Ванны дуговой сталеплавильной печи
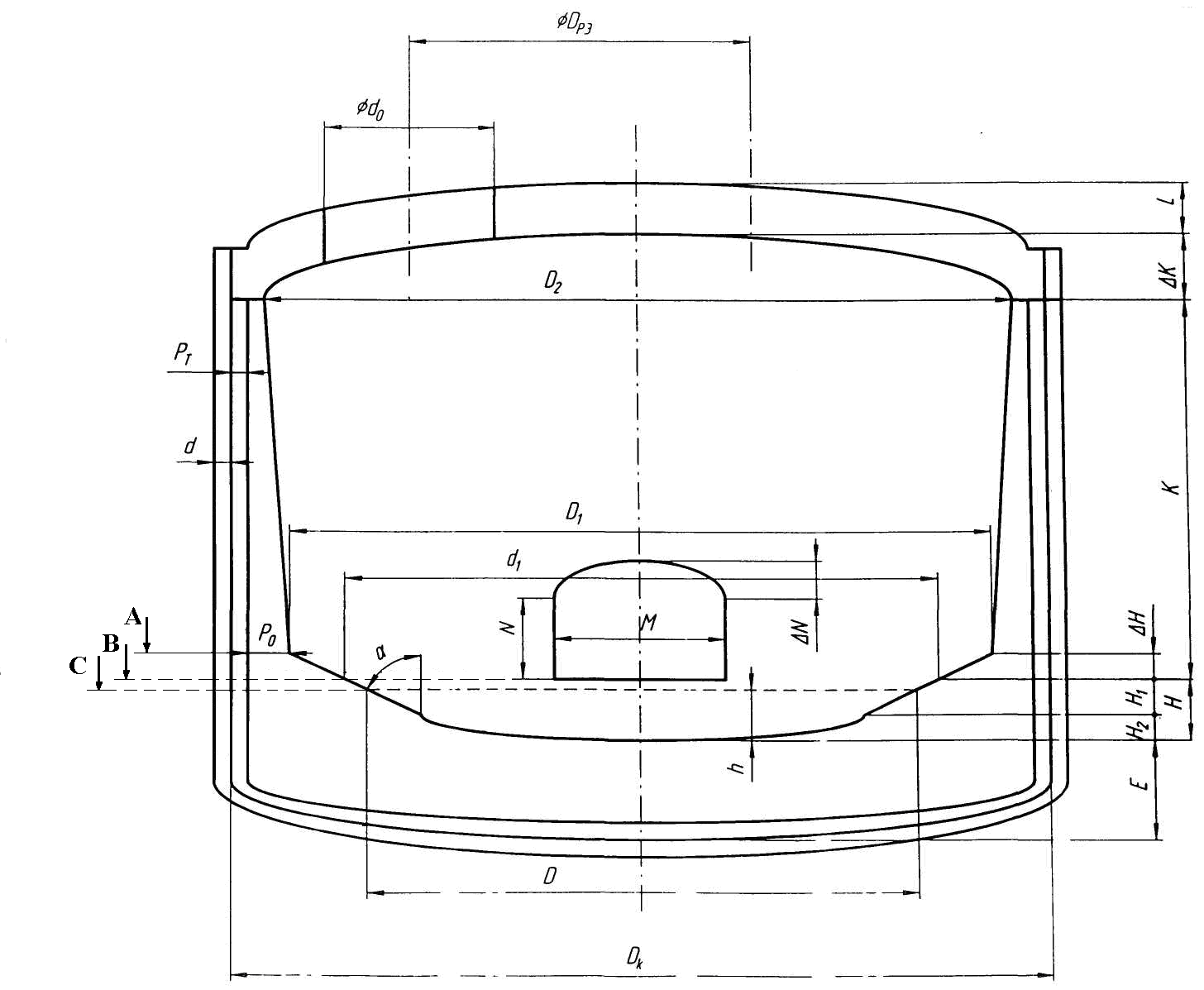
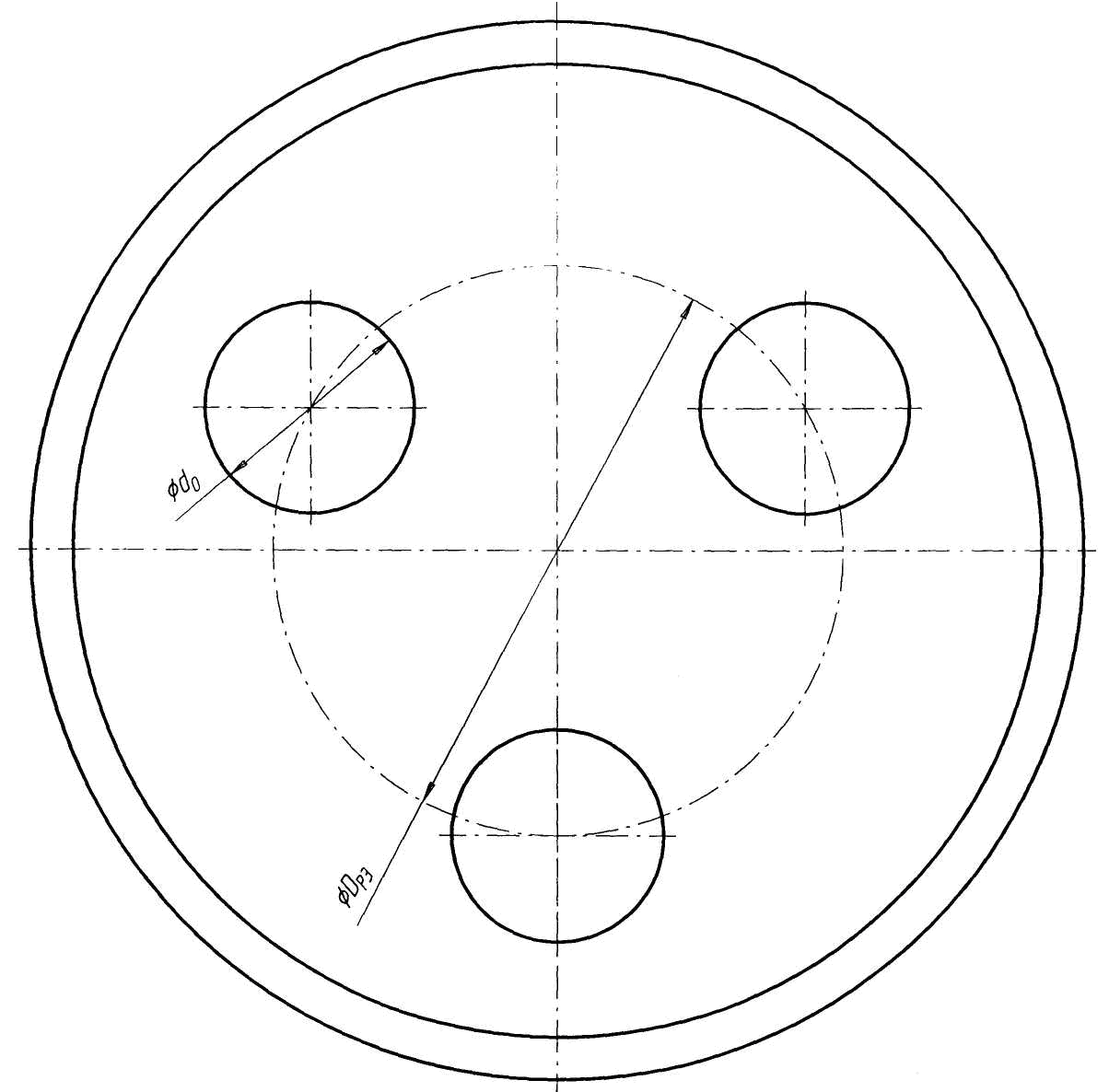
Наиболее распространенным типом ванны ДСП является сфероконическая ванна (рис. 4.1).
Коническая поверхность ванны образует откосы подины и характеризует угол между образующей конуса и горизонталью. Учитывая угол естественного откоса (  ) сухого периклазового порошка, применяемого для заправки футеровки подины ДСП во избежание зарастания подины при эксплуатации ДСП, стремятся к получению угла откоса
) сухого периклазового порошка, применяемого для заправки футеровки подины ДСП во избежание зарастания подины при эксплуатации ДСП, стремятся к получению угла откоса  , равного
, равного  .
.
Обозначения размеров ванны дуговой сталеплавильной печи (рис. 4.1) приведены в табл. 4.1.
Объем жидкометаллической ванны печи до уровня порога рабочего окна условно можно разделить на объем металлической ванны, объем шлаковой ванны и дополнительный объем.
Необходимый объем жидкометаллической ванны по жидкому металлу определяется исходя из массы жидкого металла.
Объем жидкометаллической ванны печи до уровня порога рабочего окна условно можно разделить на объем металлической ванны, объем шлаковой ванны и дополнительный объем.
Объем жидкого металла, м3,
 , (4.1)
, (4.1)
где  – заданная номинальная емкость ДСП (масса жидкого металла, т);
– заданная номинальная емкость ДСП (масса жидкого металла, т);
а – удельный объем жидкой стали. В зависимости от химического состава стали  м3/т;
м3/т;
 – плотность жидкой стали. В зависимости от химического состава стали
– плотность жидкой стали. В зависимости от химического состава стали  т/м3.
т/м3.
|
|
| Рис. 4.1. Схема ванны дуговой сталеплавильной печи |
Таблица 4.1
Обозначение размеров ванны ДСП
| № | Символ | Параметр |

