ТИПОВЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
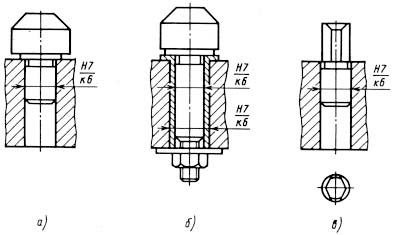
Рис. 3.1. Установочные пальцы приспособлений:
а - постоянные цилиндрические ГОСТ 12209-66; б - сменные цилиндрические ГОСТ 12211-66;
в - постоянные срезанные ГОСТ 12210-66.
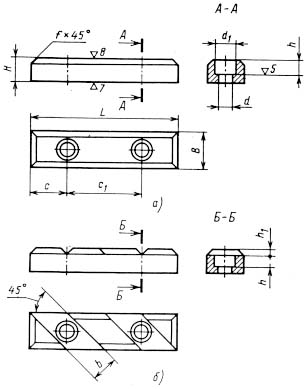
Рис. 3.2. Опорные пластины двух типов ГОСТ 4743-68:
а - плоские; б - с наклонными пазами для размещения в пазах стружки.
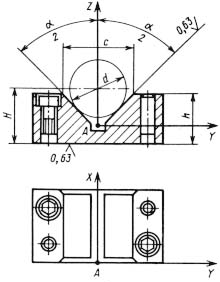
Рис. 3.3. Призма ГОСТ 12195-68 для установки цилиндрических заготовок по “чистым” (обработанным) поверхностям.
Рис. 3.4. Призма для установки цилиндрических заготовок большой длины по “черным” (необработанным) поверхностям.
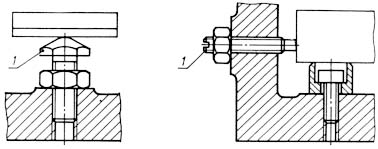
Рис. 3.5. Регулируемые винтовые опоры по ГОСТ 4085-68 и ГОСТ 4086-68 (7 - регулируемый винт).
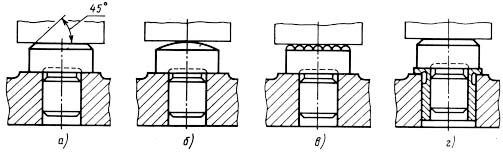
Рис. 3.6. Опорные штыри (ГОСТ 13440-68, ГОСТ 13441-68, ГОСТ 13442-68):
а - с плоской головкой для установки детали по обработанной поверхности; б - со сферической головкой для установки детали по необработанным поверхностям; в - с насечкой для установки детали по необработанным поверхностям и чугунных деталей; г - опорный штырь, установленный в стальную закаленную переходную втулку.
Вспомогательные опоры (самоустанавливающиеся и подводимые) применяют вместе с
основными опорами для повышения жесткости и устойчивости детали
в приспособлении при ее обработке на станке.
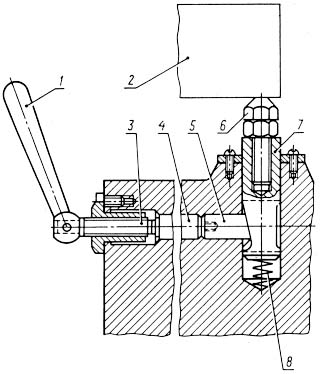
Рис. 3.7. Самоустанавливающаяся одноточечная опора (1 - рукоятка; 2 - обрабатываемая деталь;
3, 6 - винты; 4, 5 - пальцы; 7, 8 - плунжеры; 8 - пружина).
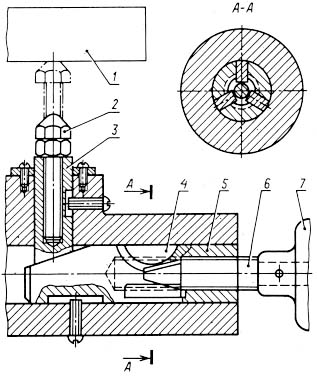
Рис. 3.8. Подводимая одноточечная клиновая опора (1 - обрабатываемая деталь; 2 - регулируемый винт; 3 - плунжер; 4 - шпонка; 5 - клин; 6 - винт; 7 - рукоятка).
