Основных параметров процесса
Разработка чертежа поковки ведется в следующей последовательности:
1. Выбор плоскости разъёма штампа, т.е. плоскости, по которой соприкасаются между собой верхняя и нижняя половины штампа. Плоскость разъёма должна быть выбрана так, чтобы поковка свободно вынималась из штампа.
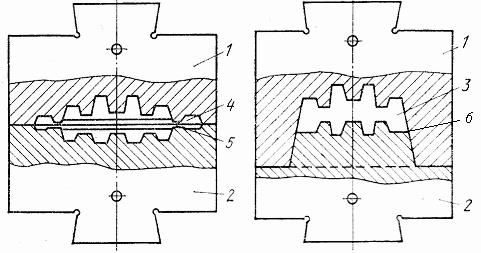
При получении поковки в открытом штампе следует делать разъем по наибольшему периметру поковки. С целью облегчения заполнения металлом полостей штампа желательно назначать плоскость разъёма на половине высоты штампа (рис. 2.2а). Поковку в этом случае обычно располагают в обеих половинах штампа.
При штамповке в закрытом штампе плоскость разъёма имеет более сложную конфигурацию (рис. 2.2б) и поковку в этом случае предпочтительно располагают в одной половине штампа.
А б
Рис. 2.2. Штамповка в открытом (а) и закрытом (б) штампах:
1 – верхняя половина штампа; 2 – нижняя половина штампа; 3 – конфигурация поковки; 4,5 – конфигурация облойной канавки (4 – магазин; 5 – мостик); 6 – линия разъема штампа
2. Назначение припусков на механическую обработку детали и допусков на размеры поковок.
Величина припуска зависит от класса точности поковки, ее массы, а также шероховатости и размеров поверхностей детали, на которые эти припуски назначают.
Необходимость назначения допусков на изготовление поковки обусловлена возможностью недоштамповки по высоте, сдвига половинок штампа, износом рабочих полостей штампа и т.п. Величина допуска зависит от габаритных размеров и массы поковки. Припуски и допуски назначаются по табл. 2.1 и 2.2.
Таблица 2.1
Припуск на механическую обработку поковки
| Масса поковки, кг | Габаритные размеры поковки, мм | |||||
| До 50 | 50 – 120 | |||||
| Rz 320 – Rz 80 | Rz 40 – Rz 2,5 | Rz 1,25 | Rz 320 – Rz 80 | Rz 40 – Rz 2,5 | Rz 1,25 | |
| до 0,25 0,25 – 0,40 0,40 – 0,63 0,63 – 1,00 1,00 – 1,60 1,60 – 2,50 2,50 – 4,00 | 0,9 1,0 1,1 1,2 1,4 1,6 1,8 | 1,4 1,5 1,6 1,7 1,9 2,1 2,3 | 1,7 1,8 1,9 2,0 2,2 2,4 2,6 | 1,0 1,0 1,2 1,3 1,5 1,7 1,9 | 1,5 1,5 1,7 1,8 2,0 2,2 2,4 | 1,8 1,9 2,0 2,1 2,3 2,5 2,7 |
Таблица 2.2
Допуск на размеры поковки
| Масса поковки, кг | Габаритные размеры, мм | |
| до 50 | 50 –120 | |
| до 0,25 | +0,7 -0,4 | +0,8 -0,4 |
| 0,25 – 0,40 | +0,8 -0,4 | +0,9 -0,5 |
| 0.40 – 0,63 | +0,9 -0,5 | +1,1 -0,5 |
| 0,63 – 1,00 | +1,1 -0,5 | +1,2 -0,6 |
| 1,00 – 1,60 | +1,2 -0,6 | +1,3 -0,7 |
| 1,60 – 2,50 | +1,3 -0,7 | +1,5 -0,7 |
| 2,50 – 4,00 | +1,5 -0,7 | +1,6 -0,8 |
Пример назначения допуска.При весе поковки – 1,5 кг, размер – 120мм, по табл. 2.2 выбираем допуск равный  . На чертеже эти допуски проставляются следующим образом: для наружных размеров
. На чертеже эти допуски проставляются следующим образом: для наружных размеров  – 120
– 120  , для внутренних размеров в обратном порядке 120
, для внутренних размеров в обратном порядке 120 
Величины припусков следует назначать на сторону на номинальные размеры детали.
При изготовлении поковок из заготовок, подвергающихся нагреву в пламенных печах, следует увеличить припуск на механическую обработку на сторону:
- для поковок массой до 2,5 кг – до 0,5 мм;
- для поковок массой свыше 5,2 кг до 6,0 кг – до 0,8 мм.
Массу поковки, включая отход на припуски, напуски и наметку следует ориентировочно определить следующим образом:
По чертежу детали рассчитать ее объёмVдет. (м3 ), а затем массу Gдет. (кг) по формуле:
Gдет.= ρ · Vдет.
где ρ – плотность материала детали, кг/м3 (для стали ρ = 7800 кг/м3).
Массу металла, расходуемую на изготовление поковки в открытом штампе рассчитывают по формуле:
Gпок. ≈ 1.25 Gдет.
Для определения массы металла, расходуемого на изготовление поковки в закрытом штампе, следует полученное значение массы поковки для открытого штампа уменьшить на 10 – 20 %.
Для облегчения течения металла в штампе и повышения его стойкости, внешние углы поковки необходимо скруглить. Наименьшие радиусы закруглений внешних углов поковок приведены табл. 2.3.
Дата добавления: 2016-07-27; просмотров: 2657;
Поиск по сайту
Узнать еще
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- IV. ВЫБОР НАЧАЛЬНЫХ И КОНЕЧНЫХ ПАРАМЕТРОВ ПАРА
- IV. Экспериментальное определение параметров схемы замещения трансформаторов.
- N Новизна и оригинальность процесса или результата
- Process Control Block и контекст процесса
- ІІ.5.2. Основы процесса фракталь-ного расширения квадрата

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