| Диаметр кожуха | |

| Диаметр плавильного пространства на уровне откосов | |

| Диаметр зеркала металла | |

| Диаметр ванны на уровне порога рабочего окна | |

| Толщина огнеупорного слоя | |

| Толщина теплоизоляционного слоя | |

| Для сфероконической формы ванны печи  - угол между образующей и осью конуса ( - угол между образующей и осью конуса (  ) )
| |

| Ширина рабочего окна | |

| Высота рабочего окна | |

| Стрела арки рабочего окна | |
| Н | Полная высота ванны печи до уровня порога рабочего окна | |

| Высота конусной части ванны печи | |

| Высота сферической части ванны печи (глубина шарового сегмента) | |

| Глубина ванны по металлу | |
| Е | Толщина подины | |

| Расстояние между уровнем откосов печи и порогом рабочего окна | |

| Уровень откосов подина печи | |

| Уровень порога рабочего окна | |

| Уровень металла в печи | |
| К | Высота плавильного пространства | |

| Верхний диаметр плавильного пространства | |

| Стрела свода печи | |

| Толщина свода | |

| Диаметр распада электродов (диаметр окружности, на которой находятся оси электродов) | |

| Диаметр электродного отверстия в своде | |

| Толщина стенки кожуха |
В процессе нагрева и расплавления в ДСП происходит угар некоторой части загруженного в печь металла (скрапа). Обычно угар составляет 5–6 % массы загруженного металла. Поэтому для получения заданного количества жидкого металла в печь необходимо загрузить увеличенное количество скрапа [8].
Масса загружаемого в печь скрапа, т,
 , (4.2)
, (4.2)
где  - масса жидкого металла, т;
- масса жидкого металла, т;
 - коэффициент угара, масса угорающего металла по отношению к массе загружаемого в печь скрапа.
- коэффициент угара, масса угорающего металла по отношению к массе загружаемого в печь скрапа.
Без заметной погрешности для практических расчетов можно принимать массу загружаемого скрапа равной необходимой массе жидкого металла с коэффициентом увеличения 
 . (4.3)
. (4.3)
Объем шлаковой ванны, м3,
 , (4. 4)
, (4. 4)
где  – масса жидкого металла, т;
– масса жидкого металла, т;
 – масса шлака;
– масса шлака;
с – плотность жидкого шлака. В зависимости от состава и температуры  , т/м3.
, т/м3.
В зависимости от марки выплавляемой стали при расчетах принимают  по данным [3]. По [11] масса шлака составляет 5 ¸ 7 % массы жидкой стали (
по данным [3]. По [11] масса шлака составляет 5 ¸ 7 % массы жидкой стали (  ).
).
При упрощенных расчетах по данным [3] объем шлака составляет до 20 % объема жидкого металла в небольших печах (  ) и 17 – 15 % в крупных печах (
) и 17 – 15 % в крупных печах (  . По данным [1, 11] объем шлака составляет 10–15 % объема жидкого металла (
. По данным [1, 11] объем шлака составляет 10–15 % объема жидкого металла (  ). По данным [18] для кислого шлака плотность равна 2,9 т/м3, удельный объем 0,345 м3/т, для основного шлака плотность равна 3,2 т/м3, удельный объем 0,322 м3/т.
). По данным [18] для кислого шлака плотность равна 2,9 т/м3, удельный объем 0,345 м3/т, для основного шлака плотность равна 3,2 т/м3, удельный объем 0,322 м3/т.
В расчетах можно исходить из того, что шлак занимает 5–10 % объема жидкого металла, в случае использования метализованных окатышей в шихте объем шлака увеличивается до 15 %.
Дополнительный объем ванны ДСП, необходимый в случае «кипения» металла и шлака в окислительный период плавки [1, 11], V3
 , (4.5)
, (4.5)
где  - дополнительный объем ванны в долях объема жидкой стали.
- дополнительный объем ванны в долях объема жидкой стали.
Используя (4.1, 4.4, 4.5) можно определить полный объем жидкометаллической ванны печи до уровня порога рабочего окна
 . (4.6)
. (4.6)
ПРИМЕР 1
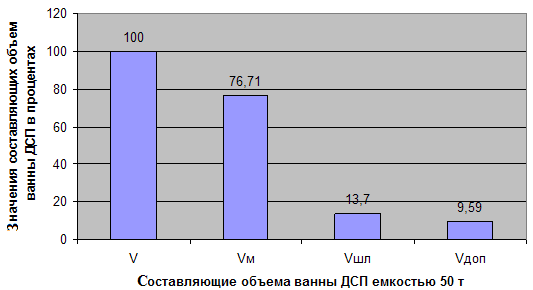
Рассчитать полный объем жидкометаллической ванны до уровня порога рабочего окна ДСП емкостью 50 т.
Определить массу загруженного в печь скрапа.
ДСП трехфазная, трехэлектродная. Форма ванны сфероконическая. Печь с верхней загрузкой и двумя рабочими окнами
Решение
Для расчета принимаем средние значения:
 м3/т;
м3/т;  ;
;  т/м3;
т/м3;  ,
,  .
.
Полный объем ванны ДСП до уровня порога рабочего окна по (4.6)

