Лазерный отжиг, рекристаллизация и легирование полупроводников.
Ионной имплантацией в поверхностных слоях Si внедряют ионы B, As, P получают p- и n- проводимость. Поверхностный слой имеет сильно нарушенную структуру. Термический отжиг всей пластины (до 1200 0С в вакууме в течении 10 …60 мин) не полностью устраняет дефекты. Лазерный отжиг локальный, отжиг отдельных областей без ухудшения параметров всей пластины, проводится с высокой скоростью и малой продолжительностью, что исключает необходимость вакуумирования.
Два метода лазерного отжига – непрерывным и импульсным излучением.
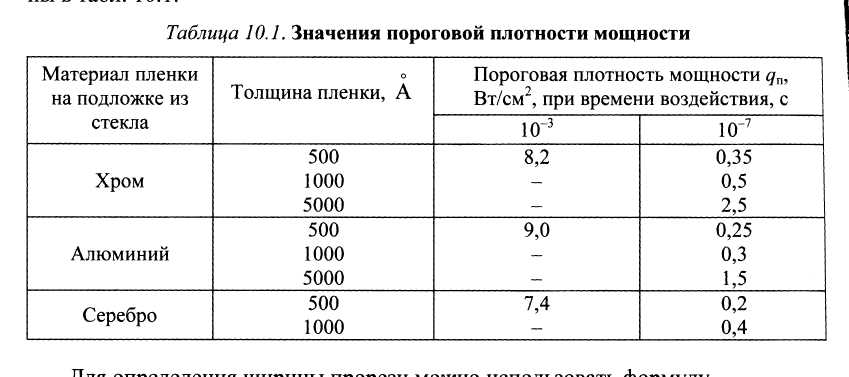
Отжиг лазерным импульсом: нагревают локально до температуры плавления. Происходит эпитаксиальное прорастание примеси в жидкую фазу с перемещением примесных атомов в вакансии решетки. Затем идет перекристаллизация. Процесс пороговый, для каждого материала существует интервал плотности энергии лазерного излучения, при котором происходит эффективно лазерный отжиг. Например, для имплантированного кремния при использовании импульсов рубинового лазера (τи ≈ 15 …20 нс) плотности энергии лазерного излучения 0,6 …3,0 Дж/см2.
Количество примеси изменяет коэффициент поглощения излучения лазера и снижает порог лазерного отжига. Характер искажений решетки определяется типом примеси. При внедрении В и P в решетку Si решетка сжимается, а при внедрении Sb – растягивается. Лазерный отжиг очень чувствителен к интенсивности лазерного излучения. При большей интенсивности лазерного излучения происходит большее проникновение атомов примеси в подложку. Увеличение интенсивности излучения вдвое с 38 до 76 МВт/см2 приводит к расплыванию размера пятна имплантации As в кремнии также в два раза с 2 мкм до 4 мкм.
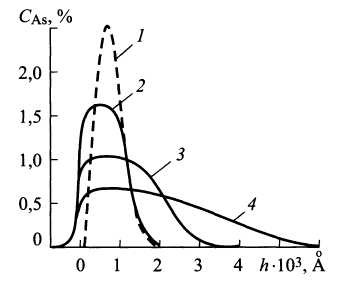
Изменение концентрации As по глубине при облучении импульсным Nd:YAG-лазером:
1 — после внедрения примеси; 2-4 —облучение с интенсивностью 38, 67 и 76 МВт/см2 соответственно
Изготовление пластин – кремний на сапфире приводит сильным искажениям на границе раздела Si – Al2O3. Термический отжиг только частично снимает напряжения, а лазерный отжиг позволяет полностью снять напряжения и получить характеристики кремния как в монолитной пластине. Объясняется перекристаллизацией жидкого кремния на подложке сапфира. Дополнительный подогрев сапфировой подложки дает лучшие результаты.
Для лазерного отжига мощность лазера должна быть стабильной. Например, изменения мощности на 8% приводит дефектам отжига.
Лазерное легирование поверхности полупроводников используют для формирования электрических контактов. Нанесение на поверхность присадочного материала (например, методом ионного осаждения) и оплавление поверхности лазерным излучением.
Металлические (Pt, Au, Ni, Nb, Mo) компоненты осаждают в виде тонких дорожек на поверхность кремния. Затем нагревают до нескольких сотен градусов (700 0С). Образуются силициды этих металлов PtSi, NiSi и др. В процессе облучения происходит плавление порошка, взаимное перемешивание поверхностного слоя и после прохождения лазерного пучка – затвердевание.
Двухволновая система отжига λ = 0.53 и 1.06 мкм. Вначале импульс излучения с λ = 0.53 мкм приводит к плавлению поверхностного слоя, затем отжиг импульсом излучения с λ = 1.06 мкм. В твердом растворе растворимость Sb, B, P, As в Si существенно возрастает. Например, твердый раствор (импульсный отжиг) Те в GaAs растворимость в 10 раз выше обычной растворимости.
Применение непрерывных СО2 и Nd:YAG лазеров для отжига Si, требует прогрева пластины до 400 0С из-за малого коэффициента поглощения. Более эффективно применение лазеров на Ar и Kr.
Дата добавления: 2016-08-06; просмотров: 2820;
Поиск по сайту
Узнать еще
- Возврат и рекристаллизация деформированных металлов
- Возврат, полигонизация и рекристаллизация
- Жаростойкое легирование
- Импульсный лазерный дальномер это устройство, состоящее из импульсного лазера и детектора излучения (фотоприемника).
- Легирование легкопассивирующимися компонентами
- Легирование металлов через шлак
- Легирование эпитаксиальных слоёв

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
