Параметры режима дуговой сварки
К основным параметрам режима дуговой сварки относятся: сила сварочного тока -IC, A, напряжение на дуге - UД, В, скорость сварки VC, м/ч, диаметр электродной проволоки или электрода -d, мм и скорость подачи проволоки VC, м/ч, для автоматической и механизированной сварки.
Методическими указаниями предусматривается также определение обобщенного параметра, режима сварки - погонной энергии дуги qn (Дж/см).
При ручной сварке напряжение на дуге и скорость сварки не регламентируют. Однако последние необходимы при нормировании труда и расхода электроэнергии, а также для определения погонной энергии дуги.
К технологическим факторам режима сварки относятся: род тока и его полярность, марка флюса или электрод, сорт защитного газа и его расход, вылет электродной проволоки и другие.
Химический состав металла шва, его структура и механические свойства зависят от долей основного и присадочного металла, образующего шов.
Доля основного металла в шве равна отношению площади проплавления основного металла (FПР) к площади всего сечения шва (FПР+FН)
 , (1)
, (1)
где FН - площадь поперечного сечения наплавленного металла шва.
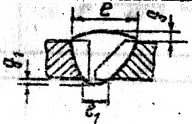
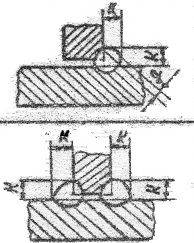
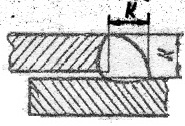
Для стыковых швов без скоса кромок и зазора между кромками (рис. 6.1) площади FПР и FН определяют по формулам
для 1-го прохода
FH=KП еg; FПР=КПР е а; (1.2)
для 2-го прохода
FH=КП е1 g1; FПР=КПР е1 а1,
где КП - коэффициент полноты валика: КП=0,75;
КПР - коэффициент заполнения: КПР=0,55-0,7;
е, е1 - ширина шва при 1-м и 2-м проходах;
g, g1 - высота выпуклости шва;
a, а1 - глубина проплавления основного металла;
∆а - величина перекрытия проходов:
∆а=а+а1-s при а1=0,5 s, ∆а=0,2s
Величина  обычно находится в пределах:
обычно находится в пределах:
для швов без разделения =0,65 - 0,70;
 для швов с разделкой зависит от формы разделки и будет значительно меньше.
для швов с разделкой зависит от формы разделки и будет значительно меньше.
Рис. 6.1. Конструктивные элементы и размеры стыкового шва
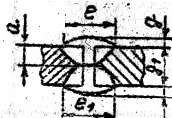
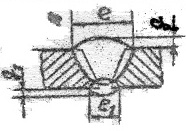
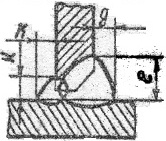
Для угловых швов с выпуклостью без скоса кромок и зазора (рис. 6.2.) площадь поперечного сечения наплавленного металла рассчитывают по формулам:
 (1.3)
(1.3)
где  - катет углового шва;
- катет углового шва;
 - ширина углового шва:
- ширина углового шва:  ;
;
g - высота выпуклости углового шва: 
При наличии зазоров «в» при автоматической и механизированной сварке FH будет больше: соответственно на 0,56Кв и 0,28Кв.
Однако площадь FH для угловых швов лучше принимать по нормативам, данных в указаниях к выполнению заданий.
 Расчетные формулы для определения площади поперечного сечения наплавленного металла шва для основных типов сварных соединений применяемых в судовых конструкциях, приведены в табл. 6.1.
Расчетные формулы для определения площади поперечного сечения наплавленного металла шва для основных типов сварных соединений применяемых в судовых конструкциях, приведены в табл. 6.1.
Рис. 6.2. Конструктивные элементы и размеры углового шва: для ручной сварки  для механизированной
для механизированной  для автоматической
для автоматической 
Качество сварных швов зависит также от формы шва, определяемой коэффициентом формы провара  и выпуклости валика
и выпуклости валика  :
:
для стыковых швов 
для угловых швов  ,
,
где  - высота углового шва без выпуклости или глубина проплавления (рис. 6.2).
- высота углового шва без выпуклости или глубина проплавления (рис. 6.2).
Очертание зоны проплавления определяемой коэффициентом формы провара, влияет на характер первичной кристаллизации и технологическую прочность сварных швов, т.е. стойкость против образования кристаллиза-ционных трещин, вибрации и ударов. Например, большую склонность к образованию трещин имеют узкие швы с большой глубиной проплавления и широкие швы с малой глубиной проплавления.
Таблица 6.1.