Масса, загружаемого в печь скрапа по (4.3), т
 .
.
На рис. 4.2 приведена диаграмма распределения составляющих объема ванны ДСП емкостью 50 т до порога рабочего окна.
Отечественной промышленностью по данным [3] выпускаются ДСП с номинальной емкостью 0,5 т; 1,5 т; 3,0 т; 6т; 12 т; 25 т; 40 т; 50 т; 100 т; 150 т; 200 т; 250 т; 300 т; 400 т.
По классификации [1] к небольшим ДСП относятся печи с емкостью  т, к средним с емкостью
т, к средним с емкостью  т и к крупным с емкостью
т и к крупным с емкостью  т и более.
т и более.
Представив выражение (4.6) в виде
 , (4.7)
, (4.7)
рассчитаем полный объем сфероконической ванны до порога рабочего окна для небольших, средних и крупных ДСП. Для расчета принимаем м3/т; ; т/м3.
|
| Рис. 4.2. Диаграмма распределения составляющих объема ванны ДСП емкостью 50 т |
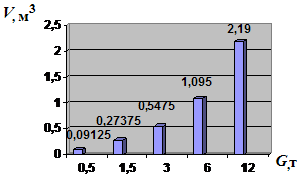
В табл. 4 2 приведены результаты расчета объемов небольших, средних и крупных ДСП.
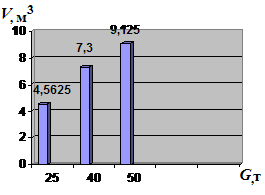
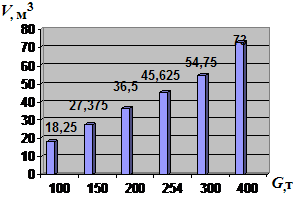
На рис. 4.3 результаты расчетов приведены в виде диаграммы (по оси х представлена емкость печей в т, по оси у – объем ванны ДСП до порога рабочего окна в м3).
Паспортной характеристикой, т.е. параметром ДСП является глубина ванны до порога рабочего окна.
Таблица 4.2
Объем ванны ДСП до порога рабочего окна
| Емкость печи, G, т | Классификация | Объем жидкого металла ванны ДСП, V, м3 |
| 0,5 | Небольшие ДСП | 0,09125 |
| 1,5 | 0,27375 | |
| 3,0 | 0,54750 | |
| 6,0 | 1,0950 | |
| 12,0 | 2,19000 | |
| Средние ДСП | 4,56250 | |
| 7,30000 | ||
| 9,12500 | ||
| Крупные ДСП | 18,25000 | |
| 27,3750 | ||
| 36,50000 | ||
| 45,62500 | ||
| 54,75000 | ||
| 73,00000 |
Полная высота ванны ДСП до уровня порога рабочего окна (уровень В, рис. 4.1) может быть определена по эмпирической формуле для ванн с углом  (рис. 4.1) по [3, 13], м,
(рис. 4.1) по [3, 13], м,
 , (4.7, а)
, (4.7, а)
 , (4.8)
, (4.8)
где  - заданная номинальная емкость ДСП (масса жидкого металла), т;
- заданная номинальная емкость ДСП (масса жидкого металла), т;
А - эмпирический коэффициент, А = 0,311 для небольших и средних «основных» печей; А = 0,345 – для крупных «основных печей», А= 0,38 – для «кислых» печей;
- высота конусной части;
- высота (глубина) сферической части (глубина шарового сегмента).
Шаровой (сферический) сегмент необходим для накопления жидкого металла под электродами при проплавлении колодцев в твердой металлошихте.
Также объем сферического сегмента, заполняемого жидким металлом при проплавлении «колодцев», должен быть достаточным, чтобы защитить футеровку подины от теплового действия дуг, когда электроды опускаются в самое нижнее положение.
| 
|
| а | б |
| |
| в | |
| Рис. 4.3. Результаты расчета объема ванны ДСП до порога рабочего окна: а – небольшие, б - средние, в - крупные |
Исходя из опыта эксплуатации ДСП по данным [11]  , где
, где  - глубина ванны по жидкому металлу (рис. 4.1).
- глубина ванны по жидкому металлу (рис. 4.1).
Уровень порога рабочего окна может приниматься на уровне зеркала шлака, но обычно уровень порога рабочего окна принимают на 20 ¸ 40 мм выше уровня шлаковой ванны для создания дополнительного объема ванны на случай «кипения» металла или шлака в окислительный период плавки [1, 11].
Учитывая дополнительный объем ванны ДСП, полную высоту ванны ДСП до порога рабочего окна можно представить в виде, м,
 , (4.9)
, (4.9)
где – высота жидкого металла в ванне, м;
 – высота шлака в ванне, м;
– высота шлака в ванне, м;
 –высота дополнительного объема, м.
–высота дополнительного объема, м.
Полная высота ванны ДСП до порога рабочего окна по данным [11] может быть описана корреляционным уравнением, мм,
 , (4.10)
