Порядок расчета технико-экономических показателей заготовки из проката
Определяем массу заготовки
Gз = r×Vз,
где r – плотность материала, кг/см3; Vз – объем заготовки, см3.
Объем заготовки определяется по плюсовым допускам.
Обычно сложную фигуру заготовки условно разбивают на элементарные части (цилиндры, конусы, пирамиды и т.д.) и определяют объемы этих элементарных частей. Сумма элементарных объемов составит общий объем заготовки. Принимая во внимание все потери материала (угар, облой, некратность, на отрезку и т.д.), в зависимости от метода получения заготовки определяют норму расхода материала на проектируемую деталь.
Потери материала на деталь, изготавливаемую из проката, состоят из некратности длины проката, торцовой обрезки, прорезки и удаляемых опорных концов.
Длина торцового обрезка зависит от размеров сечения проката и при резке ножницами обычно составляет Lо.т. = (0,3…0,5)×а, где а - сторона квадрата (диаметр круга).
Прорезка определяется в зависимости от толщины дисковой пилы или ширины резца. Ширина прореза сегментной дисковой пилы диаметром 660 мм – 6 мм, а диаметром 710 мм – 6,5 мм.
Ширина режущей части резца при разрезке проката на станках токарного типа зависит от диаметра заготовки:
Диаметр заготовки, мм … 40-60 60-80 80-100 100-150
Ширина режущей части
резца, мм ………………… 3-5 4-5; 5-6; 6-7
Некратность длины проката определяется исходя из выбранной длины проката и заготовки с учетом потерь от выбранного метода заготовительного раскроя.
При расчете некратности длины проката необходимо стремиться к нулю или минимальным величинам. Средне вероятная расчетная длина некратности при раскрое немерного проката составляет примерно половину длины заготовки.
Некратность в зависимости от принятой длины проката
Lнк = Lпр – х (L3+lр),
где Lпр – длина выбранного проката, мм; х-число заготовок, изготавливаемых из принятой длины проката, шт; Lз – длина заготовки, мм; lp-ширина реза, мм.
Число заготовок, изготавливаемых из принятой длины проката,
 ,
,
где lо.т – длина торцового обрезка проката, мм; lзаж – минимальная длина опорного (зажимного) конца, мм.
Минимальная длина опорного конца зависит от конструкции технологического оборудования и зажимных элементов приспособления для данного станка. Она должна быть достаточной для создания надежного контакта при уравновешивании опрокидывающего момента (обычно не менее 10…20 мм); её выбирают в каждом отдельном конкретном случае.
Общие потери материала (%) при изготовлении деталей из проката
Пп.о = Пнк + По.т + Пзаж + Потр,
где Пнк – потери материала на некратность, %;
Пнк = (Lнк ×100) / Lпр;
По.т – потери на торцовую обрезку проката, %
По.т = (lо.т ×100)/Lпр;
Пзаж – потери при выбранной длине зажима,%
Пзаж = (lзаж×100)/Lпр;
Потр – потери на отрезку заготовки,%
Потр = (lр×100)/Lпр
Отходы при механической обработке металлов по разным видам заготовок от чистой массы деталей в среднем составляют для отливок чугунных, стальных, бронзовых 15-20%; свободной ковки 15-40%, объемной горячей штамповки 10%; проката (стали) 15%.
Основным показателем, характеризующим экономичность выбранного метода изготовления заготовок, является коэффициент использования материала, выражающий отношение массы детали к массе заготовки.
Коэффициент использования материала с учетом технологических потерь
Ки.м = Gд/Gз.п,
где Gд – масса детали по рабочему чертежу, кг; Gз.п – расход материала на одну деталь с учетом технологических потерь, кг.
Для рационального расходования материала необходимо повышать коэффициент его использования, он должен быть не ниже 0,75.
Расход материала на заготовку с учетом технологических потерь
Gз.п = Gз(100+Пп.о)/100.
Годовая экономия материала от выбранного метода получения заготовки с учетом технологических потерь
Эм.п = (G`з.п - G``з.п) N,
где G`з.п – расход материала на одну деталь при первом методе получения заготовки, G``з.п – расход материала на одну деталь при втором методе получения заготовки, кг.
Технико-экономический расчет себестоимости производится в зависимости от выбираемых методов получения заготовок.
Стоимость заготовки из проката, штамповки и литья определяют по расходу материалу, массе стружки на деталь, стоимость материала и его технологическим отходам.
Стоимость заготовки можно найти по формуле:
Сз.п = СмGз.п – (Gз.п-Gд)  , (3.19)
, (3.19)
где См – цена 1 кг материала заготовки, руб; Сотх – цена 1 т отходов материала, руб.
Экономический эффект по использованию материала на годовую производственную программу выпуска деталей без учета технологических потерь:
Эм = (G`з-G``з) См N, (3.20)
где Gз – расход материала на деталь при первом методе получения заготовки, кг; Gз – расход материала на деталь при втором методе получения заготовки, кг; N – годовой объем выпуска деталей, шт.
