Процессы петлеобразования. Органы петлеобразования.
Процессом петлеобразования называют взаимодействие рабочих органов машины и нити, в результате которого образуется петельный ряд.
К рабочим или петлеобразующим органам относятся:
- иглы;
- платины;
- нитеводители;
- прессы;
- заправочные крючки или деккеры.
Иглы в зависимости от конструкции могут быть нескольких видов:
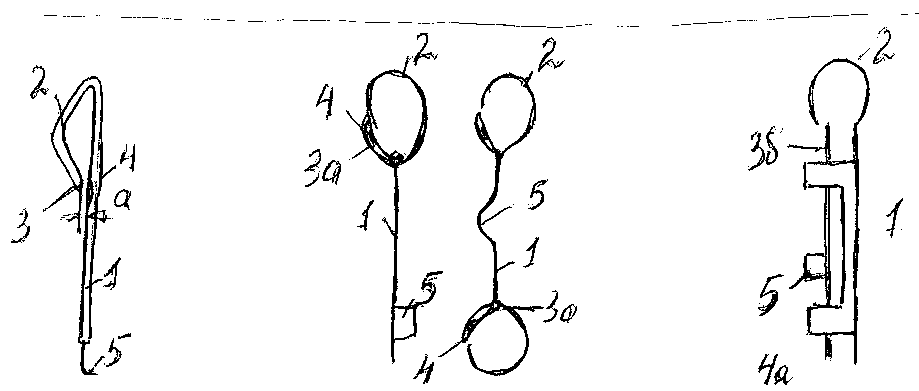
А. Крючковые Б. Язычковые С. Движковые
1- стержень, 2 - крючок, 3 – мысок, 3а – язычок, 3б –движок, 4 – чаша, 4а – пятка движка , 5 – пятка иглы.
A. Крючковые. Они изготавливаются из стальной проволоки. Зазор "а" между мыском (3) и стержнем (1) называется зевом иглы. При закрывании (прессовании) крючковой иглы специальным прессом, когда мысок погружается в чашу (4) петли со стержня 1 могут свободно передвигаться на головку иглы. Пятка 5 взаимодействует с замочным механизмом и обеспечивает возвратно-поступательное движение иглы.
B. Язычковые иглы – изготавливаются из стальной ленты или проволоки, иглы могут быть одно и двухголовочные. Преимущества язычковых игл перед крючковыми заключается в автоматическом прессовании (язычок закрывается петлёй, скользящей по стержню). Недостатком является сложность и точность изготовления отдельных частей иглы.
C. Движковые иглы. Иглы состоят из двух деталей, получающих самостоятельное движение от отдельных механизмов. Преимущества перед двумя предыдущими видами:
Ä упрощается процесс петлеобразования;
Ä отсутствие пресса;
Ä меньше рабочий ход (размах движения петли)
Ä иглы не испытывают деформаций в процессе прессования.
Недостатком является сложность в изготовлении.
Платины – тонкие пластины из стальной калёной ленты. Кулирные платины участвуют в изгибании нити и перемещение её вдоль стержня игл, отбойные платины выполняют оттяжку вновь сформированных петель и удержание петель от подъема вместе с петлями при заключении.
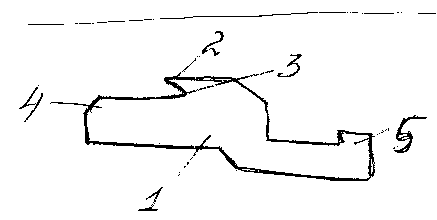
1 - тело, 2 - мысок; 3 – горловина; 4 – подбородок; 5 – пятка.
Нитеводитель – служит для направления или прокладывания на иглы. Может быть подвижным и неподвижным.
Пресс – применяется только на машинах с крючковыми иглами, осуществляет закрытие зева иглы.
Способы петлеобразования
Целью процесса петлеобразования является превращение бесконечно длинной нити в трикотажное полотно или изделие.
Принцип выполнения процесса может быть:
Ä прямым - когда протаскивание нити сквозь старую петлю осуществляется за счёт движения иглы;
Ä обращенным, когда протаскивание нити происходит за счет перемещения отбойных нижних платин;
Ä смешанным и выполняется совместным движением игл и платин.
