Отделочные операции горячей объемной штамповки.
Операции, которые производят с поковкой после ее штамповки, называют отделочными. Все поковки, штампуемые в открытых штампах, имеют заусенец в плоскости разъема, а в поковках с внутренними отверстиями остаются пленки между наметками (исключая поковки, штампуемые на горизонтально-ковочных машинах).
Обрезку заусенца и пробивку пленок выполняют с помощью штампов, устанавливаемых на кривошипных прессах, по принципу действия аналогичных кривошипным штамповочным прессам.
При обрезке заусенца (рис.4,а) поковку 8 укладывают в матрицу 4 так, что она своим заусенцем ложится на режущие кромки матрицы. При нажатии пуансоном 1 на поковку 8 режущие кромки матрицы срезают заусенец по всему периметру поковки, которая после этого проваливается вниз. Заусенец остается на матрице, а чтобы он не застревал на пуансоне, применяют съемник 2.
При пробивке пленки (рис.4,б) поковку 8 укладывают в матрицу 4 и с помощью пуансона 1 пробивают; отход проваливается через отверстие матрицы в тару, установленную под столом пресса.
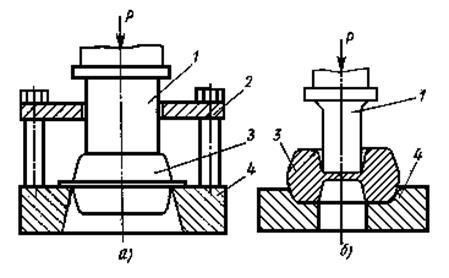
Рис. 4. Схемы обрезки заусенца (а) и пробивки пленки (б)
Существуют штампы совмещенного действия, в которых обрезают заусенец и пробивают пленки за один ход пресса.
Правку штампованных поковок выполняют для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа (вследствие застревания поковки в полости штампа), после обрезки заусенца, а также после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии.
Мелкие поковки можно править в холодном состоянии после термической обработки.
Очистка поковок от окалины облегчает условия работы режущего инструмента при последующей обработке резанием, а также контроль поверхности поковок. Очистку осуществляют в барабанах, дробью, травлением.
В барабанах поковки очищают следующим образом. Поковки загружают в барабан с наклонной осью вращения, в котором находятся стальные звездочки. При вращении барабана поковки трутся и ударяются друг о друга и о звездочки, благодаря чему окалина сбивается. При очистке тяжелых поковок на их поверхности образуются забоины, поэтому таким способом их не очищают.
Дробеструйная очистка заключается в том, что металлическая дробь размером 1-3 мм с большой скоростью ударяет о поверхность поковки и сбивает с нее окалину. Скорость дроби сообщает сжатый воздух в специальных аппаратах. Этим способом очищают мелко- и среднегабаритные поковки.
Травлением в водных растворах кислот, нагретых до 40-60 0С, очищают крупногабаритные поковки сложных конфигураций.
Калибровка поковок повышает точность размеров всей поковки или ее отдельных участков. Таким образом, последующая механическая обработка устраняется полностью или ограничивается только шлифованием.
Контроль качества необходим не только для готовых поковок, но и для условий их изготовления на всех этапах, начиная от получения исходных заготовок. При контроле готовых поковок их осматривают, выборочно измеряют геометрические размеры, твердость. Размеры контролируют универсальными измерительными инструментами (штангенциркулям, штангенвысотомерами, штангенглубиномерами и другими) и специальными инструментами (скобами, шаблонами и контрольными приспособлениями). Несколько поковок из партии иногда подвергают металлографическому анализу и механическим испытаниям. Внутренние дефекты в поковках определяют ультразвуковым методом контроля и рентгеновским просвечиванием.
Дата добавления: 2016-12-16; просмотров: 1921;
Поиск по сайту
Узнать еще
- Ocновные операции языка
- Абстрактные операции технологического процесса подготовки ЛА
- Аддитивные операции
- Алгебраические операции над нечеткими множествами
- Арифметические операции
- Арифметические операции
- Арифметические операции в системах счисления используемых вычислительной техникой.
- Арифметические операции над двоично-десятичными кодами чисел

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