Экономический эффект выбранного вида изготовления заготовки в денежном выражении на годовую производственную программу выпуска изделия составит:
Э = (С`з.п – С``з.п)×N ,
где Сз.п – стоимость заготовки, полученная при первом методе, руб; Сз.п – стоимость заготовки, полученная при втором методе, руб.
Пример. Поковка класса I массой 1,4 кг на размер250 мм. Группа стали М1 и степень сложности поковки С2. Определить по таблице допуск на размер заготовки. Допуск на размер равен  мм (см. табл. 3).
мм (см. табл. 3).
Поковка класса I массой 0,35 кг на размер 160 мм. Группа стали М1 и степень сложности С1. Определить по таблице допуск на размер заготовки. Допуск на размер заготовки равен  мм (см. табл. 3).
мм (см. табл. 3).
Поковка класса I массой 2,8 кг на размер 280 мм. Группа стали М2 и степень сложности С3. Определить по таблице допуск на размер заготовки. Допуск на размер заготовки равен  мм ( см. табл. 4).
мм ( см. табл. 4).
Допуск на внутренние размеры поковок должны устанавливаться с обратными знаками, например, если для наружной поверхности диаметром 80 мм установлен допуск  , то для внутреннего диаметра 80 мм допуск будет равен
, то для внутреннего диаметра 80 мм допуск будет равен  .
.
Таблица 4. Определение допуска на размер поковки
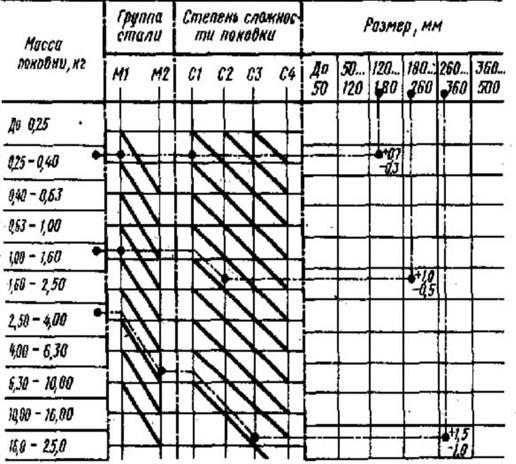 |
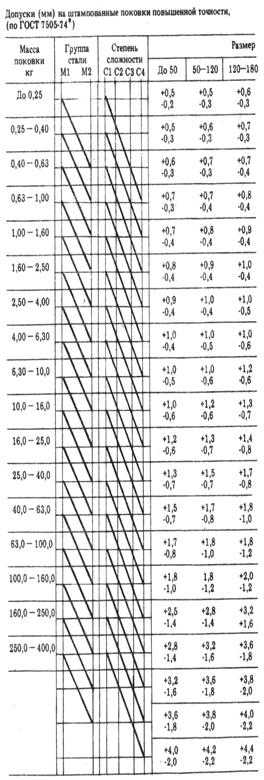
Таблица 5. Допуски на штампованные поковки повышенной точности
| Размеры поковки, мм | |||||
| 180-260 | 260-360 | 360-500 | 500-630 | 630-800 | 800-1000 |
| +0,7 -0,4 | +0,7 -0,5 | +0,7 -0,5 | |||
| +0,7 -0,4 | +0,7 -0,5 | +0,7 -0,6 | |||
| +0,8 -0,4 | +0,8 -0,5 | +0,9 -0,5 | +0,9 -0,6 | ||
| +0,9 -0,4 | +0,9 -0,5 | +0,9 -0,6 | +0,9 -0,7 | ||
| +0,9 -0,4 | +1,0 -0,5 | +1,0 -0,6 | +1,1 -0,7 | +1,2 -0,8 | |
| +0,1 -0,5 | +1,0 -0,6 | +1,7 -0,7 | +1,2 -0,8 | +1,3 -0,9 | +1,5 -1,0 |
| +1,0 -0,6 | +1,2 -0,8 | +1,3 -0,9 | +1,5 -1,0 | +1,6 -1,2 | +1,7 -1,7 |
| +1,1 -0,7 | +1,2 -0,8 | +1,3 -0,9 | +1,6 -0,6 | +1,8 -1,0 | +2,0 -1,2 |
| +1,3 -0,7 | +1,4 -0,8 | +1,5 -1,0 | +1,7 -1,1 | +1,8 -1,2 | +2,0 -1,2 |
| +1,4 -0,8 | +1,5 -1,0 | +1,8 -1,2 | +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 |
| +1,5 -1,0 | +1,8 -1,0 | +1,8 +1,2 | +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 |
| +1,8 -1,0 | +1,8 -1,2 | +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 | +2,5 -2,0 |