По методу выполнения процесса петлеобразования может быть единовременным (фронтальным), когда все иглы машины перемещаются одновременно и последовательным, кода она перемещаются поочерёдно.
Весь процесс петлеобразования непрерывный, но условно может быть разбит на 10 операций. В зависимости от порядка расположения операции кулирования различают способы трикотажный (операция кулирования на 3 месте) и вязальный (операция кулирования на 7 месте). В зависимости от того, какой способ выполняется на машине, машины бывают трикотажными и вязальными.
Последовательность выполнения операций следующая:
| По трикотажному способу | По вязальному способу |
| 1. Заключение 2. Прокладывание 3. Кулирование 4. Вынесение 5. Прессование 6. Нанесение 7. Соединение 8. Сбрасывание 9. Формирование 10. Оттяжка | 1. Заключение 2. Прокладывание 3. Вынесение 4. Прессование 5. Нанесение 6. Соединение 7. Кулирование 8. Сбрасывание 9. Формирование 10. Оттяжка |
Вязальный способ
Выполняется на язычковых иглах. Принцип петлеобразования прямой, последовательный. Рассмотрим сущность каждой операции.
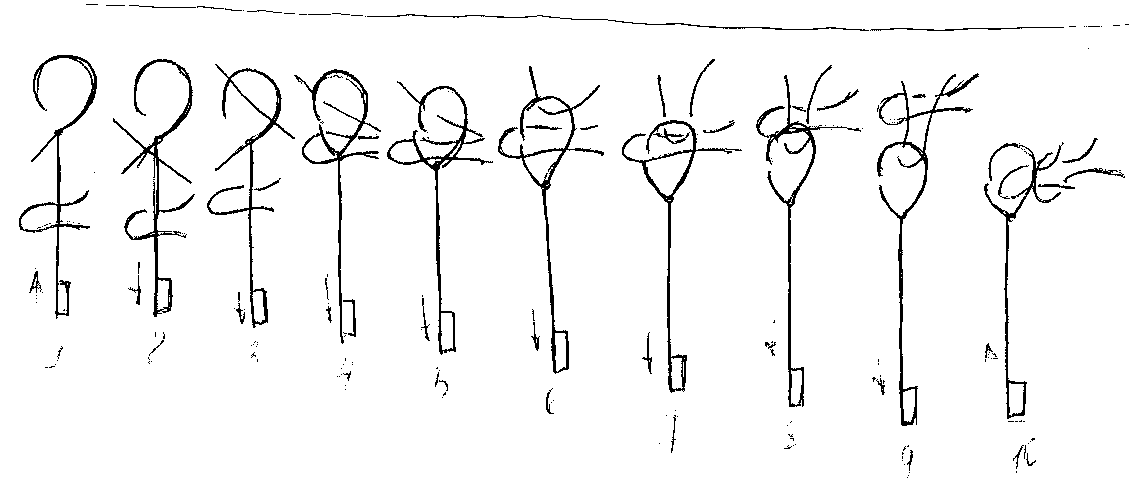
1. Заключение. Игла движется вверх. Старая петля открыла язычок и переходит на стержень иглы.
2. Прокладывание. Игла немного опускается. Нитеводитель прокладывает нить в открытый зев иглы.
3. Вынесение – вновь проложенная нить выносится под крючок. Игла движется вниз.
4. Прессование Игла опускается в низ на столько, что старая петля подходит под язычок и заставляет его закрыть зев иглы.
5. Нанесение. Игла продолжает движение в низ. Старая петля перемещается (наносится) на запрессованный язычок иглы.
6. Соединение. Игла продолжает движение вниз. Старая петля перемещается к головке иглы до соприкосновения с новой полупетлёй. Момент встречи называется соединением. В момент соединения старая петля испытывает очень большое напряжение.
7. Кулирование - последовательное изгибание проложенной на иглу нити в незамкнутую петлю.
8. Сбрасывание. Игла опускается ниже, вновь проложенная нить изогнулась ещё больше, старая петля сошла с иголки и повисла на нити. Операции 7 и 8 происходят практически одновременно.
9. Формирование – протягивание вновь образовавшихся петель сквозь старые. Старые петли окончательно замыкают новые.