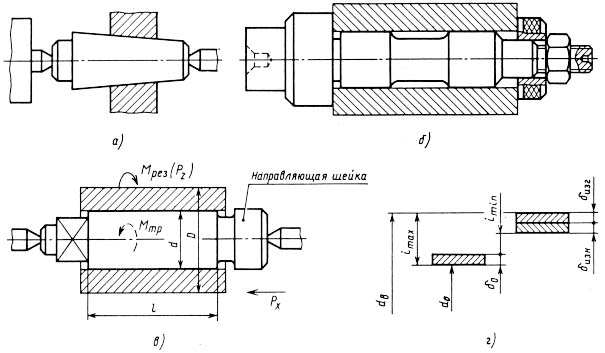
Рис. 3.9. Центровые оправки для установки цилиндрических заготовок в центрах на токарном станке:
а - конусная для высокой точности центрирования; б - оправка для установки заготовки с гарантированным зазором; в - оправка под запрессовку.
Условные обозначения: Мтр - момент трения, Мрез - момент резания, Рх - сдвигающая сила (сила сопротивления подаче);
г - расположение полей допусков соединения оправка-заготовка.
Условные обозначения: dизн - допуск на износ оправки; dизг - допуск на изготовление оправки;
imim, imax - зазор между деталью и оправкой; d0 - допуск на отверстие; d0 - диаметр отверстия;
dв - диаметр вала.
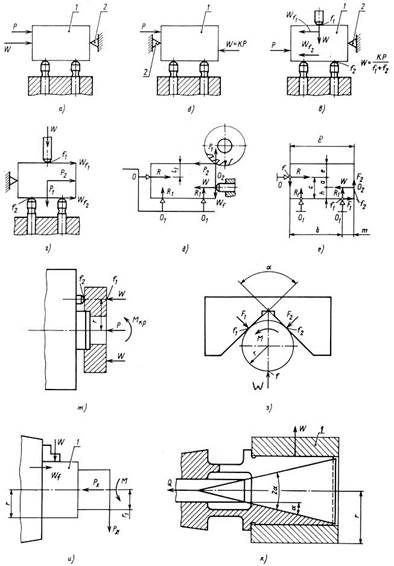
Рис. 3.10.Варианты действия сил резания, моментов и сил зажима на обрабатываемую деталь
(1 - обрабатываемая деталь; 2 - опора приспособления).
Условные обозначения: Р - сила резания; W - сила зажима; Q - сила тяги; R - реакция опор;
Мкр - крутящий момент; М - момент сопротивления резанию; К - коэффициент запаса;
f - коэффициент трения между деталью и элементами приспособления.
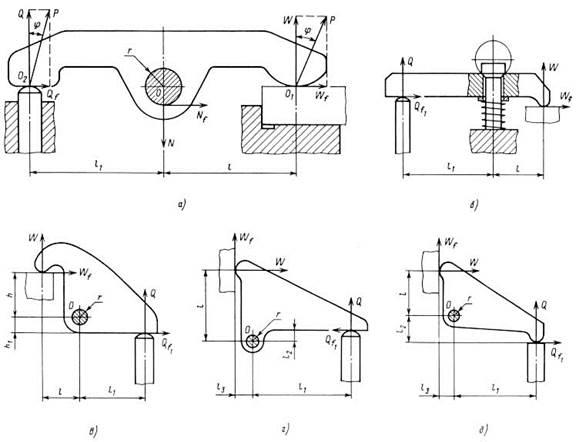
Рис. 3.11. Разновидности рычажных зажимов.
Условные обозначения: Q - исходная сила; W - сила зажима; Qf , Wf , Nf - силы трения; j - угол трения; r - радиус оси рычага; l, l1, l2, l3 - плечи рычагов.
