интервале температур, обеспечивающих снятие упрочнения.
Исходным материалом для горячей объемной штамповки являются сортовой прокат, прессованные прутки, литая заготовка, в крупносерийном производстве – периодический прокат, что обеспечивает сокращение подготовительных операций.
Формообразование при горячей объемной штамповке
Основная операция ГОШ может быть выполнена за один или несколько переходов. При каждом переходе формообразование осуществляется специальной рабочей полостью штампа – ручьем (гравюрой). Переходы и ручьи делятся на две группы: заготовительные и штамповочные. Схема технологического процесса получения сложной заготовки в нескольких ручьях представлена на рис. 37.9.
Рис. 37.9. Стадии получения сложной поковки в нескольких ручьях
1 – черновой ручей; 2 – подкатной ручей; 3 – протяжной ручей; 4 – чистовой ручей, 5 – гибочный ручей
Штамповочные ручьи предназначены для получения готовой поковки. К штамповочным ручьям относятся черновой (предварительный) и чистовой (окончательный).
Черновой ручей предназначен для максимального приближения формы заготовки к форме поковки сложной конфигурации. Глубина ручья несколько больше, а поперечные размеры меньше, чем у чистового ручья (чтобы заготовка свободно укладывалась в чистовой ручей). Радиусы скругления и уклоны увеличиваются. В открытых штампах черновой ручей не имеет облойной канавки. Применяется для снижения износа чистового ручья, но может отсутствовать.
Чистовой ручей служит для получения готовой поковки, имеет размеры «горячей поковки», то есть больше, чем у холодной поковки, на величину усадки. В открытых штампах по периметру ручья предусмотрена облойная канавка, для приема избыточного металла. Чистовой ручей расположен в центре штампа, так как в нем возникают наибольшие усилия при штамповке.
Так как характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно считать основным для классификации способов штамповки. В зависимости от типа штампа выделяют штамповку в открытых и закрытых штампах (рис. 37.10).
Рис. 37.10. Схемы штамповки в открытых и закрытых штампах: 1 – облойная канавка
Штамповка в открытых штампах (рис. 37.10 а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в закрытых штампах (рис. 37.10 б) характеризуется тем, что полость штампа в процесс деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нем облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема (рис. 37.10 в).
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла из-за отсутствия облоя. Поковки имеют более благоприятную структуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в облой. Металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
Дата добавления: 2016-06-05; просмотров: 3437;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- A, B, С - начала обмоток
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