10. Оттяжка. Поворот петли в плоскость, перпендикулярную плоскости расположения игл, с целью предупреждения возможного попадания в старые петли игл, при перемещении игл на операцию заключения. Петли отводятся за спинку игл и оттягиваются.
Далее цикл повторяется.
Понятие о классе трикотажных машин.
На плотность трикотажа кроме линейной плотности пряжи Тпр оказывает большое влияние класс трикотажной машины.
Класс машины – число игл или игольных шагов приходящихся на единицу длины. Класс определяется по формуле.
К = L/S,
где L – единица длины, мм S – игольный шаг, мм.
Единица длины принимается в зависимости от того, в какой стране впервые начали выпускать те или иные машины. На выпускаемых в нашей стране машинах: плоскофанговых, кругловязальных МС, круглочулочных с язычковыми иглами используется английский дюйм (25,4мм).
На машинах каждого класса можно перерабатывать пряжу, толщина которой колеблется в определённых пределах. Минимальная толщина пряжи теоретически не ограничена. Максимальная толщина нити определяется величиной ниточного промежутка "С", т.е. промежутка между иглой и платиной.
C = S-d-b,
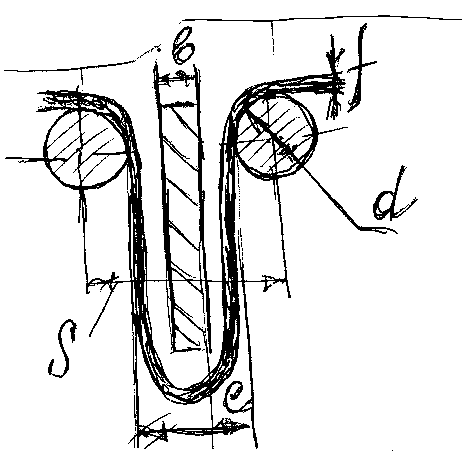
b - толщина платины, мм; d - диаметр иглы, мм; f - толщина нити, мм.
Предельная толщина нити fмах, для переработки на машинах должна быть меньше или равна ниточному промежутку(fмах≤С).
Имеются специальные таблицы для определения пределов линейной плотности пряжи, перерабатываемых на машинах, в зависимости от её свойств и вида переплетения. Чем выше класс машины, тем тоньше иглы, используется пряжа меньшей линейной плотности.
Подготовка пряжи к вязанию.
К пряже используемой в трикотажном производстве предъявляются повышенные требования по прочности, равноте, жёсткости на изгиб и т.д. Пряжа должна быть равномерной по линейной плотности, структуре и крутке. Пряжа должна иметь меньшую крутку, чтобы не было сукрутин. Пряжа проходит дополнительную обработку: эмульсирование (пряжа покрывается жировой плёнкой в пределах 2-4% от её веса) или парафинирование, чтобы придать ей большую гибкость и снизить коэффициент трения. Парафинирование осуществляется для х/б и шерстенных пряж на мотальных машинах, где вместо второго нажимного устройства устанавливают парафиновую шайбу (количество парафина 0,4-0,8 %).
Для основовязальных машин готовится основа на навое или секционных валиках, которые устанавливают на один вал, навой нарабатывается на ленточных сновальных машинах.
Производство одинарного поперечно- вязального трикотажа.
Простейшим переплетением кулирного одинарного трикотажа является гладь. Для выработки данного вида трикотажа используют машины с одной игольницей: Однофантурные плоскофанговые с язычковыми иглами, круглотрикотажные с крючковыми иглами, закреплёнными неподвижно (МТ, КТ-1, КТ-2), а так же кругловязальные, с индивидуально подвижными язычковыми иглами (МС).
Многосистемная кругловязальная машина МС-5.
Они нашли широкое распространение на фабриках т.к. высокопроизводительны, занимают незначительные площади. Предназначены для вязания из хлопчатобумажной, полушерстяной и других видов пряжи трубчатого трикотажа. Диаметр трубы трикотажа зависит от диаметра игольницы.