| +1,8 -1,2 | +2,0 -1,2 | +2,0 -1,5 | -2,5 -1,5 | +2,5 -2,0 | +3,0 -2,0 |
| +2,0 -1,2 | +2,0 -1,5 | +2,5 -1,5 | +2,5 -2,0 | +3,0 -2,0 | +3,0 -2,0 |
| +2,0 -1,5 | +2,5 -2,0 | +2,5 -2,0 | +3,0 -2,0 | +3,5 -2,0 | +3,5 -2,5 |
| +3,6 -1,8 | +3,6 -2,0 | +3,6 -2,5 | +4,0 -2,5 | +4,0 -2,8 | +4,0 -3,0 |
| +3,8 -2,0 | +4,0 -2,2 | +4,2 -2,5 | +4,2 -2,8 | +4,2 -3,0 | +4,8 -3,0 |
| +4,0 -2,2 | +4,2 -2,5 | +4,2 -2,8 | +4,5 -3,0 | +4,8 -3,0 | +5,0 -3,2 |
| +4,2 -2,5 | +4,2 -2,8 | +4,5 -3,0 | +4,8 -3,0 | +5,0 -3,2 | +5,0 -3,5 |
| +4,6 -2,5 | +5,0 -3,0 | +5,4 -3,0 | +5,8 -3,2 | +6,0 -3,5 | +6,5 -4,0 |
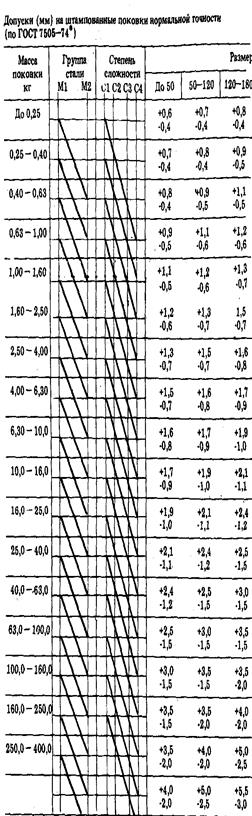
Таблица 6. Допуски на поковки на штампованные поковки нормальной точности
| поковки, мм | |||||
| 180-260 | 260-360 | 360-500 | 500-630 | 630-800 | 800-1000 |
| +0,9 -0,5 | +1,0 -0,6 | +1,2 -0,6 | |||
| +1,0 -0,6 | +1,2 -0,6 | +1,3 -0,7 | |||
| +1,2 -0,6 | +1,3 -0,7 | +1,4 -0,8 | +1,4 -1,0 | ||
| +1,3 -0,7 | +1,4 -0,8 | +1,5 -0,9 | +1,6 -1,0 | ||
| +1,4 -0,8 | +1,6 -0,8 | +1,6 -1,0 | +1,8 -1,1 | +2,0 -1,2 | |
| +1,6 -0,8 | +1,7 -0,9 | +1,8 -1,1 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 |
| +1,7 -0,9 | +1,9 -1,0 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 | +3,0 -1,5 |
| +1,9 -1,0 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 | +3,0 -1,5 | +3,0 -2,0 |
| +2,1 -1,1 | +2,2 -1,4 | +2,5 -1,5 | +3,0 -1,5 | +3,0 -2,0 | +3,5 -2,0 |
| +2,4 -1,2 | +2,4 -1,5 | +2,5 -1,5 | +3,0 -1,5 | +3,0 -2,0 | +3,5 -2,0 |
| +2,5 -1,5 | +3,0 -1,5 | +3,0 +1,5 | +3,5 -2,0 | +4,0 -2,0 | +0,4 -2,5 |
| +3,0 -1,5 | +3,0 -2,0 | +3,5 -2,0 | +4,0 -2,0 | +4,0 -2,0 | +4,5 -2,5 |
| +3,5 -1,6 | +3,5 -2,0 | +4,0 -2,0 | -4,0 -2,5 | +4,5 -2,5 | +4,5 -3,0 |
| +3,5 -2,0 | +4,0 -2,0 | +4,0 -2,5 | +4,5 -2,5 | +4,5 -3,0 | +5,0 -3,0 |
| +4,0 -2,0 | +4,5 -2,5 | +4,5 -3,0 | +5,0 -3,0 | +5,0 -3,5 | +5,5 -3,5 |
| +5,0 -2,5 | +5,0 -3,0 | +5,0 -3,5 | +5,5 -3,5 | +5,5 -4,0 | +6,0 -4,0 |
| +5,5 -2,5 | +5,5 -3,0 | +5,5 -3,5 | +6,0 -3,5 | +6,5 -3,5 | +6,5 -4,0 |
| +6,0 -3,5 | +6,0 -4,0 | +6,5 -4,0 | +6,5 -4,5 | +7,0 -4,5 | +7,0 -5,0 |
Допуск на размеры заготовок, изготавливаемых горячей объемной штамповкой на различных видах кузнечно-прессового оборудования, определяют по ГОСТ 7505-74 «Допуски, припуски и кузнечные напуски» (табл. 4 и 5).
