Дуговая сварка - сварка плавлением, при которой нагрев осуществляется электрической дугой.
В машиностроении используют 16 разновидностей дуговой сварки. Наиболее распространены следующие разновидности:
· дуговая сварка неплавящимся электродом,
· дуговая сварка плавящимся электродом,
· дуговая сварка в защитном газе,
· дуговая сварка под флюсом,
· ручная дуговая сварка.
Сварка неплавящимся электродом производится дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла, либо с применением присадочного металла.
Сварка плавящимся электродом производится дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом.
Дуговая сварка в защитных газах.При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа (инертного – аргон, гелий; активного – углекислый газ, азот, водород). Газ защищает от влияния кислорода, что не дает окисляться сварочному шву и препятствует процессу кипения ванны.
Дуговая сварка под флюсом. Для сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Схема автоматической дуговой сварки под флюсом представлена на рис. 11.5.
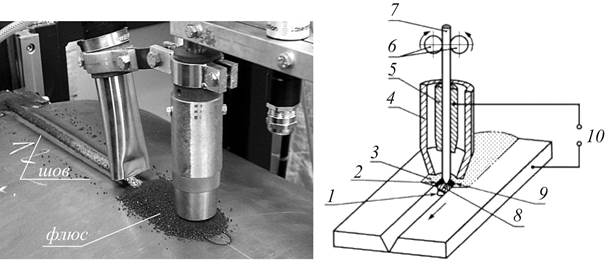
Рис. 18.5. Схема дуговой сварки под флюсом. 1- сварочная ванна, 2 - шлак, 3 - флюс, 4 - трубка подачи флюса, 5 - мундштук, 6 - подающие ролики, 7- проволока сварочная 8 - дуга, 9- сварной шов, 10 - источник питания
Благодаря ряду преимуществ дуговая сварка под флюсом в настоящее время стала наиболее распространенным видом механизированной дуговой сварки металлов. В настоящее время успешно сваривают под флюсом различные стали, сплавы, цветные металлы. Наряду с конструкциями из углеродистых сталей успешно свариваются под флюсом различные конструкции и аппараты из низколегированных сталей, нержавеющих, кислотостойких, жаропрочных сплавов на никелевой основе.
Сварка под флюсом успешно применяется при изготовлении аппаратуры, конструкций и изделий самого ответственного назначения, которые должны надежно работать и в условиях глубокого холода, и под действием высоких температур, давлений, агрессивных жидких и газовых сред и т. д.
Наиболее выгодно автоматическую сварку под флюсом применять при массовом производстве однотипных металлических изделий, имеющих соединения правильной формы и удобных для удерживания слоя флюса. В некоторых случаях способ полуавтоматической сварки под флюсом может быть использован не только при массовом производстве однотипных изделий, но и при единичном производстве изделий с соединениями значительной протяженности и удобными для удерживания флюса. Нецелесообразно сваривать под флюсом решетчатые конструкции с большим количеством коротких соединений (рис. 18.6).