На машинах могут вырабатываться:
- гладь трубчатая МС-1-6;
- гладкий полосатый трикотаж МСП;
- гладеплатированный трикотаж, когда петли одной нити (например х/б) выходят на одну поверхность (лицевую), а другой (н-р) вискозы на другую (изнаночную) Машины МСГП;
- для футерованного полотна (трикотаж с начёсом). Прокладывается толстая футерованная нить, которая потом начёсывается. МСН.
Машина МС-5 выпускается 22 класса. Имеет игольницу в виде цилиндра D=350 мм, окружность трикотажа равна πd = 3,14*350=1м. В пазы игольницы вставлено 952 иглы, игольницы вращаются со скоростью 0,6-0,7 м/сек.
Машина многосистемная: вокруг игольницы расположено 42 замка или системы, которые вяжут одновременно. За один оборот вяжется сразу 42 ряда. Способ петлеобразования вязальный, метод последовательный, принцип прямой.
Бобины с нитями (84) катушки устанавливают на шпулярнике, расположенном в верху. при сматывании нити проходят натяжное устройство и механизмы самоостанова. При обрыве одной нити останавливается вся машина. Нити заправляются в нитеводители, которые расположены под каждым замком. У нитеводителя для получения гладиплатированного трикотажа имеются отверстия для двух нитей. Для операции заключения (подъёма) в замочной системе имеется подъемный клин, для операции кулирования (опускания) кулирный клин. Между ними образуется паз, в который входят пяточки игл.
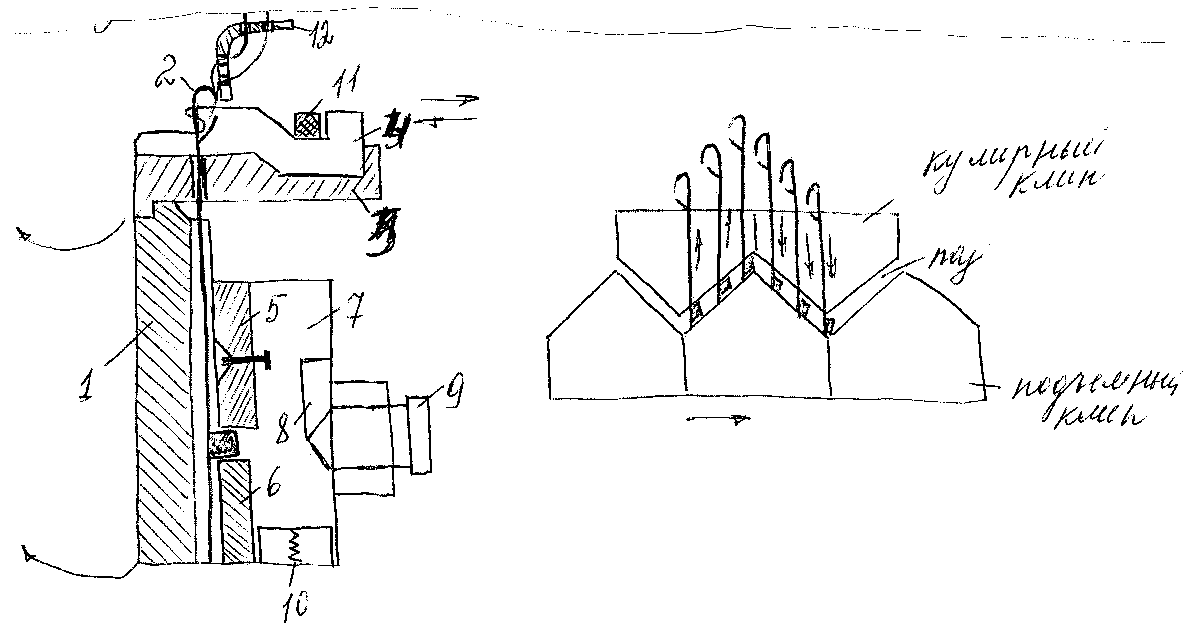
Игольница 1 выполнена в виде цилиндра, по наружной поверхности которого нанесены пазы, в них вставляются язычковые иглы 2. Вместе с цилиндром иглы совершают переносное вращение и набегая на неподвижный подъёмный клин 6 поднимаются на заключение и оттяжку, а затем с помощью кулирных клиньев 5 опускаются и выполняют все остальные операции. Платины 3 набираются в платиновое кольцо 4. Платины располагаются между иглами и под действием платинового замка 11 перемещаются к центру и от центра, и выполняет операции оттяжки, кулирования и препятствует подъёму петель при операции заключения.