К кузнечным напускам относятся штамповочные уклоны, внутренние радиусы скруглений, перемычки отверстий заготовки и другие дополняющие припуски. Величину штамповочных уклонов определяют по ГОСТ 7505-74 (табл. 6,7). Допускаемые отклонения от плоскостности, вогнутости, прямолинейности (для цилиндрических поверхностей) определяют по табличным нормативам (табл.8). Допускаемые отклонения на межцентровые расстояния в поковках определяют по табл. 9. Предельные отклонения на угловые элементы поковок определяют по табл. 10. Отклонения на радиусы скруглений поковок определяют по табл. 11.
Выполнение сквозных отверстий и углублений в горячих объемных штамповках, изготавливаемых на прессах и молотах, обязательно, если оси отверстий или углублений совпадают с направлением движения ползуна пресса или бабы молота. Диаметр углублений или отверстий должен быть большим или равен высоте поковок, но не менее 30 мм.
Таблица 7. Штамповочные уклоны для заготовки
| Штамповочное оборудование | Штамповочные уклоны | |
| внешние | внутренние | |
| Молоты | 7° | 10° |
| Прессы с выталкивателем | 5° | 7° |
| Горизонтально-ковочные машины | 5° | 7° |
Таблица 8. Допускаемые отклонения от поверхностей, мм
| Размер поковки | Поле допуска для класса точности | |
| I | II | |
| До 60 | 0,5 | 0,8 |
| 60-100 | 0,6 | 1,0 |
| 100-160 | 0,8 | 1,5 |
| 160-250 | 1,2 | 2,0 |
| 250-360 | 1,6 | 2,5 |
| 360-500 | 2,0 | 3,0 |
| 500-360 | 2,5 | 3,5 |
| 630-800 | 3,0 | 4,0 |
При изготовлении сквозных отверстий и углублений на горизонтально-ковочных машинах является обязательным, чтобы оси данных элементов сов падали с направлением движения высадочного ползуна, а диаметры или размеры прошиваемых отверстий и углублений были бы не менее 30 мм, глубина не должна превышать трех диаметров данного отверстия. Обычно глубина отверстий в штампованных поковках составляет не более 0,8 их диаметра.
Таблица 9. Допускаемые отклонения от плоскостности, вогнутости, прямолинейности и радиальному биению, мм
| Размер поковки | Допускаемые отклонения для классов точности | |
| I | II | |
| До 60 | 0,25 | 0,40 |
| 60-100 | 0,40 | 0,60 |
| 100-160 | 0,50 | 0,80 |
| 160-250 | 0,60 | 1,00 |
| 250-360 | 0,80 | 1,2 |
| 360-500 | 1,00 | 1,5 |
| 500-630 | 1,50 | 2,00 |
| 630-800 | 1,80 | 2,50 |
| 800-100 | 2,00 | 3,00 |
Таблица 10. Допускаемые отклонения (±) на межцентровые расстояния отверстий поковок, мм
| Расстояние между центрами поковки А | Допуск для классов точности | |
| I | II | |
| До 60 60-100 100-160 160-250 250-400 400-600 600-800 800-1000 1000-1250 | 0,20 0,25 0,40 0,50 0,75 1,20 1,50 2,00 2,50 | 0,30 0,50 0,80 1,00 1,50 2,00 2,50 3,00 3,50 |
Таблица 11. Отклонения на угловые размеры поковок
 Длина угловых элементов L, мм Длина угловых элементов L, мм
| Допуск для классов точности | |
| I | II | |
| До 25 25-60 60-100 100-160 Св. 160 | ±1°30¢ ±0°45¢ ±0°30¢ ±0°15¢ ±0°10¢ | ±3°00¢ ±1°30¢ ±0°45¢ ±0°30¢ ±0°15¢ |
Таблица 12. Отклонения на радиусы скруглений в поковках, мм (см. эскиз к табл. 11)
| Радиусы скруглений поковки R | Допуск для классов точности | |
| I | II | |
| До 3 3-6 6-10 10-16 16-25 25-40 40-60 |
По принятым размерам, допускам, штамповочным уклонам, радиусам скруглений и другим параметрам разрабатывается эскиз заготовки, который является исходным для технико-экономических расчетов.
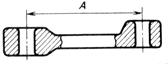
Пример. Произвести технико-экономический расчет двух вариантов изготовления заготовки: методом горячей объемной штамповки и из проката. Годовой объем выпуска деталей – 180 000 шт. Рабочий чертеж детали – вал (см. рис. 3.1). Материал детали – сталь 45 ГОСТ 1050-88. Масса детали – 10,8кг.
Устанавливаем тип производства по годовому объему выпуска изделий и массе детали по рабочему чертежу согласно табличным данным. Тип производства – массовый.
