Образование соединения при пайке
Процесс образования паяного соединения состоит из следующих стадий: нагрев соединяемых деталей до температуры плавления припоя (рис.3.2а); плавление припоя (рис. 3.2б); смачивание, растекание и заполнении капиллярного зазора жидким припоем (рис. 3.21в); растворение основного металла в жидком припое и взаимная диффузия компонентов основного металла и припоя (рис.3.2г); охлаждение и кристаллизация паяного шва (рис. 3.2д).
Практически все указанные стадии процесса пайки перекрываются, и окончание одной стадии трудно отделить от начала другой. Кроме того, эти стадии сопровождаются рядом других процессов (восстановление или разрушение пленки окислов, поглощение и выделение газов соединяемыми материалами и припоем, отжиг и рекристаллизация материала соединяемых деталей, химическое взаимодействие материалов с окружающей средой, возникновение или снятие внутренних напряжений в деталях и т. д.).
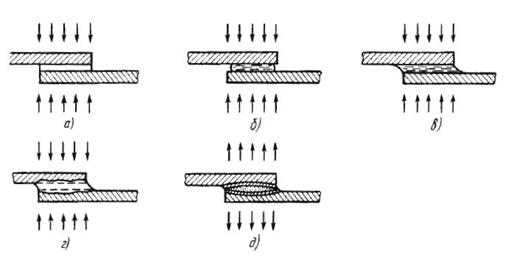
Рис.3.2 Основные стадии образования паяного соединения
(стрелками показано направление потоков теплоты)
Если каким-либо образом на поверхность холодного материала нанести расплавленный припой, то он быстро затвердеет и никакой связи его с соединяемым материалом не произойдет. Поэтому зона пайки или паяемое изделие целиком должны быть прогреты до температуры несколько выше температуры плавления припоя.
Расплавленный припой должен растечься по поверхностям соединяемых кромок, а это возможно лишь при хорошей смачиваемости их поверхностей припоем. Смачиваемостью называется первая стадия физико-химического взаимодействия расплавленного припоя с твердой паяемой поверхностью, результатом которого является его растекание тонким слоем. Таким образом, под растекаемостью понимают свойство жидких припоев распространяться по поверхности или в зазоре соединяемых материалов, находящихся в твердом состоянии.
Физическую сущность процесса смачивания можно рассмотреть на примере капли жидкости, лежащей на поверхности твердого тела (рис.3.3). В данном случае имеет место трехкомпонентная система: газ (1), жидкость (2) и твердое тело (3). На каплю жидкости действуют силы поверхностного натяжения на межфазных границах твердого тела, жидкости и газообразной окружающей среды.
Угол а между плоскостью, касательной к поверхности припоя у границы смачивания и смоченной припоем плоской поверхностью паяемого металла называется краевым углом смачивания.
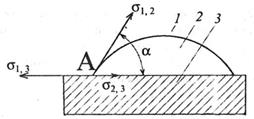
Рис.3.3 Схема равновесия векторов сил поверхностного натяжения капли жидкости на поверхности твердого тела:
Дата добавления: 2017-03-12; просмотров: 2564;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