, (4.10)
где  - масса жидкого металла, т.
- масса жидкого металла, т.
ПРИМЕР 2
Определить полную высоту ванны ДСП, высоту конусной части, высоту сферической части до порога рабочего окна. Емкость печи  т, процесс плавки «основной», форма ванны печи – сфероконическая.
т, процесс плавки «основной», форма ванны печи – сфероконическая.
При расчете использовать результаты, полученные в примере 1.
Решение
По (4. 7) полная высота ванны печи
 .
.
Принимаем значение коэффициента  .
.
 м.
м.
По (4.10)
 мм = 0,829 м.
мм = 0,829 м.
Расхождение расчетов по (4. 7) и (4.10) составляет всего 0,24 %.
Диаметр ванны ДСП на уровне порога рабочего окна также является паспортной характеристикой ДСП.
По [3, 13] диаметр  (рис. 4.1) ванны ДСП на уровне порога рабочего окна (уровень В рис. 4.1) определяется по выражению
(рис. 4.1) ванны ДСП на уровне порога рабочего окна (уровень В рис. 4.1) определяется по выражению
 , (4.11)
, (4.11)
где  – полная высота ванны до порога рабочего окна, м;
– полная высота ванны до порога рабочего окна, м;
 – полный объем ванны до порога рабочего окна, м.
– полный объем ванны до порога рабочего окна, м.
Величины и обеспечивают необходимую для прохождения реакций между металлом и шлаком поверхность зеркала ванны.
От соотношения между диаметром ванны и ее полной глубиной  в конечном счете зависят габариты и масса печи, а также величина теплоотдающей поверхности и удельный расход электроэнергии. Чем мельче ванна при заданной вместимости печи (величина относительно большая), тем больше и габариты плавильного агрегата. Углубление ванны (величина отношения падает) способствует уменьшению , габаритов печи и ее металлоемкости. С другой стороны, углубление ванны ухудшает условия прогрева металла и уменьшает удельную площадь зеркала ванны, что сказывается на замедлении диффузионных металлургических процессов, протекающих на границе металл – шлак. Наиболее неблагоприятные условия прогрева жидкого металла на глубину складываются в том случае, когда ванна не перемешивается, а поступающий на ее поверхность тепловой поток от электрических дуг и кладки печи передается металлу только теплопроводностью.
в конечном счете зависят габариты и масса печи, а также величина теплоотдающей поверхности и удельный расход электроэнергии. Чем мельче ванна при заданной вместимости печи (величина относительно большая), тем больше и габариты плавильного агрегата. Углубление ванны (величина отношения падает) способствует уменьшению , габаритов печи и ее металлоемкости. С другой стороны, углубление ванны ухудшает условия прогрева металла и уменьшает удельную площадь зеркала ванны, что сказывается на замедлении диффузионных металлургических процессов, протекающих на границе металл – шлак. Наиболее неблагоприятные условия прогрева жидкого металла на глубину складываются в том случае, когда ванна не перемешивается, а поступающий на ее поверхность тепловой поток от электрических дуг и кладки печи передается металлу только теплопроводностью.
При определении размеров сфероконической ванны используют следующие соотношения:
а) для печи небольшой вместимости с кислой футеровкой
 ;
;
б) для печи с основной футеровкой, работающей на твердой завалке (металлолом, металлизованные окатыши),
 ;
;
в) для сверхмощных печей с основной футеровкой, выплавляющих полупродукт для последующей его обработки в ковше,
 .
.
ПРИМЕР 3
Определить диаметр ванны ДСП емкостью 50 т на уровне порога рабочего окна. При расчете использовать результаты расчетов, полученные в первом и втором примерах.
Решение
Диаметр ванны ДСП на уровне порога рабочего окна определяется по выражению (4.11)
 .
.
Из примера 1 –  м3, из примера 2 –
м3, из примера 2 –  м.
м.