Рис. 18.6. Наиболее удобные конструкции для сварки под флюсом: мосты (а); строительные конструкции (б); колонны и стрелы кранов (в)
Ручная дуговая сварка. Ручную дуговую сварку выполняют сварочными электродами, которые подают вручную в дугу и перемещают вдоль заготовки (рис. 11.7).
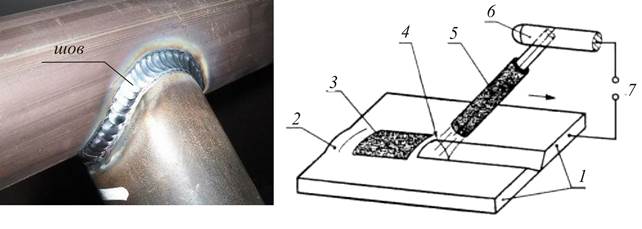
Рис. 18.7. Ручная дуговая сварка плавящимся покрытым электродом: 1- заготовка, 2- сварной шов, 3 - шлак, 4 - дуга, 5 - покрытый электрод, 6 - электрододержатель, 7 - источник питания
В процессе сварки металлическим покрытым электродом дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и стекает в сварочную ванну.
Вместе со стержнем плавится покрытие электрода, образуя защитную газовую атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов.
Ручная дуговая сварка успешно применяется при изготовлении конструкций и изделий различного назначения в условиях мелкосерийного и опытного производства, ремонтных, восстановительных работах.
Электрошлаковая сварка- сварка плавлением, при которой используют теплоту, выделяющуюся в вылете плавящегося электрода или электродов и в токопроводящей шлаковой ванне при прохождении тока, при этом металлическая ванна и шлаковая ванна удерживаются охлаждаемыми ползунами, перемещающимися вверх по мере выполнения шва (рис. 18.8).
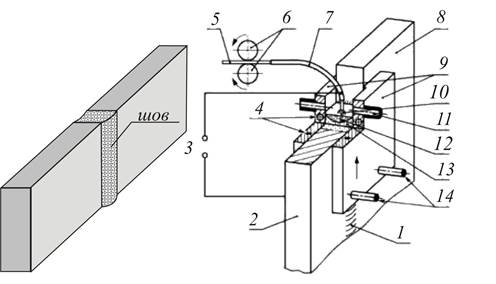
Рис. 18.8. Электрошлаковая сварка: 1- сварной шов, 2 - заготовка, 3 - источник питания, 4 - водяное охлаждение, 5 - проволочный электрод, 6 - подающие ролики, 7 - мундштук, 8 - заготовка, 9 - ползуны, 10- дуга, 11- защитный газ, 12 - сварочная ванна, 13 - металл шва, 14 - водяное охлаждение
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления: ковано-сварных конструкций, лито-сварных конструкций, станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т.п. (рис. 11.9).

Рис. 18.9. Конструкции, изготовленные электрошлаковой сваркой: ж/д платформа (а); рама прокатного стана (б)
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА - сварка плавлением, при которой используют сфокусированный электронный луч (рис. 18.10). Сущность процесса электронно-лучевой сварки состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них электродный луч – пучок электронов, движущихся с большой скоростью. При соударении с изделием электроны тормозятся, их кинетическая энергия переходит в тепловую энергию и расплавляет металл. Температура в месте соударения достигает 5000-6000 о С. Перемещая электронный луч вдоль стыка, получают сварной шов.
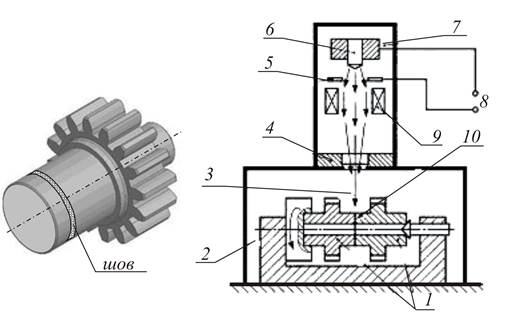
Рис. 18.10. Процесс плазменной сварки зубчатых колес: 1 - заготовка; 2 - рабочая камера; 3 - электронный луч; 4 - отклоняющая система; 5 - анод; 6 - катод; 7 -вакуумная камера; 8 - источник питания; 9 - фокусирующая система;
10 - сварной шов
Электронно-лучевой сваркой изготовляют детали из: тугоплавких металлов, химически активных металлов и их сплавов, алюминиевых и титановых сплавов, высоколегированных сталей (рис. 18.11)