Для изменения плотности вязания имеется специальное приспособление состоящее из стойки 7 со скосом 8 и пружиной 10. При вращении винта 9 по часовой стрелке, он давит на скос стойки и опускает её, опускается и кулирный клин 5. Глубина кулирования увеличивается и увеличивается длина петли. Плотность трикотажа уменьшается. При вращении против часовой стрелки кул. клин поднимается, глубина кулирования уменьшается, длина петли уменьшается, плотность трикотажа увеличивается.
Расчёт производительности многосистемной машины МС-5
Фактическая производительность кругловязальной машины определяется по формуле.
П = ln U m n 60 Tпр кпв /109 (кг/час)
ln – длина нити в петле, мм
М – количество игл на машине (952)
m – количество систем (42)
n- число оборотов игольницы (цилиндра), об/мин
Тпр – линейная плотность пряжи, текс
Производительность очень высокая достигает 40 кг/час.
Производство двойного трикотажа
Двойной трикотаж получают на машинах с двумя игольницами. Игольницы могут быть как плоскими, так и круглыми. Простейшим переплетением двойного трикотажа, получаемого на двух игольницах, является ластик.
Устройство плоскофаноговой машины.
Машина распространена в трикотажной промышленности, потому что на ней можно вырабатывать:
1. Полотно различной ширины с краевыми петлями.
2. Можно вязать изделие по выкройке или лекалам, сложной конфигурации.
3. Широкий ассортимент переплетений.
На машине применяется вязальный способ петлеобразования без распределения. Принцип прямой, метод последовательный.
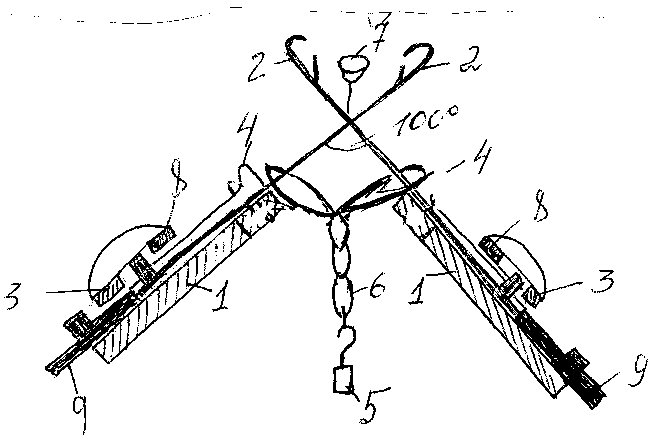
Машина состоит из двух неподвижных игольниц 1, расположенных под углом 1000. Над игольницами находится каретка, с 2 замочными системами. Каретка свободно скользит вдоль игольниц по рельсам. В пазы игольниц вставлены язычковые иглы 2, таким образом что они располагаются в шахматном порядке. За счёт подъёмных клиньев 3, расположенных в каретке, иглы поднимаются на заключение. За счёт отбойных гребней 4 и груза 5 петли 6 удерживаются на месте. Нитеводитель 7 перемещается вместе с кареткой и прокладывает нить на иглы последовательно той или другой игольницы. За счёт кулирных клиньев 8 иглы опускаются и выполняют все операции по вязальному методу. Петли сразу формируются на нужную величину без распределения. Под игольницами расположены подигольные пружины 9, с помощью которых автоматически выдвигаются иглы в рабочее положение при увеличении ширины трикотажа.
В замочной системе машины имеется один подъёмный и два кулирных клина. Пяточки игл входят в паз между клиньями. Иглы при этом могут перемещаться вверх и вниз. При движении каретки в лево, левая грань подъёмного клина поднимает иглы на заключение, правая – опускает. Рассмотрим подробнее устройство замочной каретки.
В замочной каретке расположены подъёмные и кулирные клинья, которые служат для подъёма и опускания игл. В каретке клинья расположены симметрично, поэтому вязание будет осуществляться как при движении в право, таки и при движении влево.Для получения различных видов переплетения подъёмный клин делают составным.