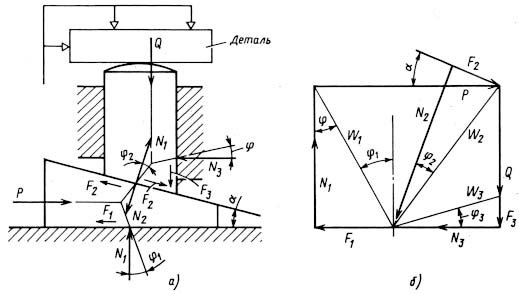
Рис. 3.12. Схема расчета клинового зажима:
а - схема работы клинового зажима; б - схема действия сил в клиновом зажиме.Условные обозначения: Р - сила зажима; Q - реакция на силу зажима со стороны детали; F1, F2, F3 - коэффициенты трения; N1, N2, N3 - нормальные составляющие от действующих сил; j1, j2, j3 - углы трения; a - угол клина.
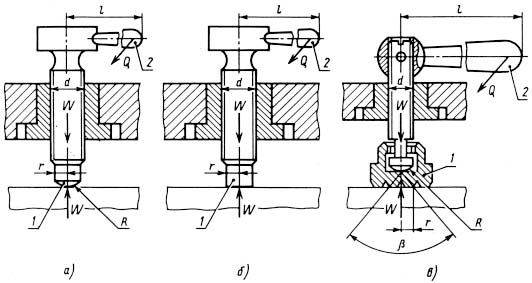
Рис. 3.13. Винтовые зажимы (1 - торец винтового зажима; 2 - рукоятка винтового зажима:
а - резьбовой со сферическим торцом; б - винтовой с плоским торцом; в - резьбовой со сферическим торцом, упирающимся в конусное гнездо зажимного башмака).
Условные обозначения: Q - сила, приложенная на конце рукоятки; W - сила зажима; l - длина рукоятки; d - диаметр винтового зажима.
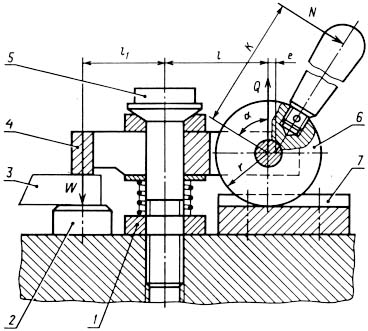
Рис. 3.14. Эксцентриковый зажим (1 - гайка; 2, 7 - опоры; 3 - обрабатываемая деталь; 4 - планка;
5 - стержень; 6 - эксцентрик).
Условные обозначения: W - усилие зажима; N - сила на рукоятке; К - длина рукоятки; a - угол поворота рукоятки эксцентрика; е - величина эксцентриситета; r - радиус оси эксцентрика;
l1, l2 - плечи рычага (планки).
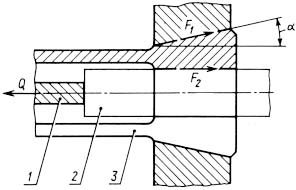
Рис. 3.15. Цанговый зажим (1 - упор; 2 - пруток; 3 - лепесток цанги).
Условные обозначения: Q - усилие зажима; F1, F2 - силы трения; a - угол цанги.
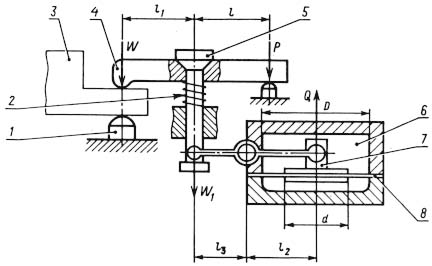
Рис. 3.16. Комбинированное зажимное устройство с пневмоприводом (1 - опора; 2 - пружина;
3 - деталь; 4 - планка; 5 - стержень; 6 - рычаг-усилитель; 7 - шток мембраны; 8 - мембрана).
Условные обозначения: W - сила. зажима; Q - сипа на штоке пневмокамеры; Р - реакция опоры;
l, l1, l2, l3 - длины плеч рычагов.
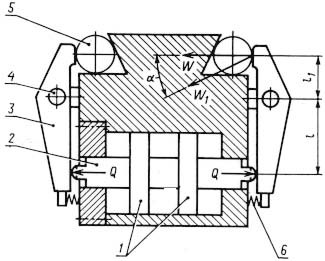
Рис. 3.17. Комбинированное зажимное устройство с пневмоцилиндром (1 - поршень пневмоци-
линдра; 2 - шток пневмоцилиндра; 3 - рычаг; 4 - ось рычага; 5 - зажимаемая деталь; 6 - пружина).