Вариант I. Заготовка из проката. Согласно точности и шероховатости поверхностей обрабатываемой детали определяем промежуточные припуски по таблицам. За основу расчета промежуточных припусков принимаем наружный диаметр 80f7 мм.
Обработку поверхности диаметром 80 мм производят в жестких центрах, на многорезцовом токарном полуавтомате; окончательную обработку поверхности детали выполняют на кругошлифовальном станке.
Технологический маршрут обработки данной поверхности:
Операция 005 Токарная.
Операция 010 Токарная.
Операция 015 Термическая обработка НRCэ 41…45.
Операция 020 Шлифовальная однократная.

1. HRCЭ 41... 45.
2. Неуказанная шероховатость поверхностей Ra = 12,5 мкм.
* Размер для cправки
Рисунок 18. Чертеж детали
Припуски на подрезание торцовых поверхностей определяют в табл.11,а припуски на обработка наружных поверхностей (точение и шлифование) - по табл. 13.
Таблица 13. Припуски на чистовое подрезание торцов и уступов, мм
| Диаметр заготовки, мм | Общая длина заготовки, мм | |||||
| До 18 | 18-50 | 50-120 | 120-260 | 260-500 | Св.500 | |
| До 30 30-50 50-120 120-300 | 0,4 0,5 0,6 0,8 | 0,5 0,6 0,7 0,9 | 0,7 0,7 0,8 1,0 | 0,8 0,8 1,0 1,2 | 1,0 1,0 1.2 1,4 | 1.2 1,2 1,3 1,5 |
Таблица 14. Промежуточные припуски на обработку наружных цилиндрических поверхностей, размеры, мм
| Номин. | Припуск на диаметр при расчетной длине | |||||||||
| диаметр | Операция | До 25 | 26-63 | 63-100 | 100-160 | 160-260 | 250-400 | 400-630 | 630-1000 | 1000-1600 |
| Точение черновое | 2,5 | 2,6 | 2,5 | 3,0 | 3,0 | 3,5 | - | - | ||
| До 6 | Точение чистовое | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,1 | - | - | |
| Шлифование | 0,25 | 0,26 | 0,25 | 0,25 | 0,3 | 0,4 | 0,4 | 0,4 | - | |
| 0,30 | 0,30 | 0,30 | 0,30 | 0,4 | 0,4 | 0,5 | - | |||
| Точение черновое | 3,0 | 3,0 | 3,0 | 3,5 | 3,5 | 3,5 | 3,5 | - | - | |
| 6-10 | Точение чистовое | 1,2 | 1,2 | 1,2 | 1,5 | 1,5 | 1,5 | 1,5 | 2,0 | - |
| Шлифование | 0,26 | 0,26 | 0,26 | 0.26 | 0.3 | 0.4 | - | - | - | |
| 0,30 | 0,30 | 0,30 | 0,40 | 0,4 | 0,4 | |||||
| Точение черновое | 3,0 | 3,0 | 3,0 | 3,5 | 3,5 | 3,5 | 4,0 | - | - | |
| 10 - 18 | Точение чистовое | 1,2 | 1,2 | 1,2 | 1,5 | 1,6 | 1,6 | 1,5 | 2,0 | - |
| Шлифование | 0,3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.4 | 0.4 | 0,4 | 0,5 | |
| 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0.5 | ||||
| Точение черновое | 3,6 | 3,5 | 3,6 | 3,5 | 3,5 | 3,5 | 4,0 | 5,0 | 5,0 | |
| 18- 30 | Точение чистовое | 1,6 | 1,6 | 1,6 | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 |
| Шлифование | 0,3 | 0,3 | 0.3 | 0.3 | 0.4 | 0.4 | 0.5 | 0.5 | 0,6 | |
| 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 | ||
| Точение черновое | 4,0 | 4,0 | 4,0 | 4,5 | 4,5 | 4,5 | 5,0 | 5,5 | 6,0 | |
| 30- 50 | Точение чистовое | 1.6 | 1.5 | 1,6 | 1,5 | 1,6 | 2,0 | 2,0 | 2,5 | 2.5 |
| Шлифование | 0,4 | 0.4 | 0,4 | 0.4 | 0.4 | 0.4 | 0.5 | 0,5 | 0,7 | |
| 0,4 | 0,4 | 0,4 | 0,5 | 0,5 | 0,5 | 0,6 | 0,7 | 0,8 |
| Точение чер | 4,0 | 4,0 | 4,0 | 4,5 | 4.5 | 4,5 | 5.0 | 5.6 | 6,0 | |
| 50- 80 | Точение чис. | 1,5 | 1,5 | 1,6 | 1,6 | 1,6 | 2.0 | 2,0 | 2,6 | 2,5 |
| Шлифование | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,6 | 0,5 | 0,6 | 0,7 | |
| 0,4 | 0,4 | 0,4 | 0,6 | 0,6 | 0,5 | 0,6 | 0,7 | 0,9 | ||
| Точение чер. | 6,5 | 5,6 | 6,5 | 6,0 | 6,0 | 7,0 | 7,6 | 8,5 | 8,5 | |
| 80 - 120 | Точение чис. | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,6 | 2,6 | 3,0 |
| Шлифование | 0,6 | 0,6 | 0,6 | 0,6 | 0,5 | 0,5 | 0,6 | 0,5 | 0,8 | |
| 0,5 | 0,5 | 0,6 | 0,6 | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | ||
| Точение чер. | 6,0 | 6.0 | 6,0 | 7,0 | 7,0 | 7,5 | 8,0 | 9,0 | 9,0 | |
| 120 – 200 | Точение чис. | 2,0 | 2,0 | 2,0 | 2,6 | 2,6 | 2,5 | 3,0 | 3,0 | 3,5 |
| св. 200 | Шлифование | 0,5 | 0,5 | 0,6 | 0,6 | 0,6 | 0,6 | 0,6 | 0,7 | 0,8 |
| 0,5 | 0,5 | 0,5 | 0,7 | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 |
Примечания:1. В числителе даны припуски для незакаленных деталей, в знаменателе - для закаленных.
