Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
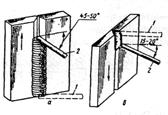
В первом случае (Рис.22а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1); затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
 Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
А б
Рис.22 Выполнение сварных вертикальных швов
В начале сварки (рис.22б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15° -20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
Сварка в горизонтальном положении (Рис. 23)
Сварка в горизонтальном положении представляет большие трудности, чем сварка в вертикальном положении.
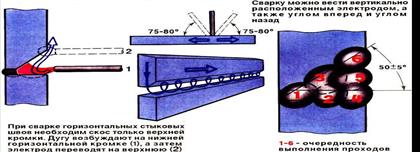 |
Рис.23 Сварка в горизонтальном положении шва
При сварке стыковых соединений жидкий металл стекает сверхней кромки, при этом неизбежно образуется подрез. Для облегчения сварки скос кромки делают только у верхнего листа.
В большинстве случаев (особенно при сварке неповоротных стыков трубопроводов) горизонтальные швы выполняются ниточными валиками (без колебательных движений); сварочный ток снижают, и диаметр электрода ограничивают также, как и в вертикальном положении.
Дата добавления: 2016-10-26; просмотров: 3148;
Поиск по сайту
Узнать еще
- I серия. ДВИЖЕНИЯ ВЫПОЛНЯЮТСЯ НА КОЛЕНЯХ.
- I. Демократия как тип политического режима.
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. ПОДГОТОВКА АТАКИ
- I. Что такое смерть? И что такое жизнь, концом которой является смерть?
- II серия. ДВИЖЕНИЯ ВЫПОЛНЯЮТСЯ СТОЯ.
- II. Агрессия как проявление побуждения
- II. КРОВЬ КАК ВНУТРЕННЯЯ СРЕДА ОРГАНИЗМА. ФИЗИОЛОГИЯ ЭРИТРОЦИТОВ И ЛЕЙКОЦИТОВ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