Каретка движется вдоль игольниц. Величина размаха каретки зависит от ширины изделия. Для этого на игольницах поднимается определённой количество игл в работу, остальные находятся в нерабочем состоянии. Для увеличения ширины трикотажа автоматическом режиме используют механизм прибавочник, убавляют вручную.
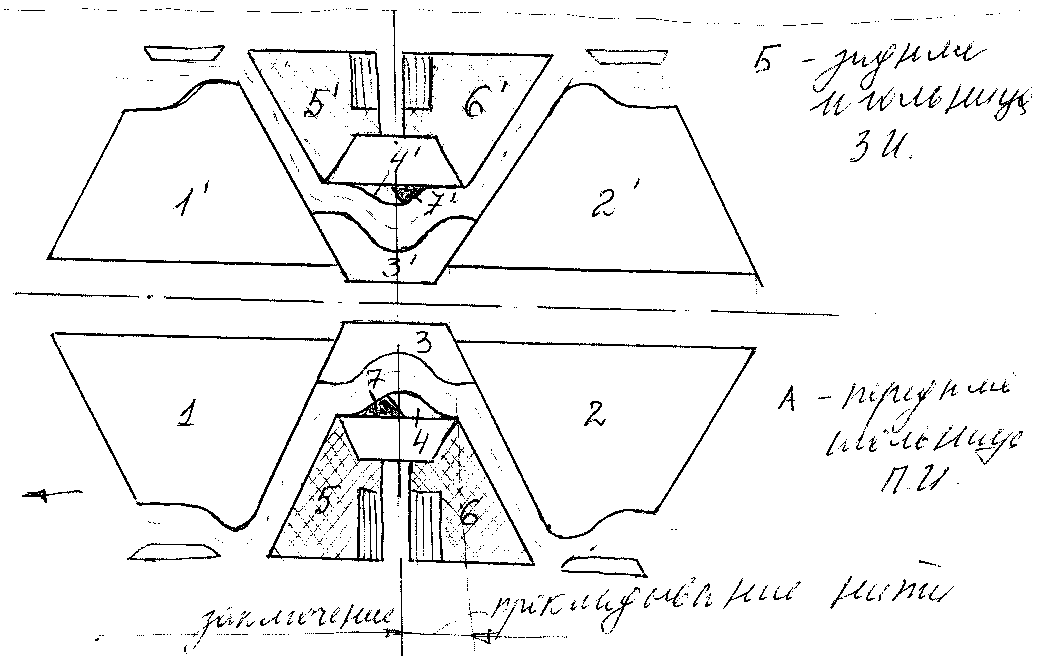
1,2 и1'2' – кулирные клинья;
3 и 3' – верхний средник;
5, 4, 6 и 5',4',6' подъёмный клин;
4 и 4' – нижний средник;
5,6,5',6' - утапливаемые створки;
7,7'- утапливаемый клин нижнего средника.
При движении замочной каретки влево пяточки игл будут входить в канал между створкой 5 и кулирным клином 1, между нижним средником 4 и верхним средником 3, при этом происходит операция заключение. Прокладывание нити будет осуществляться от середины нижнего средника 4 до правого края. Все остальные операции будут происходить, когда игла будет идти в низ при опускании кулирным клином 2.
Виды переплетений получаемых на плоскофанговой машине.
