Нарезание резьбы резцами и гребенками
Нарезание резцами – характерная операция токарных станков. На них можно нарезать как наружную так и внутреннюю резьбу (рис. 8.2).
Рис. 8.2 Нарезание наружной и внутренней резьбы
Этот способ мало производителен. Точность резьбы зависит от точности ходового винта и гайки станка, от точности выполнения профиля резца и точности его установки.
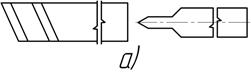
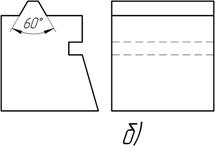
Рис. 8.3 Типы резцов
В настоящее время применяют стержневые (рис. 8.3, а), призматические (рис. 8.3, б) и дисковые (рис. 8.3, в) резцы.
Рис. 8.4 Нарезание резьбы
При нарезании прямоугольной резьбы применяют два способа подачи на глубину резания:
- подача перпендикулярно оси резьбы (рис. 8.4, а);
- под углом к оси резьбы равным половине угла профиля резьбы (рис. 8.4, б).
При обработке по первому способу получаем точный профиль резьбы без искажений, но условия резания тяжелые (резец врезается в материал двумя поверхностями). Первый способ применяют при черновой и чистовой нарезке резьбы с шагом до 2 мм.
Во втором способе подача осуществляется под углом 30 градусов к оси, при этом работает только правая сторона резца, что обеспечивает более легкую работу резца и улучшает сход стружки. Этим способом осуществляют черновую обработку резьбы с шагом более 2 мм.
Нарезание внутренней резьбы резцами имеет определенные трудности, из-за большого вылета резца резьба получается не точной.
Нарезание внутренней резьбы резцами применяют только в единичном производстве или для нестандартной резьбы.
Для получения точной внутренней резьбы черновую прорезку делают резцом, а чистовую – набором метчиков.
Более производительный способ – нарезание резьбы гребенками, осуществляется за один проход. Гребенки представляют собой ряд резцов соединенных вместе.
Рис. 8.5 Типы гребенок
Гребенки бывают:
- призматические (рис. 8.5, а);
- плоские (рис. 8.5, б);
- круглые (рис. 8.5, в).
Для нарезания внутренней резьбы с мелким шагом применяют круглые гребенки с мелким шагом.
Дата добавления: 2017-03-12; просмотров: 2138;
Поиск по сайту
Узнать еще
- ВОПРОС 10. КЛАССИФИКАЦИЯ РЕЗЬБ. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЬБЫ.
- Геометрическая форма и основные параметры резьбы
- Геометрические параметры резьбы
- ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ С ЗАЗОРОМ
- ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ С НАТЯГАМИ И ПЕРЕХОДНЫМИ ПОСАДКАМИ
- Измерение среднего диаметра резьбы
- Измерение угла профиля и шага резьбы
- Изображение и обозначение резьбы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
