ПЛОСКОСТНАЯ РАЗМЕТКА
9. Общие понятия
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке её можно повысить до сотых долей миллиметра.
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машино - строении; по приёмам она существенно отличается от плоскостной.
10. Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Плиты больших размеров, например 6000 х 10 000 мм, изготовляют составными из двух или четырёх плит, которые скрепляются болтами и шпонками.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Плоскость разметочных плит проверяют с помощью точной поверочной линейки и щупа (или папиросной бумаги). Рабочие поверхности шабреных плит, предназначенных для точной разметки, проверяют на краску с помощью поверочной линейки. Число пятен в квадрате 25 х 25мм должно быть не менее 20.
Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите, пользуясь для этого опорными подкладками, призмами и домкратами различных конструкций.
Подкладки служат для обеспечения правильной установки деталей при разметке, а также для предохранения разметочных плит от царапин и забоин. Самыми простыми явлениями плоские опорные подкладки. Подкладки больших размеров выполняют пустотелыми цилиндрическими, призматическими, двутаврового сечения и др.
Клиновидные подкладки представляют собой два соединённых, точно обработанных стальных клина. Перемещение клина на одно деление равно 0,1 мм.
Домкраты применяют для установки громоздких и тяжёлых заготовок; они позволяют вырезать и регулировать положение размечаемых заготовок по высоте.
Обыкновенные домкраты – в корпусе которого имеется винт с прямоугольной резьбой, на верхнем конце винта закрепляют головки различной формы. Подъём и опускание заготовки осуществляют вращением винта.
Роликовый домкрат даёт возможность не только регулировать положение заготовки по высоте, но и свободно поворачивать её в горизонтальной плоскости, что необходимо при разметке тяжёлых заготовок.
Выдвижные центры применяют для разметки цилиндрических деталей.
11. Инструменты для плоскостной разметки
| Штангенциркуль |  Инструменты Инструменты
| Чертилка | |||
 
| |||||
| Кернер | Рейсмас |
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12.
Чертилка с отогнутым концом представляет собой заострённый с двух сторон стальной стержень, один конец которого отогнут под углом 90 градусов. Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах.
Чертилка со вставной иглой выполнена по типу часовых отвёрток; в качестве вставной иглы могут быть использованы стальные закалённые и заточенные стержни.
Карманная чертилка выполнена в виде карандаша с убирающимся остриём. На рабочий наконечник напаян стержень из твёрдого сплава ВК6, заточенный на конус под углом 20 градусов.
Чертилки должны быть острозаточенными, чем острее чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки.
Кернер – слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных линиях (керны делают для того, чтобы риски были отчётливо видны и не стирались в процессе обработки детали). Керны изготавливают из инструментальной углеродистой или легированной стали У7А, У8А, 7ХФ или 8ХФ. Различают керны обыкновенные, специальные, пружинные (механические), электрические и др.
| обыкновенный | Кернер | электрический | |||

| 
| ||||
| специальный | пружинный |
Обыкновенный кернер представляет собой стольной стержень длиной 100, 125 или 160мм и диаметром соответственно 8, 10 или 12мм; его боёк имеет сферическую поверхность под углом 50…60 градусов, при точной разметке затачивается под углом 30…45 градусов.
Применение специального кернера для накернивания малых отверстий и закруглений небольших радиусов заметно повышает качество разметки и производительность.
Керн для шаговой разметки состоит из двух кернов – основного и вспомогательного, скреплённых общей планкой. Расстояние между ними регулируется планкой в зависимости от шага размечаемых отверстий.
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают простыми или с дугой, точными и пружинными. Простой циркуль состоит из двух шарнирно соединённых ножек – целых или со вставными иглами; нужный раствор ножек фиксируется винтом.
Штангенциркули. Разметочный штангенциркуль предназначен для точной разметки прямых линий и центров, а также для разметки больших диаметров.
Рейсмас. Рейсмас является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Для более точной разметки применяют рейсмас с микрометрическим винтом.
12.Подготовка к разметке
Перед разметкой необходимо выполнить следующее:
- очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
- тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т. п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
- изучить чертеж размечаемой детали, выяснить её особенности и назначение;
- уточнить размеры; определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь; за базы удобно также принимать приливы, бобышки, платики.
13. Применение плоскостной разметки
Нанесение разметочных рисок. Разметочные риски наносятся в такой последовательности: сначала проводят горизонтальные, затем – вертикальные, после этого – наклонные и последними – окружности, дуги и закругления.
Прямые риски наносят чертилкой, которая должна быть наклонена по направлению её перемещения и в сторону от линейки. Чертилку всё время прижимают к линейке, которая должна плотно прилегать к детали. Риски проводят только один раз. Если риска нанесена некачественно её закрашивают, дают красителю высохнуть и проводят риску вновь.