Рис. 18.11. Конструкции, изготовленные электронно-лучевой сваркой: воздуховод (а); плита (б)
Плазменная сварка - дуговая сварка, при которой нагрев осуществляется сжатой дугой. Защиту можно создавать дополнительным газом. Может добавляться присадочный металл. Различают разновидности плазменной сварки:
· плазменная сварка дугой прямого действия,
· плазменная сварка дугой косвенного действия,
· плазменная сварка с переключаемой дугой,
· плазменная сварка порошком.
Газовая сварка - это сварка плавлением, при которой для нагрева используется теплота горения горючего газа или смеси горючих газов и кислорода (рис. 18.12).
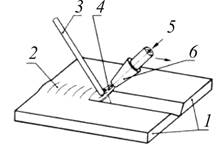
Рис. 18.12. Процесс газовой сварки: 1- заготовка; 2 - сварной шов;3 - присадочный металл; 4 - газовое пламя; 5 - горючий газ и кислород;6 - сварочная горелка
Газовую сварку применяют для сварки: металла малой толщины, легкоплавких цветных металлов и сплавов; металлов и сплавов, требующих постепенного нагрева и охлаждения (инструментальные стали, латуни); для подварки дефектов в чугунных и бронзовых отливках.
Термитная сварка- это сварка заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической реакции смеси оксидов металла и измельченного алюминиевого порошка, в результате чего образуется расплавленный присадочный металл.
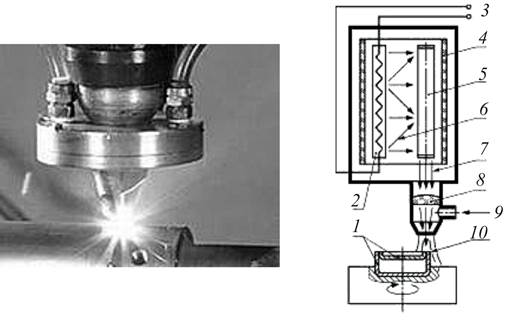
Рис. 18.13. Процесс лазерной сварки: 1 - заготовка; 2 - источник света; 3 - источник питания; 4 - эплиптическое зеркало; 5 - активный элемент; 6 - световое излучение; 7 - лазерный луч; 8 - линза; 9 - защитный газ; 10 - сварной шов
Лазерная сварка – это способ сварки плавлением, при которых металл нагревают монохроматическим когерентным лучом света (излучением лазера) (рис. 18.13).Преимуществом лазерной сварки является быстрый точечный нагрев металла до плавления и быстрое охлаждение. Это позволяет свести к минимуму ширину околошовной зоны, сварочные напряжения и деформации. Лазерную сварку применяют для сварки: металла малой толщины.
Сварка давлением - сварка, осуществляемая приложением внешней силы и сопровождаемая пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла.
В современном машиностроительном производстве используют множество видов сварки давлением, основные виды представлены на рис. 18.14. Рассмотреть подробно все процессы сварки давлением не представляется возможным в рамках одной лекции. Познакомимся с наиболее интересными видами.

Рис. 18.14. Разновидности сварки давлением
· Холодная сварка– это сварка давлением при значительной пластической деформации (свободной или стесненной) без нагрева свариваемых частей внешними источниками тепла. Классифицируется по форме сварного соединения и по характеру деформации.
· Ультразвуковая сварка – это сварка давлением, осуществляемая при воздействии механических колебаний высокой частоты и статической силы, создаваемой этими колебаниями.
· Магнитно-импульсная сварка– это сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей, вызванного воздействием импульсного магнитного поля.
· Диффузионная сварка – это сварка давлением, осуществляемая за счет взаимной диффузии атомов в тонких поверхностных слоях контактирующих частей, достигаемой нагревом (ниже температуры плавления) и длительной выдержки, при этой температуре, с последующим сжатием.
· Сварка трением - это процесс сварки давлением, при которой поверхности разогреваются трением, обычно вращением заготовок в контакте друг с другом, сварка завершается приложением ковочного усилия (рис 11.15).

Рис. 18.15. Технологический процесс сварки трением: вращение одной заготовки (а); созданием зоны контакта (б); разогрев зоны контакта за счет трения (в); приложение ковочного усилия, завершающего процесс сварки (г)
Сварка взрывом – это сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей. Сварка взрывом близка к холодной сварке, но отличается тем, что в зоне соединения металл нерегулируемо нагревается в результате быстрой пластической деформации
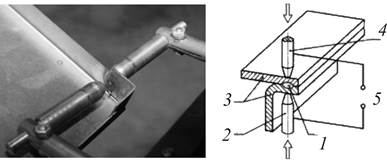
Рис. 18.16. Процесс контактной точечной сварки: 1- сварная точка; 2,4 - электроды для точечной сварки; 3 - свариваемые заготовки; 5 - источник питания
Контактная сварка – это сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока (рис. 10.16).
Сварка ТВЧ (высокочастотная сварка) – сварка с применением давления, при которой нагрев осуществляется токами высокой частоты. Нагрев может быть индукционный и конденсаторный.
Дата добавления: 2017-03-12; просмотров: 4030;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