Основные типы сварных соединений, применяемые при изготовлении судовых конструкций
| Условное обозначение соединения | Конструктивные элементы | Формула для расчета площади поперечного сечения наплавленного металла шва | |
| подготовленных кромок свариваемых деталей | сварного шва | ||
| С7 | 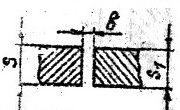
| 
| для первого прохода Fн= 0,6 S в + 0,75 еg; для второго прохода Fн= (S – a) в + 0,75 е1g1 |
| С4 | 
| 
| Fн=Sв+0,75ед+ 0,75 е1g1 |
| С9 | 
| 
| со стороны разделки Fн=Sв+0,75(S-c)2tgα+0,75 еg для подварочного шва Fн=0,75е1g1 |
| С21 | 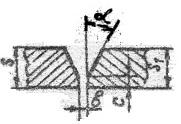
| 
| со стороны разделки Fн=Sв+(S-c)2tgα+0,75еg для подварочного шва Fн=0,75е1g1 |
| Т1 | 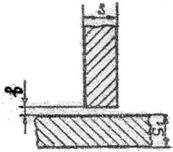
| 
| Ручная сварка Fн= 0,5 К2 + 1,05 Кg Автоматическая сварка Fн= 0,5 К2 + 1,05 Кg + +0,56 Кв Механизированная сварка Fн= 0,5 К2 + 1,05 Кg +0,28 Кв |
| Т3 |
Продолжение табл.
| Т7 | 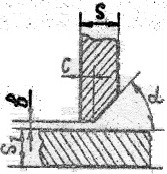
| 
| со стороны разделки Fн = Sв+0,75 (S-c)2tgα+0,75 еg для подварочного шва Fн= 0,5 К2+1,05 Кg |
| Н1 | 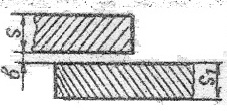
| 
| Аналогично соединению Т1 |
Поэтому значения коэффициентов и должны иметь оптимальные пределы:
для стыковых швов  ;
;  ;
;
для угловых швов  ;
;  .
.
Исходными данными для расчета основных параметров режима сварки являются:
вид и толщина металла;
способ сварки;
тип и пространственное положение сварного соединения;
конструктивные элемента и размеры подготовленных кромок свариваемых деталей и сварных швов предусмотренные стандартами;
технологическая свариваемость металла.
Технологическая свариваемость - это свойство металла образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным спецификой конструкции и условиям ее эксплуатации.
Технологическая свариваемость определяет чувствительность основного металла и металла шва к термомеханическому воздействию при сварке (склонность к росту зерна, закалке, образованию разного рода трещин, склонность к потере металлом антикоррозионных и других специальных свойств).
В заданиях контрольной работы предусмотрены расчеты режимов сварки малоуглеродистых и низколегированных судостроительных сталей, не чувствительных к термическому циклу сварки, так как они обладают значительным запасом пластичности при относительно низком содержании углерода и других легирующих элементов, а следовательно, обладают хорошей свариваемостью и не требуют предварительного подогрева и последующей термообработки. К таким сталям относятся стали с эквивалентным содержанием углерода  . Поэтому расчет режимов ведут независимо от марки, химического состава и механических свойств основного металла при выбранных сварочных материалах. Результатом расчета являются основные параметры режима сварки для заданных по стандарту размеров и формы сварных швов.
. Поэтому расчет режимов ведут независимо от марки, химического состава и механических свойств основного металла при выбранных сварочных материалах. Результатом расчета являются основные параметры режима сварки для заданных по стандарту размеров и формы сварных швов.
Общий порядок расчета режимов сварки предусматривает:
- выбор размеров сварных швов по стандартам
- расчет или выбор по нормативам площади поперечного сечения наплавленного металла шва или площади провара металла;
- выбор или расчет диаметра электрода или электродной проволоки;
- назначение глубины проплавления металла;
- расчет и проверка на допускаемую плотность силы сварочного тока;
- расчет скорости сварки;
- расчет скорости подачи электродной проволоки;
- расчет напряжения на дуге;
- расчет погонной энергии дуги;
- назначение вылета электродной проволоки;
- назначение расхода защитного газа.
Дата добавления: 2016-07-27; просмотров: 4068;
Поиск по сайту
Узнать еще
- H – параметры транзистора
- H-параметры транзистора
- H-параметры транзистора, включенного по схеме с ОБ.
- H-параметры транзистора, включенного по схеме с ОЭ.
- I. Демократия как тип политического режима.
- I.1.2 ТЕРМОДИНАМИЧЕСКАЯ СИСТЕМА. ТЕРМОДИНАМИЧЕСКИЕ ПАРАМЕТРЫ. УРАВНЕНИЕ СОСТОЯНИЯ
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- IV.2. Залежи нефти и газа и их параметры.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