Перпендикулярные риски (не в геометрических построениях) наносят с помощью угольника. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности разметочной плиты.
Параллельные риски наносят с помощью угольника, перемещая его на нужное расстояние.
Разметка углов и уклонов производится с помощью транспортировок, штангенциркулей, угломеров. При разметке транспортир устанавливают на заданный угол.
Штангенциркуль ШЦ – 1 с линейкой для измерения глубин вместо обычного нониуса имеет индикатор часового типа. Цена деления круговой шкалы индикатора составляет 1/10 мм, предел измерения – 135 мм, рабочие поверхности губок закалены по всей длине.
Центроискатель – транспортир отличается от обычного центроискателя наличием транспортира, который с помощью движка может перемещаться по линейке и закрепляться на ней в нужном положении гайкой.
Ватерпас с градусной шкалой рационально применять при измерении уклонов с точностью до 0,0015 градусов и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню.
14. Накернивание разметочных линий
Керном называется углубление (лунка), образовавшееся от действия острия (конуса) кернера при ударе по нему молотком.
Центры кернеров должны располагаться точно на разметочных линиях чтобы после обработки на поверхности детали оставались половины кернов. Керны для сверления отверстий делают более глубокими, чем другие, чтобы сверло меньше уводило в сторону от разметочной точки.
Разметочные молотки. Для разметочных работ используют оригинальный молоток В.М. Гаврилова. Особенность его состоит в том, что в уширенной части головки молотка имеется круглое сквозное отверстие, в которое на резиновых амортизационных кольцах вставлена четырёхкратная линза.
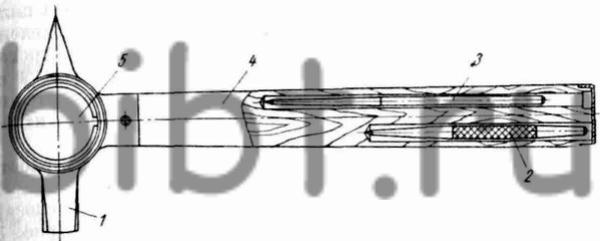
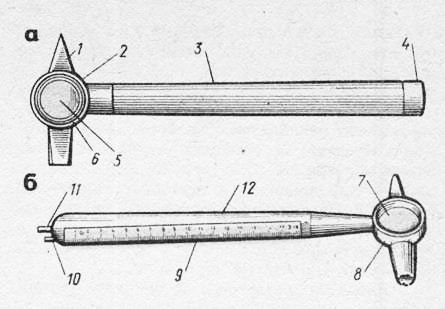
Молоток В.Н. Дубровина может одновременно использоваться в качестве лупы, линейки и пенала для кернера, чертилки и т.п.
Молоток удобен в работе, повышает производительность труда, так как избавляет слесаря от необходимости перехватывать рукой молоток и лупу для нанесения удара, повышает культуру производства.
Способы разметки. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Разметка по образцу отличается тем, что не требуется изготовление шаблона. При этом учитывают износ.
Разметка по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены.
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точную разметку выполняют по тем же правилам, что и обычную, но применяют более точные измерительные и разметочные инструменты.
Дефекты. Наиболее частыми дефектами при разметке являются следующие:
- несоответствие размеров размеченной заготовки данным чертежа вследствии невнимательности разметчика или неточности разметочного инструмента;
- неточность установки рейсмаса на нужный размер; причиной этого является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
- небрежная установка заготовки на плите в результате выверки плиты.
Безопасность труда. При разметочных работах необходимо соблюдать следующие правила безопасности труда:
- установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
- заготовки (детали) и приспособления надёжно устанавливать не на краю плиты, а ближе к середине;
- перед установкой заготовок (деталей) проверить плиту на устойчивость;
- следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободными;
- проверять надёжность крепления молотка на рукоятке;
- удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой.
РУБКА МЕТАЛЛА
15. Общие сведения
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1мм, во втором – от 1,5 до 2мм.
Точность обработки, достигаемая при рубке составляет 0,4…1мм.
При рубке осуществляется резание – процесс удаления режущим инструментом с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки.
Режущая часть (лезвие) представляет собой клин (зубило, резец) или нес-колько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник).
Зубило – это простейший режущий инструмент, в котором форма клина выражена особенно чётко. Чем острее клин, т. е. чем меньше угол, образованный его сторонами, тем меньше усилие потребуется для его углубления в материал.
На заготовке различают обрабатываемую и обработанную поверхности, а также поверхность резания. Обрабатываемой называется поверхность, с которой будет сниматься слой материала, а обработанной – поверхность, с которой стружка снята. Поверхность по которой сходит стружка при резании, называется передней, а противоположная задней.
Дата добавления: 2020-10-01; просмотров: 1276;
Поиск по сайту
Узнать еще
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- Запишите определение термина «разметка».
- Плоскостная эрозия – это
- Разметка графа микропрограммы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
