Дефектоскопия металла
Сущность метода заключается в том. что магнитный поток, проходящий в металле и пересекающий трещину или иной дефект, встречает большое магнитное сопротивление в виде прослойки воздуха или неферромагнитного включения, а силовые линии, искривляясь, выходят на поверхность, что обусловливает возникновение местных потоков рассеяния.
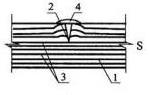
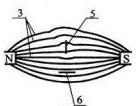
На рис.1а показано такое искажение потока, выходящее за контур исследуемого элемента. Рассеивание будет тем значительнее, чем больше вызывающий его дефект. В одинаковых условиях наибольшим является влияние дефекта, расположенного перпендикулярно к направлению силовых линий (рис.16).
а б
Рис.1. Выявление дефектов по рассеиванию магнитного потока:
а - образование местного магнитного потока рассеивания у трещины;
6 - влияние ориентировки дефекта;
1 - исследуемый элемент; 2 - трещина; 3 - силовые линии магнитного поля; 4 - местный магнитный поток рассеивания; 5 - дефект, ориентированный перпендикулярно магнитим силовым линиям; 6 - то же, параллельно им
Намагничивание производится с помощью электромагнитов с использованием индукционных токов, циркулярным намагничиванием (т.е. с пропуском тока непосредственно через исследуемый элемент) и т.д. Необходимость намагничивания в двух взаимно перпендикулярных направлениях для выявления различным образом ориентированных дефектов отпадает при применении комбинированного метода - с одновременным воздействием как постоянного поля электромагнита, так и циркулярного поля переменного тока, что обусловливает переменное направление намагничивания. Выявление дефектов производится различными методами.
Порошковый метод является самым простым и наиболее доступным. В нем применяют мелкоразмолотые ферромагнитные порошки - железный сурик, окалину и т.п., выбирая цвет порошка контрастным по отношению к цвету предварительно зачищенной проверяемой поверхности. Порошок наносится или сухим способом (напылением) либо в виде водной суспензии, что предпочтительнее при контроле строительных конструкций, ил керосино-масляной (этот прием целесообразен при контроле смазанных маслом деталей механизмов).
Над местами расположения дефектов порошок оседает в виде хорошо заметных скоплений. Четче всего выявляются поверхностные дефекты. Неровности сварных швов не мешают выявлению поверхностных дефектов, но затрудняют исследование расположенных в глубине. Так, например, в швах толщиной 10 мм удовлетворительно в виде прямых линий выявляются непровары, расположенные на расстоянии 2...4 мм от поверхности и идущие вглубь на 3...5 мм.
Магнитографический метод широко применяется при контроле сварных швов металлических трубопроводов. Намагничивание производится соленоидами, охватывающими или всю трубу или часть ее периметра при больших диаметрах. Витки соленоида располагаются параллельно шву по обеим его сторонам. Для фиксации потоков рассеивания на шов накладывается магнитная лента, аналогичная применяемой в магнитной звукозаписи, но несколько большей ширины. Использованные ленты размагничиваются и становятся вновь пригодными к употреблению.
Для расшифровки записи используют звуковые индикаторы или устройства для визуального наблюдения импульсов на экране электроннолучевой трубки и сопоставления их с импульсами от эталонированных дефектов. Имеются устройства, дающие и видимые изображения выявленных дефектов.
Указанным методом может производиться сплошная проверка швов. Для контроля наиболее серьезные из отмеченных дефектов дополнительно просвечиваются ионизирующими излучениями. Такое комбинированное использование разных методов оказывается весьма эффективным.
Применение магнитоскопов. В качестве примера на рис.2 схематически показан принцип действия одного из наиболее известных приборов такого типа - дефектоскопа К.Х. Хренова и СТ. Назарова. Сигналы о наличии дефекта в производственных условиях преобразуются обычно в звуковые, но могут быть использованы как показывающие, так и регистрирующие приборы (измерители тока или напряжения, осциллографы и т.п.).
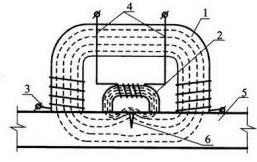
Рис. 2. Схема дефектоскопа К. X. Хренова и С. Т. Назарова:
1 - электромагнит; 2 - электромагнитный датчик; 3 - проводка к сета переменного тока; 4 - то же к усилителю; 5 - проверяемый элемент; 6 - дефект
Основным недостатком приборов рассматриваемого типа является довольно значительная длина базы их чувствительных элементов (в данном случае сердечника 2), что затрудняет уточнение границ и протяженности дефектов, поскольку регистрируются усредненные данные по длине базы искателя.
Эти затруднения в значительной степени устраняются при пользовании феррозондами в виде малогабаритных линейных сердечников сечением до 1...3 мм с катушками.
Дата добавления: 2016-12-09; просмотров: 2914;
Поиск по сайту
Узнать еще
- А – появление зародышей кристаллов; б – рост кристаллов и образование новых центров; в – рост кристаллов; г – границы кристаллов (зерен) затвердевшего металла.
- АЖУРНАЯ СКУЛЬПТУРА ИЗ МЕТАЛЛА
- В современных условиях рамки валютной монополии определены, прежде всего, законом «О драгоценных металлах и драгоценных камнях» (26 марта 1998 г. № 41-ФЗ).
- Вакуумирование металла
- ВВЕДЕНИЕ РЕАГЕНТОВ В ГЛУБЬ МЕТАЛЛА
- Взаимодействие наплавленного металла с азотом
- Влияние ионного состава электролита и рН электролита на коррозию металла.
- Влияние нагрева на структуру и свойства деформированного металла

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