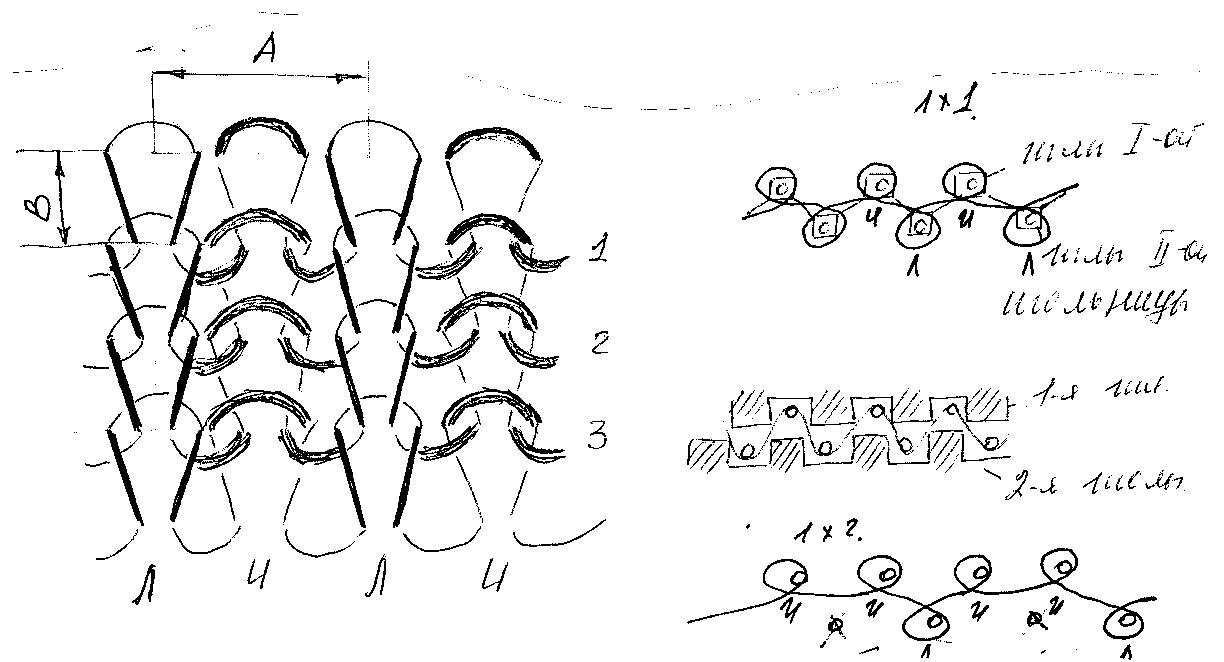
1.Ластик. Это двойной кулирный трикотаж, в котором все петли по строению одинаковы, но различаются по расположению. В ластике лицевые столбики чередуются с изнаночными столбиками (обозначается 1:1, 2:2,3:2, 3:3 и т.д. 1-я цифра обозначает лицевые столбики, вторая – изнаночные).
Если в игольнице все иглы в работе, а в замочной каретке все клинья включены, то получают ластик 1:1(R=2). Иглы вяжут поочерёдно. Иглы игольницы А сбрасывают петли на одну сторону, а игольницы В – на другую сторону. При этом с каждой стороны получается один лицевой столбик, и один изнаночный.
Можно получить ластик другого раппорта например 2:2 (R=4). Разборку игл осуществляют следующим образом: 2 иглы в работе, 1 выключена.
2.Репс или уплотнённый трикотаж.
Для получения репса необходимо утопить одну из створок (5, 5*, 6, 6*).
Допустим утоплена створка 5. При движении замочной каретки влево, пяточки игл не встретят створки, пройдут над ней и утопят своими пяточками створку 6 так и не поднявшись на вязание. Под действием пружины створка 6 поднимается в рабочее положение после схода пяточек. На задней игольнице вязание нормальное (т.к. вяжет одна игольница, то получает ряд глади.
При движении каретки в право, створка 6 поднимает иглы и обе игольницы будет вязать. Получают ряд ластика.
Т.к. на передней игольнице петли вяжут через ряд, они будут вытянутыми, по этому на этой стороне трикотажа лицевые петли будут вытянутыми (одна петля на 2 ряда), а изнаночные как обычно.
3.Кулирная гладь получают при вязании на одной игольнице, для этого створки 5 и 6 или 5* и 6*.
4.Трубчатыйтрикотаж (гладь). Выключают накрест лежащие створки например 5 и 6* или 6 и 5*. При движении влево вяжет только задняя игольница, а при движении вправо – только передняя.
5.Игольный жаккард. Для его получения в игольницы набираются иглы с различной высотой пяточек.
o односторонний получается при утапливании наполовину одной из створок 5,5*,6,6*. Допустим утопим на половину створку 5. Тогда при движении в лево на заключение поднимутся иглы только с высокими пяточками. С низкими не поднимутся. При движении вправо все иглы будут вязать, так как створка 6 включена полностью.
o двухсторонний получают при утапливании наполовину 2-х накрест лежащих створок, например 5 и 6*. Тогда при движении в лево на передней игольнице вяжут иглы только с высокими пяточками на задней все. При движении вправо на передней будут вязать, а на задней с высокими пятками.