Равномерность температурного поля в условиях косвенного теплообмена зависит как от коэффициента теплопроводности жидкого металла и диаметра зеркала ванны, так и от соотношения глубины металла в ванне и диаметра зеркала металла .
Из [12] по данным [14] можно рекомендовать отношение диаметра зеркала металла к максимальной глубине металла –  , где меньшие значения для небольших ДСП (с кислой футеровкой), большие значения – для крупных ДСП (с основной футеровкой).
, где меньшие значения для небольших ДСП (с кислой футеровкой), большие значения – для крупных ДСП (с основной футеровкой).
Применение электромагнитного перемешивания, развитие внепечных методов обработки металла снимают в определенной степени ограничения по степени равномерности температурного поля и позволяют конструировать ДСП с более глубокими ваннами (меньшие значения отношения  ).
).
Для современных ДСП различной вместимости среднее соотношение  .
.
Диаметр ванны печи на уровне зеркала жидкого металла (уровень С рис. 4.1) может быть определен по эмпирической формуле [1, 3, 7, 8, 14], мм,
 , (4.12)
, (4.12)
где  - объем жидкого металла, м3;
- объем жидкого металла, м3;
С - коэффициент, зависящий от отношения диаметра зеркала металла к глубине ванны по металлу .
В случае, когда  , значение коэффициента С рассчитывается по выражению
, значение коэффициента С рассчитывается по выражению
 , (4.13)
, (4.13)
где  .
.
В случае, когда  , коэффициент С рассчитывается по выражению
, коэффициент С рассчитывается по выражению
 . (4.14)
. (4.14)
С теплотехнической точки зрения будет обеспечено сравнительно равномерное облучение поверхности жидкометаллической ванны от дуг и кладки печи и равномерный прогрев металла по глубине при уровне  по [8] и
по [8] и  по [9].
по [9].
Расчетные значения коэффициента С для условия приведены в табл. 4.3.
Таблица 4.3
Значение коэффициента С
 , д.е. , д.е.
| 4?5 | 5?5 | 6,5 | ||||
| С, д.е. | 1,043 | 1,064 | 1,085 | 1,106 | 1,127 | 1,149 | 1,169 |
По рекомендации [1] диаметр ванны печи на уровне зеркала жидкого металла можно также определить по эмпирической формуле, мм,
 , (4.15)
, (4.15)
где  – объем жидкого металла, м3;
– объем жидкого металла, м3;
– глубина ванны по металлу, мм.
ПРИМЕР 4
Определить диаметр ванны дуговой сталеплавильной печи емкостью 50 т на уровне зеркала жидкого металла. Определить глубину ванны по металлу.
При расчете использовать результаты расчета первого примера.
Определить размер ванны печи на уровне зеркала жидкого металла можно, ориентировочно рассчитав значение глубины ванны по металлу h.
 м.
м.
Глубина сферической части ванны  м.
м.
Решение
Расчет проводим по выражению (4.2), так как на данном этапе расчета глубина ванны по металлу h неизвестна.
При расчете принимаем значение коэффициента  (табл. 4.3), что соответствует
(табл. 4.3), что соответствует  при условии
при условии  . Объем жидкого металла принимаем