2. При обработке с уступами припуск назначается по отношению к общей длине детали.
3. При закаливании деталей, изготовленных из сталей, подверженных значительным термическим деформациям, припуски под шлифование следует увеличивать.
Таблица 15. Горячекатаный прокат по ГОСТ 2590-71, мм
| Диаметр | Допускаемые отклонения | Допуск | |
| + | - | ||
| Сталь горячекатаная повышенной точности (Б) | |||
| 3; 5,5; 6; 6,5; 7; 8; 9 10; 11; 12; 14; 15; 16; 17; 18; 19 20; 21; 22; 23; 24; 25 26; 27; 28; 29; 30; 31; 32; 33; 34; 35; 36; 37 38; 39; 40; 41; 42; 43; 44; 45; 46; 47; 48 50; 52; 53; 54; 55; 56; 58 60; 62; 63; 65; 67; 68; 70; 75; 78 80; 82; 85; 90; 95 100; 105; 110; 115 120; 125; 130; 135; 140; 150 | 0,1 0,2 0,2 0,2 0,2 0,3 0,4 0,5 0,6 0,6 | 0,3 0,3 0,4 0,6 0,9 1,0 1,2 1,5 1,8 2,0 | 0,40 0,50 0,60 0,80 1,10 1,30 1,60 2,00 2,40 2,60 |
| Сталь горячекатаная круглая обычной точности (В) | |||
| 3; 5,5; 6; 6,5; 7; 8; 9; 10; 11; 12; 14; 15; 16; 17; 18; 19 20; 21; 22; 23; 24; 25 26; 27; 28; 29; 30; 31; 32; 33; 34; 35; 36; 3738; 39; 40; 42; 43; 44; 48 50; 52; 53; 54; 55; 56; 58 60; 62; 63; 65; 67; 68; 70; 75; 78 80; 85; 90; 95 100; 110; 115 120; 125; 130; 135; 140; 150 | 0,3 0,4 0,4 0,4 0,5 0,5 0,6 0,8 | 0,5 0,5 0,75 1,0 1,1 1,3 1,7 2,0 | 0,80 0,90 1,15 1,40 1,60 1,80 2,30 2,80 |
При черновом точении припуск на обработку составляет 4,5мм, a при чистовом 2 мм и на шлифовальную однократную обработке 0,5 мм.
Определяем промежуточные размеры обрабатываемых поверхности согласно маршрутному технологическому процессу:
на токарную операцию 010
Dр.010 = Dн = 2zш = 80 +0,5 + 80,5 мм;
на токарную операцию 005
Dр.005 = Dр.010 + 2z010 = 80,5 + 2,0 = 82,5 мм;
Расчетный размер заготовки
Dр.з = Dр.005 + 2z005=82,5 +4,5=87 мм.
По расчетным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590-71 (табл. 13). Например, диаметр проката 90мм записывается следующим образом:
Круг 
Нормальная длина проката стали обыкновенного качества при диаметре 53-110мм 4-7 м. Отклонения для диаметра 90мм равны 0,5 мм (см. табл. 13).
Общая длиназаготовки
Lз=Lд+2zподр=300+2,4=302,4 мм,
где Lд - номинальная длина детали по рабочему чертежу,мм.
Предельные отклонения на длину заготовки устанавливаем по справочным таблицам.
Исходя из предельных отклонений, общую длину заготовки округляем до целых единиц. Принимаем длину заготовки 303 мм.
Объем заготовки определяем по плюсовым допускам
Vз =  ,
,
где  - максимальная длина заготовки (с плюсовымдопуском), см;
- максимальная длина заготовки (с плюсовымдопуском), см;  - максимальный диаметр заготовки, см. Массу заготовки определяем по формуле:
- максимальный диаметр заготовки, см. Массу заготовки определяем по формуле:
Gз= rVз= 0,00785×1960,95 =15,4 кг.