6.Полуфанг получают при включении всех створок в работу и утапливании клина нижнего средника 7 или 7*. Такое переплетение называется с неполным заключением. Утопим клин 7. При движении каретки влево, иглы под действием створки 5 поднимаются на заключение. Но так как утоплен клин 7, то иглы поднимаются на меньшую высоту, и старая петля из под крючка не перейдёт на стержень, она только лишь откроет язычок. Затем игла пройдёт горизонтальный участок и будет проложена новая нить. Далее под действием кулирного клина 2 игла опускается в нижнее положение. При этом произойдут операции: вынесение, кулирование новой нити. Операции нанесение, соединение, сбрасывание, формирование отсутствует. Под крючком находится старая петля и новая незамкнутая, которая называется наброском. При движении каретки вправо все иглы поднимаются на полное заключение и на стержень перейдут набросок и старая петля. Новая петля замыкается старой петлёй и наброском. Двойные петли называют прессованными.
Если прессовые петли вяжут две игольницы, то получают переплетение фанг.
7.Фанг получают при утапливании клиньев 7 и 7* нижних средников.
Механизмы плоскофангового полуавтомата.
Механизм расцветки. Мех. позволяет получать поперечно полосатый трикотаж всех видов переплетений. Имеется 4 нитеводителя, в которые можно заправлять нити разного цвета или рода. Переключение нитеводителя осуществляется справа (т.к. механизм расположен справа), поэтому число рядов одного цвета должно быть чётным, а минимальное количество рядов одного цвета = 2. Программа переключения нитеводителей набирается колками на барабанчике.
Механизм сдвига задней игольницы. Предназначен для получения зигзагообразного двойного трикотажа.
Механизм прибавки игл и увеличение хода каретки. Механизм позволяет автоматически увеличивать ширину трикотажа. Осуществляется это согласно раппорта прибавки игл. Раппорт набирается штегами на наборном диске. Если штега в отверстии есть то прибавки не будет, если вынута, то произойдёт прибавка.
На машине имеются следующие механизмы самоостанова:
1. При обрыве или затяжке нити;
2. При неправильном взаимодействии клиньев замочной каретки с пяточками игл;
3. При наработке трикотажа до касания оттяжными грузами доски самоостанова.
Производство основовязального одинарного трикотажа.
Для производства основовязального трикотажа необходимо иметь основу. Из одной нити вяжется 1-2 петли в петельном ряду. Петли могут быть открытыми и закрытыми, односторонними и двухсторонними.
Чаще всего применяется вязальный способ, прямой принцип, фронтальный метод.
Самое простое переплетение – это цепочка. Она вяжется одной иглой из одной нити, как самостоятельное переплетение не используется.
Трико- это одинарный основовязальный трикотаж, в котором нить поочерёдно прокладывается на 2 соседние иглы. Для прокладывания нити имеются ушковые гребёнки. По их количеству трикотаж бывает одногоребёнчатым, двухгребёнчатым и т.д. Движение гребёнок при прокладывании изображают графически. В аналитической записи обозначаются промежутки между иглами справа налево.
Имеются производные переплетения: трикот-сукно (двутрико) и трико-шарме (трёх-трико).
трико- сукно трико-шарме
Атлас – одинарный основовязальный трикотаж, в котором нить всё время прокладывается на соседнюю иглу в начале в одну сторону, затем в другую.
R- раппорт по вертикали, рядность min раппорт =4.
Z – раппорт по горизонтали, заход min раппорт =3.
Основовязальный трикотаж очень сложно распускается и только в одном направлении – обратном вязанию и не закручивается.
Машины для получения основовязального трикотажа.
1. Основовязальные машины с крючковыми иглами называются быстроходные вертелки.
2. Основовязальные машины с движковыми иглами называются рашель-вертелки.
3. Основовязальные машины с язычковыми иглами называются рашель- машины.
Первые две для получения бельевого трикотажа, на рашель-машинах получают верхний трикотаж и тюль.
Класс машины определяется по саксонскому дюйму (23, 6 мм), К=22-26.
Дата добавления: 2022-05-27; просмотров: 321;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