. Объем жидкого металла принимаем  м3 из примера 1.
м3 из примера 1.
 мм = 4, 231 м.
мм = 4, 231 м.
Во избежание размывания шлаком основания футеровки стены ванны печи уровень откосов А (рис. 4.1) рекомендуется принимать на 30–70 мм (  мм) выше уровня порога рабочего окна (уровень В рис. 4.1 [1]), по рекомендации [3]
мм) выше уровня порога рабочего окна (уровень В рис. 4.1 [1]), по рекомендации [3]  мм.
мм.
Диаметр плавильного пространства на уровне откосов (уровень А рис. 4.1) определяется по выражению [3] при условии, что  (рис. 4.1), м,
(рис. 4.1), м,
 , (4.16)
, (4.16)
где  - расстояние между уровнем откосов печи и порогом рабочего окна,
- расстояние между уровнем откосов печи и порогом рабочего окна,  - для печей емкостью до 20 т,
- для печей емкостью до 20 т,  - для более крупных печей.
- для более крупных печей.
По [11] диаметр ванны печи на уровне откосов можно определить по выражению, м,
 , (4.17)
, (4.17)
где  – диаметр ванны печи на уровне зеркала жидкого металла, м;
– диаметр ванны печи на уровне зеркала жидкого металла, м;
 – высота шлака в ванне, м;
– высота шлака в ванне, м;
 – высота дополнительного объема, м.
– высота дополнительного объема, м.
Так же  можно рассчитать по корреляционному уравнению [11], мм:
можно рассчитать по корреляционному уравнению [11], мм:
 , (4.18)
, (4.18)
где  – масса жидкого металла, т.
– масса жидкого металла, т.
ПРИМЕР 5
Определить диаметр плавильного пространства дуговой сталеплавильной печи на уровне откосов. Емкость печи 50 т.
При расчете использовать результаты предыдущих примеров.
Решение
Для определения диаметра плавильного пространства на уровне откосов ДСП емкостью 50 т используем выражение (4.18),
 мм = 4,8545 м.
мм = 4,8545 м.
Используя значение полной высоты ванны до порога рабочего окна (  м) из примера 2 и выражение (4.16) определим как функцию диаметра ванны
м) из примера 2 и выражение (4.16) определим как функцию диаметра ванны  на уровне порога рабочего окна. Значение
на уровне порога рабочего окна. Значение  м взять из примера 3.
м взять из примера 3.
 ;
;  м;
м;
 м.
м.
Дата добавления: 2021-05-28; просмотров: 1174;
Поиск по сайту
Узнать еще
- Cпециализированные преобразователи
- F40.2 Специфические (изолированные) фобии
- II. Дифференцированный подход к различным группам населения
- II. Темы рефератов, ориентированные на исследование и анализ методологических идей и концепций крупнейших представителей современной философии и естествознания.
- IV. Деятельность акционерного общества в интересах иных заинтересованных сторон и корпоративная социальная ответственность.
- IV. Склоны, сформированные массовым перемещением обломочного материала.
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).
- А - асфальтоукладчик; К - комбинированный каток; В - вибрационный каток

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
