Отвод и обеспыливание газов агломерационных машин
Процесс спекания агломерата на ленте агломерационной машины сопровождается значительным выделением газа. Нааглофабриках СССР применяют в основном следующую схему сбора и отвода технологических газов от агломашины. Из всех расположенных по длине агломерационной машины вакуум-камер, в которых для преодоления сопротивления спекающейся в агломерат шихты поддерживается разрежение 10—11 кПа, газы собираются в общий коллектор, размещенный сбоку от агломашины параллельно ее оси (рис. 22.1).
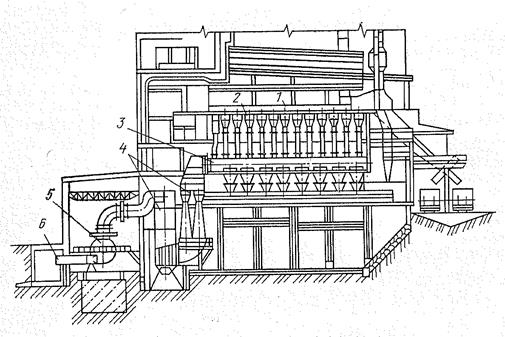
Рис. 22.1. Общий вид отвода газов от агломерационной машины: 1 — укрытие ленты; 2 — вакуум-камеры; 3 —коллектор; 4— газоочистка; 5 — эксгаустер; 6 — дымоход.
На ответвлениях от вакуум-камер к коллектору стоят s-образные инерционные устройства или специальные ловушки К-9, в которых за счет сил инерции, возникающих при поворотах, происходит отделение только самой крупной пыли. Собираясь в коллекторе, запыленные газы с небольшой скоростью (до 10 м/с) движутся к головной части машины. При этом крупные частицы пыли под действием собственного веса выпадают из потока и собираются в расположенных под коллектором пылевых бункерах, откуда удаляются обычно с помощью гидросмыва. На рис. 22.2, а показаны существующие схемы сбора и отвода технологических газов от агломашин как при использовании всей ленты для процесса спекания, так и при осуществлении охлаждения агломерата на хвостовой части ленты. Эффективность работы коллектора обычно не превышает 50—60 % и лишь для варианта В она повышается до 70—80 % за счет увеличенной его длины. Учитывая, что выбросы с высокой концентрацией пыли поступают в коллектор лишь из первых и последних камер, целесообразнее применять схемы сбора и отвода агломерационных газов, рекомендуемые Донецким филиалом НПО «Энергосталь» (рис. 22.2, б).
При осуществлении этих схем длина пути сильно запыленного газа в коллекторе значительно увеличивается и эффективность работы коллектора заметно возрастает. Кроме того, в результате установки специальных пылеуловителей (обычно циклонов) на подводах к коллектору из первых и последних камер абсолютное поступление пыли в коллектор резко сокращается, а давление в этих камерах повышается, что благоприятно отражается на ходе процесса спекания.
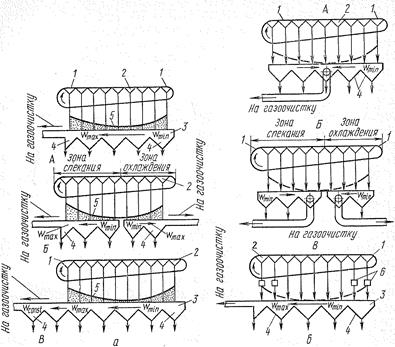
Рис. 22.2. Схемы сбора и отвода технологических газов от агломерационных машин: 1 — аглолента; 2 — вакуум-камеры,; 3—коллектор; 4 — бункера; 5 — кривая распределения выноса пыли; 6 — пылеуловители селективной очистки
Обеспыливание газов агломерационных машин на отечественных аглофабриках осуществляют в батарейных и одиночных циклонах, мокрых пылеуловителях и электрофильтрах. Первоначально типовым проектным решением являлась установка батарейных циклонов (рис. 22.3,а), количество элементов в которых достигало на крупных машинах 1000—2000 шт. Однако практика эксплуатации выявила крупные недостатки этого вида газоочисток, основными из которых являются: неравномерное распределение газа при большом количестве циклонных элементов, приводящее к перераспределению потоков газа между элементами; интенсивный и неравномерный износ и забивание пылевыпускных отверстий циклонных элементов; забивание пылью направляющих аппаратов циклонных элементов; разрушение агломерационной пыли, представляющей собой агрегаты из разнородных частиц, в центробежном поле циклона, что существенно снижает степень очистки газа.
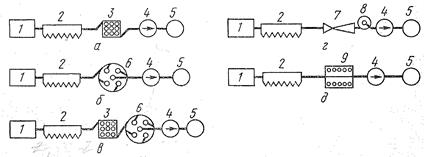
Рис. 22.3. Схемы очистки отходящих газов агломерационных машин: 1 — агломашина; 2 —коллектор; 3 — батарейный циклон; 4 — эксгаустер; 5 — дымовая труба; 6 — центробежный скруббер; 7 – труба Вентури; 8 – каплеуловитель; 9 – электрофильтр.