Выбираем оптимальную длину проката для изготовления заготовки.
Потери на зажим заготовки lзаж принимаем 80 мм.
Заготовку отрезают на ножницах. Это самый производительный и дешевый способ.
Длину торцового обрезка проката определяемиз соотношения:
Lоб = (0,3 ¸ 0,5) d,
где d - диаметр сечения заготовки, мм; d = 90мм.
Lоб = 0,3 × 90 = 27 мм.
Число заготовок, исходя из принятой длины проката по стандартам, определяется по формуле:
Из проката длиною 4 м:

Получаем 12 заготовокиз данной длины проката.
Из проката длиною 7 м:

Принимаем 22 заготовки из данной длины проката.
Остаток длины (некратность) определяется в зависимости от принятой длины проката. Из проката длиною 4 м:
Lнк4 = Lпр-lо.т-Lзаж-(Lзх4) = 4000-27-80-(305×12) = 233 мм,
Пнк4 = (Lнк100)/Lпр = (233×100)/4000 = 5,83%
и из проката длиною 7 м:
Lнк7 = 7000 – 27 – 8 - (305×22) = 183 мм,
Пнк7 = (183×100)/7000 = 2,61%.
Израсчетов на некратность следует, что прокат длиною 7 м для изготовления заготовокболее экономичен, чем прокат длиною 4 м. Потери материала на зажим при отрезке по отношению к длине проката составят:
Пзаж = (lзаж×100)/Lnp = (80 × 100)/7000 = 1,1%.
Потери материала на длину торцевого обрезка проката составят:
По.т = (lо.т ×100)/Lпр = (27×100)/7000 = 0,38%.
Общие потери (%) к длине выбранного проката:
Пп.о =Пнк+По.т+Пзаж=2,61+0,38+1,1=4,09 %
Расход материала на одну деталь с учетом всех технологическинеизбежных потерь определяем по формуле (3.17) :
Gз.п = Gз (100 + Пп.о)/100 = 15,4(100+4,03)/100 = 16,03 кг.
Коэффициент использования материала:
Ки.м = Gд/Gз.п = 10,8/16,03 = 0,67.
Стоимость заготовки из проката:
Cз.п=СмGз.п-(Gз.п-Gд)(Сотх/1000)=0,133×16,03-(16,03-10,8)×(33,90/1000)=1,95 руб.*
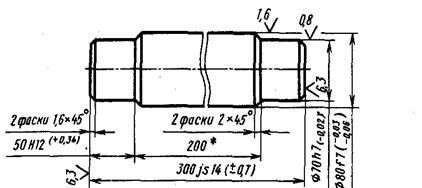
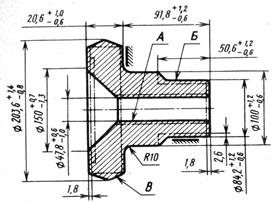
Вариант 2. Заготовка изготовлена методом горячей объемной штамповки на горизонтально-ковочной машине (ГКМ). Степень сложности С1. Точность изготовления поковки - класс I. Группа стали - Ml.
Припуски на номинальные размеры детали назначают по таблице (см. ГОСТ 7505-89). Припуски на обработку заготовок, изготавливаемых горячей объемной штамповкой, зависят от массы, класса точности, группы стали,
1. НВ 241 ... 245
2. Степеньсложности заготовки С1
3. Группастали Ml
4. Точностьизготовления I класс
5. Радиусы закруглений внешних углов R= 4 мм
6. Штамповочные уклоны 5°
7. Допуск соосности поверхностей А, Б и В относительно базовой оси заготовки 1,6 мм
Рисунок 19. Рабочий чертеж заготовки
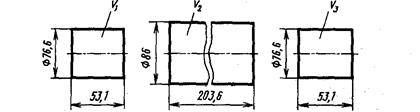
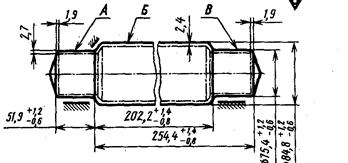
Рисунок 20. Элементы заготовки для определения объема
степени сложности и шероховатости заготовки. На основании принятых припусков на размеры детали определяем расчетные размеры заготовки:
Dр80 =Dн+ 2z = 80 + 4,8 ==84,8 мм;
Dp7o = Dн + 2z = 70 + 5,4 = 75,4 мм;
Lр250 =Lд + 2z== 250 + 4,4 = 254,4 мм;
Lp200=Lд+z=200+2,2=202,2 мм ;
Lp50=Lд+z=50+1,9=51,9 мм.
Предельные отклонения на размеры заготовки определяем по табличным нормативам (ГОСТ 7505-89).
