Резка (разрезание) металла
Эта операция отличается от рубки тем, что производиться не ударными а нажимными усилиями. Резка бывает ручная и машинная. Для ручной резки используется ручная ножовка, ручные, рычажные ножницы, труборезы, кусачки.

Ручная слесарная ножовка состоит:
1. Рамка (станок).
2. Ручка.
3. Головка натяжного винта (подвижная).
4. Неподвижная головка.
5. Полотно.
Для ручных станков применяют ножовочные полотна длиной 300мм, шириной 15мм и толщиной 0,8мм. Угол заострения зуба равен 60°. Нижнюю часть полотен с зубьями закаливают, а верхнюю часть оставляют не закаленной, что уменьшает поломку ножовочных полотен при работе. При резанье металлов различной твердости применяют ножовочные полотна с зубьями различной величины.
Процесс резанья.
Полотна вставляют в ножовочный станок зубьями вперед. Ножовочное полотно должно быть натянуто не слишком туго, или оно поломается. Ножовку при работе держат 2 руками правой: за ручку, а левой поддерживают второй конец ножовки и совершают возвратно поступательные движения. При резке металл закрепляют в тиски таким образом, чтобы линия перереза была расположена близко к губкам тисков или к прижиму. При таком положении материал не вибрирует, полотно не ломается и линии получается ровные. При резанье рабочий ход вперед производят с нажимом, а обратный (холостой ход) без нажима.
Ручными ножницами можно резать листовой металл толщиной до 1мм.
Техника безопасности при резанье:
1.Работать исправным инструментом.
2. Правильно и надежно закрепить полотно ножовки по линии резанья делать надпил.
3. Заканчивая резанье, ослабляют нажим на ножовку.
4. Опилки сметать щеткой.
5. Правильно устанавливай и надежно закрепляй заготовку в тисках.
7. Правильно держи инструмент, следи за стойкой.
8. Будь аккуратен и внимателен.
Опиливание металла
Опиливанием называется снятие поверхностного слоя с металлической детали при помощи режущего инструмента напильника.
Опиливание производят для получения определенной формы точных размеров гладкой прямолинейной или криволинейной поверхности, для подгонки деталей друг к другу, обработки отверстий снятие фасок и т.д.
Напильник представляет собой стальной закаленный брусок, с нанесенными на рабочий поверхность правильно расположенными мелкими зубьями.
1. Носок.
2. Ребро.
3. Рабочая поверхность.
4. Хвостовик.
5. Ручка.
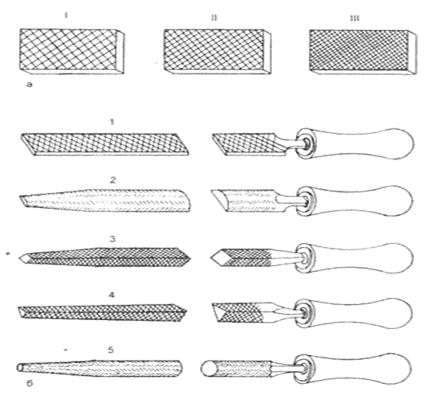
Насечка бывает:
1. Одинарная - под углом 70-80° к ребру
2. Двойная перекрестная - под углом 70-80° вспомогательная по углом 55° к ребру.
3. Рашпильная - используется при обработки очень мягких изделий (дерево, каучук).
4. Дуговая - используется при обточки бронзы и алюминия.
Напильниками с одинарной насечкой срезают широкую стружку, а с двойной мелкую.
Угол заострения зуба напильника 70°. Напильники разделяются по крупности насечек на: №1 драчевый (6 – 10), №2 личной с более мелкой насечкой (8 – 20), № 3, 4, 5, 6 бархатный с очень мелкой насечкой (20 – 50).
Драчевый напильник применяют для предварительной, грубой черновой обработки.
Личной – для чистовой отделочной обработки.
Бархатный – для окончательной, точной обработки.
Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,05 – 0,1мм. Личными – толщиной 0,02 – 0,06мм и с точностью обработки в 0,2мм. Бархатным можно обработать поверхность детали с точностью 0,1 – 0,005мм.
Напильники изготовляют длиной от 100 до 450мм.
Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150мм длиннее опиливаемой поверхности.
Наиболее употребляемые напильники длиной 200 - 350мм. В зависимости от вида обрабатываемой поверхности изделий и от характера работ применяют напильники с профилем различной формы: квадратные, трехгранные, плоские, круглые, полукруглые, ромбические, ножевочные.
Плоские для опиливания плоских поверхностей, полукруглые для криволинейных поверхностей вогнутой формы, квадратные для опиливания прорезей и отверстий прямоугольной формы, трехгранные для выпиливания углов и отверстий треугольной формы, круглые для выпиливания круглых и овальных отверстий. Ручка должна быть в 1,5 раза длиннее хвостовика.
Дата добавления: 2020-10-01; просмотров: 1009;
Поиск по сайту
Узнать еще
- Б. Столбчатая разрезка с объемными межстолбчатыми швами
- Влияние нагрева на структуру и свойства деформированного металла: возврат и рекристаллизация
- Влияние пластической деформации на структуру и свойства металла
- Влияние пластической деформации на структуру и свойства металла: наклеп
- Влияние схемы напряженного состояния на пластичность металла
- Вопрос 16. Стены с обшивками из металла, стекла и азбестоцемента
- Восстановление металла электролизом
- Вырожденный электронный газ в металлах

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