На некоторых аглофабриках вместо батарейных установлены одиночные циклоны большого диаметра. Уменьшая возможность забивания пылью и неравномерного распределения газа по элементам, одиночные циклоны в то же время не обеспечивают высокой степени очистки вследствие больших размеров и уменьшения величины центробежных сил. В результате эксплуатационная степень очистки, как в батарейных, так и в одиночных циклонах низка и не превышает 70—85 %; запыленность очищенного газа 0,4—0,5 г/м3. Такая концентрация пыли в газе недопустима, во-первых, по санитарным соображениям вследствие большого выброса пыли в воздушный бассейн и, во-вторых, из-за резкого сокращения срока службы эксгаустера (до 3—4 мес.) вследствие эрозионного износа. Стоимость замены ротора одного эксгаустера типа 6500 или 7500 составляет около 20000 руб. Простой агломашины при замене эксгаустера около 5 ч.
Некоторым шагом вперед явилось применение для очистки газов агломашины мокрых пылеуловителей как в качестве второй ступени очистки, так и в качестве самостоятельных аппаратов. На одной из аглофабрик после батарейных циклонов установлены центробежные скрубберы типа МП-ВТИ, что позволило снизить запыленность очищенного газа до 150—200 мг/м3 и тем самым увеличить срок службы эксгаустеров. Однако к оставшимся недостаткам батарейных циклонов добавились недостатки мокрых аппаратов, вследствие чего эксплуатация осложнилась, а надежность снизилась, поэтому как типовую такую схему рекомендовать нельзя. На некоторых аглофабриках в качестве единственного мокрого аппарата применяют низконапорные скрубберы Вентури (рис. 22.3, г). Вследствие того что они включаются в газоотводящий тракт агломашины, возможный для использования перепад давлений ограничен 0,2—0,3 кПа, что соответствует скоростям газа в горловине труб Вентури 60—75 м/с. При таких условиях высокой степени очистки получить нельзя и остаточная запыленность газа обычно составляет 120—160 мг/м3. Попытки использовать другие аппараты мокрого типа успеха не имели.
В последнее время на зарубежных и отечественных аглофабриках начинают применять сухие пластинчатые электрофильтры. Эти аппараты лишены недостатков, свойственных батарейным циклонам и мокрым пылеуловителям, и имеют высокую эффективность. При установке электрофильтров вполне реальна очистка газа до содержания пыли 100—120 мг/м3 и даже менее. В случае высокой начальной запыленности газа перед электрофильтрами устанавливают группу циклонов. Следует иметь в виду, что вследствие больших расходов газов электрофильтры должны иметь высокую производительность, а из-за больших разрежений, создаваемых эксгаустерами, усиленную конструкцию и газоплотность корпуса. Установка электрофильтров значительно снижает выбросы в воздушный бассейн и повышает срок службы эксгаустеров до 2—3 лет и более. К основным недостаткам электрофильтров, как уже отмечалось ранее, относятся большие габариты и высокая стоимость.
Следует также иметь в виду, что эффективность электрофильтров снижается при спекании агломерата высокой основности (3—3,5) и наличии в шихте окислов свинца или цинка или использовании замасленной окалины.
Тканевые фильтры для очистки агломерационных газов в отечественной практике не применяют из-за высокой стоимости, больших габаритов и низкого качества фильтровальных тканей.
Проведенные технико-экономические расчеты показали, что наиболее экономичной является сухая схема очистки с применением электрофильтров (табл. 22.1) [9].
Таблица 22.1.Удельные затраты на очистку газа агломерационной фабрики (две машины с площадью спекания по 650 м2), руб/1000 м3
| Затраты | Электрофильтры | Тканевые фильтры | Скрубберы Вентури |
| Эксплуатационные Капитальные Приведенные | 0,022/0.036 0,113/0,398 0,039/0,096 | 0,036/0,049 0,104/0,390 0,051/0,107 | 0,046/0,077 0,123/0,760 0,064/0,191 |
| Примечание: В числителе — при обеспечении в приземном слое ПДК, в знаменателе—при обеспечении в приземном слое 7,5 % ПДК. |
Дата добавления: 2021-07-22; просмотров: 953;
Поиск по сайту
Узнать еще
- II.2. Химический (молекулярный) состав нефтей и природных газов
- II.3. Физико-химические свойства нефтей и природных газов
- II.4. Классификация нефтей и газов по их химическим и физическим свойствам
- VII.2. Закономерности изменения свойств нефтей и газов на месторождениях
- VII.I. Закономерности изменения свойств нефтей и газов внутри залежей.
- Абсорбционная холодильная машина
- АБСОРБЦИОННО-ДИФФУЗИОННЫЕ ХОЛОДИЛЬНЫЕ МАШИНЫ
- АБСОРБЦИОННЫЕ МАШИНЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
