ОСОБЕННОСТИ КОМПОНОВКИ МЦ
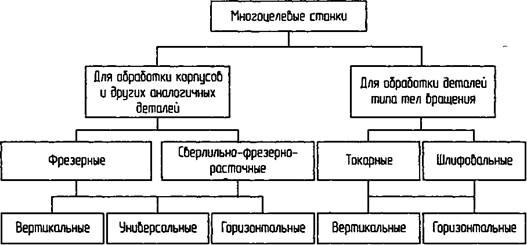
МНОГОЦЕЛЕВЫЕ СТАНКИ (МЦ)
МЦ – это станки с числовым программным управлением (ЧПУ) и автоматической сменой инструмента для выполнения за одну установку комплексной обработки сложных деталей с нескольких сторон без перебазирования. На них производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых отверстий; растачивание отверстий инструмента с тонким регулированием на размер; нарезание наружных и внутренних резьб, обработку наружных и внутренних поверхностей и др.
В конструкции современных МЦ наблюдается тенденция к переходу от дискретности задания перемещений в 0,01 мм к дискретности в 0,001 мм и от чувствительности (наименьшего отрабатываемого перемещения) в 0,005 мм к чувствительности 0,001 - 0,002 мм. Дискретность и чувствительность станка в 0,001 мм удовлетворяют по точности отсчета размеров любым потребностям современного машиностроения.
ОСОБЕННОСТИ КОМПОНОВКИ МЦ
По компоновке МС делятся на вертикальные и горизонтальные в зависимости от расположения оси шпинделя. Вертикальный шпиндель станков первой группы обеспечивает доступ инструментов к одной стороне заготовки. Такие станки выгодно применять для обработки деталей, у которых объем обработки с одной стороны превышает объемы обработки с других сторон. Можно успешно обрабатывать на них за одну операцию несколько сторон, используя переналаживаемые многопозиционные приспособления. Станки с горизонтальным расположением шпинделя чаще всего снабжают поворотным столом, который создает условия для обработки детали с разных сторон.
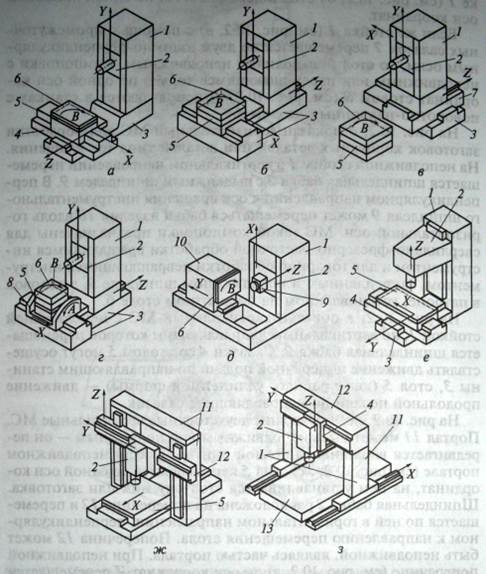
Рис.1. Компоновка узлов МЦ: а – горизонтальная с неподвижной стойкой, крестовым и поворотным столом; б – горизонтальная с подвижной по одной оси координат стойкой, столом и поворотным столом; в – горизонтальная с неподвижным поворотным столом и крестовой стойкой; г – горизонтальная с подвижной по одной оси координат стойкой и с поворотно-наклонным столом; д – гооризонтальная с неподвижной стойкой и поворотным вокруг горизонтальной оси координат столом; е – вертикальная с неподвижной стойкой и крестовым столом; ж – вертикальная с двумя стойками, подвижным столом и поперечиной; з – вертикальная с двумя стойками и подвижным порталом; 1 – стойка, 2 – шпиндельная бабка, 3 – станина, 4,7 – салазки, 5,6,8 – столы, 9 –шпиндель, 10 – бабка изделия, 11 – портал, 12 – поперечина, 13 – плита.
На рис. 1 (а – г) показаны горизонтальные МС для обработки заготовок корпусных деталей. Стойка 1 (см. рис. 1а) с перемещающейся по ней в вертикальном направлении шпиндельной бабкой 2 устанавливается неподвижно либо перемещается по станине 3. При неподвижной стойке 1 стол 5 с поворотным столом 6 перемещается по двум взаимно-перпендикулярным осям координат с помощью салазок 4, снабженных крестообразно расположенными верхними и нижними направляющими.
Для обработки заготовок с разных сторон поворотные столы индексируются через 90° или могут поворачиваться на углы, заданные программой. При подвижной в одном направлении стойке 1 (см. рис. 1б) стол 5 перемещается по одной линейной оси координат.
Если же стойка 1 (см. рис. 1в) с помощью промежуточных салазок 7 перемещается по двум взаимно-перпендикулярным осям, то стол 5 выполняют неподвижным. Компоновки с неподвижным или перемещающимся только по одной оси координат столом 8 (см. рис. 1г) используются в станках с поворотно-наклонным столом 5.
На рис. 1д показан горизонтальный МС для обработки заготовок корпусных деталей или деталей типа тел вращения. На неподвижной стойке 1 в вертикальном направлении перемещается шпиндельная бабка 2 с выдвижным шпинделем 9. В перпендикулярном направлении к оси вращения инструментального шпинделя 9 может перемещаться бабка изделия 10 вдоль горизонтальной оси. МС такой компоновки предназначены для сверлильно-фрезерно-расточной обработки вращающимся инструментом и для токарной обработки невращающимся инструментом, закрепленным в неподвижном шпинделе 9, заготовок в патроне, установленном на поворотном столе 6. На рис. 1е показан вертикальный МС с неподвижной стойкой 1, по вертикальным направляющим которой перемещается шпиндельная бабка 2. Салазки 4 со столом 5 могут осуществлять движение поперечной подачи по направляющим станины 3, стол 5 (как правило, удлиненной формы) – движение продольной подачи по направляющим салазок. На рис. 1ж и 1з показаны двухстоечные вертикальные МС. Портал 11 может быть неподвижным или подвижным – он передвигается вдоль неподвижной плиты 13. При неподвижном портале (см. рис. 1ж) стол 5 перемещается по одной оси координат, на нем устанавливается стол-спутник или заготовка. Шпиндельная бабка 2 расположена на поперечине 12 и перемещается по ней в горизонтальном направлении, перпендикулярном к направлению перемещения стола. Поперечина 12 может быть неподвижной, являясь частью портала. При неподвижной поперечине (см. рис. 1з) по оси координат Z перемещается шпиндельная бабка 2, расположенная на салазках 4, которые перемещаются по направляющим поперечины 12. В этих случаях обработка на МС не требует, как правило, сложной специальной оснастки, заготовки крепятся с помощью упоров и прихватов.
Дата добавления: 2016-12-16; просмотров: 1049;
Поиск по сайту
Узнать еще
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана
- II. Особенности развития турецкой буржуазии. Становление младотурецкого движения
- II. РЕЖИМ И ОСОБЕННОСТИ ЛИЧНОЙ ГИГИЕНЫ
- III. Особенности политической элиты России.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