Допуски на размеры штампованной заготовки:
Æ84,4  ; Æ75,4 ; 254,4
; Æ75,4 ; 254,4  ; 202,2 ; 51,9
; 202,2 ; 51,9
Разрабатываем эскиз на штампованную заготовку по второму варианту с техническими требованиями на изготовление (рис. 3.2).
Для определения объема штампованной заготовки рекомендуется условно разбивать фигуру заготовки на отдельные простые элементы и проставить на них размеры с учетом плюсовых допусков (рис. 20). Определим объем отдельных элементов заготовки: V1, V2, и V3,. Фигура заготовки стоит из двух одинаковых объемов: V1, и V2 :
2V1=2( 
V3 = 
Общий объем заготовки:
Vo = 2V1+V2 = 489,16 + 1182,073 = 1671,23 см3.
Масса штампованной заготовки:
Gз.ш .= r×V0 = 0,00785×1671,23 = 13,12 кг.
Принимая неизбежные технологические потери (угар, облой и т.д.) при горячей объемной штамповке равными 10 %, определим расход материала на одну деталь:
Gз.п = Gз.ш (100+Пп.о)/100 = 13,12(100+10)/100 = 14,43 кг.
Коэффициент использования материала на штампованную заготовку:
Ки.м. = Gд/Gз.п .= 10,8/14,43 = 0,75
Стоимость штампованной заготовки:
Сз.ш = СмGз.п –(Gз.п-Gд)  = 0,232× 14,43 - (14,43 - 10,8)
= 0,232× 14,43 - (14,43 - 10,8)  =3,23руб.*
=3,23руб.*
Годовая экономия материала от выбранного вида изготовления заготовки:
Эм. = (G`з.п- G``з.п)× N = (16,03-14,43)× 180000 = 288000 кг.
Экономический эффект от выбранного вида изготовления заготовки:
Э = (С`з.ш- С``з.п)× N = (3,23-1,95)× 180000 = 230400 р.*
Технико-экономические расчеты показывают, что заготовка, полученная методом горячей объемной штамповки на горизонтально-ковочной машине, более экономична по использованию материала, чем заготовка из проката, однако по себестоимости штампованная заготовка дороже, поэтому принимаем заготовку из круглого горячекатаного проката обычной точности.
При изготовлении заготовок, подвергающихся нагреву, допускается увеличение припуска на сторону обрабатываемой поверхности:
Масса поковки, кг до 2,5; 2,5… 6; Св. 6
Увеличение припуска, мм 0,5; 0,8; 1
В зависимости от технических требований к точности размеров, условий и характера производства (массовоеили серийное), заготовки, полученные методом горячей объемной штамповки, подразделяются на повышенную точность (класс I) и нормальную точность (класс II). Для различных размеров одной и той же заготовки допускается применять различные классы точности.
1. НВ 241 ... 245
2. Степень сложности поковки СЗ
3. Группа стали М1
4. Точность изготовления I класс
5. Радиусы закруглений углов - R 5 мм
6. Штамповочные уклоны наружных поверхностей 5° , отверстия 7°
7. Допуск соосности поверхностей А, Б и В относительно базовой оси 0,8 мм
Рисунок 21. Рабочий чертеж заготовки фланца
Классы точности необходимо указывать в технических требованиях рабочего чертежа заготовки.
Категория поковок характеризуется группой стали, условно обозначаемой М1 и М2. К группе М1 относятся углеродистые и легированные стали с содержанием углерода до 0,75% и легирующих элементов до 2,0%. К группе М2 относятся легированные стали, кроме указанных в группе М1.
Заготовки, изготовляемые горячей объемной штамповкой на различных видах кузнечно-прессового оборудования, подразделяются на четыре степени сложности: С1, С2, С3 и С4.
Степень сложности – отношение массы (объема) штамповки к массе (объему) фигуры, в которую вписывается штамповка. Степень сложности принимаем по ГОСТ 7505-89:
С=Gп/Gф или C=Vп/Vф ,
где Gп – масса поковки, кг; Gф – масса фигуры, кг; Vп – объем поковки, см3; Vф- объем описанной фигуры, см3.
Степени сложности характеризуются следующими величинами:
C1 – Св. 0,63 до 1,00;
С3 – Св. 0,16 до 0,32
С2 – Св. 0,32 до 0,63;
С4 – До 0,16.
Выполнение и оформление рабочего чертежа штампованной заготовки типа фланца показано на рис. 21.
Дата добавления: 2020-10-14; просмотров: 1193;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Види виробничої документації та порядок її ведення
- II. Порядок разработки, утверждения, внесения изменений в Инструкцию по делопроизводству
- III. Порядок присвоения спортивных званий
- IV. Движение поездов при неисправности электрожезловой системы и порядок регулировки количества жезлов в жезловых аппаратах
- IV. Порядок выполнения работы
- IV. Порядок присвоения спортивных разрядов
- V. Порядок лишения, восстановления спортивных званий

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