Условные обозначения: W, W1 - силы зажима детали; Q - сила на штоке; l1 и l2 - плечи планки;
a - угол между силами зажима детали.
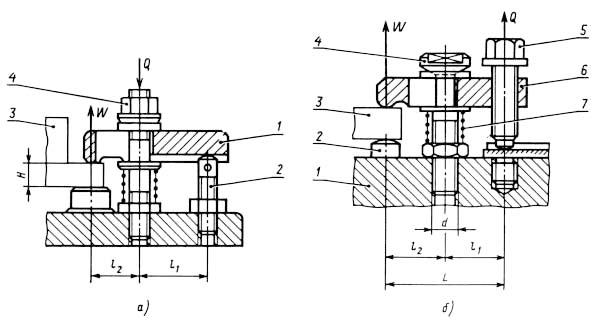
Рис. 3.18. Комбинированные винтовые зажимы:
a - нормализованный винтовой прихват с передвижной прижимной планкой (1 - прижимная планка; 2 - регулируемая опора; 3 - обрабатываемая деталь; 4 - гайка).
Условные обозначения: Q - сила затягивания; W - сила зажима; l1 и l2 - плечи прижимной планки.
б - нормализованный винтовой прихват (1 - корпус приспособления; 2 - опора, 3 - обрабатываемая деталь; 4 - головка; 5 - винт; 6 - прихват; 7 - пружина).
Условные обозначения: Q - сила затягивания; W - сила зажима; l1 и l2 - плечи прихвата.
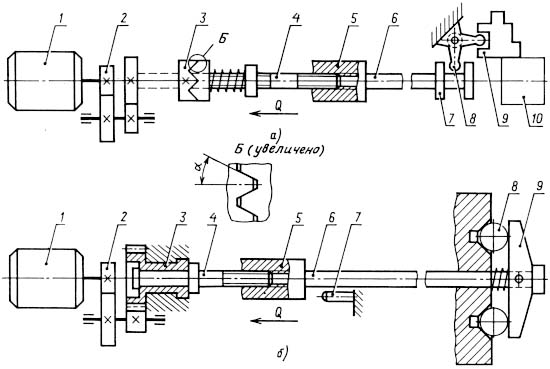
Рис. 3.19. Электромеханические приводы:
a - схема зажимного устройства с электромеханическим приводом для вращающегося приспособления (1 - мотор; 2 - редуктор; 3 - муфта; 4 - винт; 5 - гайка; 6 - шток; 7 - втулка;
8 - рычаг; 9 - кулачок; 10 - обрабатываемая деталь);
б - электромеханический привод для перемещения зажимных устройств в стационарном приспособлении (1 - электродвигатель; 2 - редуктор; 3 - зубчатое колесо; 4 - вал; 5 - гайка; 6 - шток; 7 - путевой выключатель; 8 - обрабатываемая деталь; 9 - прихват).
Условные обозначения: Q - тяговая осевая сила.
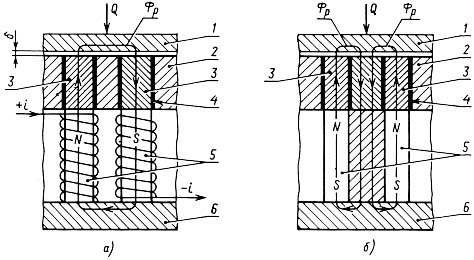
Рис. 3.20. Электромагнитные приводы:
a - электромагнитное приспособление (1 - обрабатываемая деталь; 2 - адаптерная плита;
3 - магнитопровод; 4 – прокладка; 5 - электромагнитные катушки; 6 - основание приспособления);
б - магнитное приспособление с постоянными магнитами (1 - обрабатываемая деталь;
2 - адаптерная шита; 3 - магнитопровод; 4 - прокладка; 5 - постоянный магнит; 6 - основание).
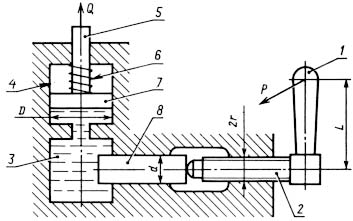
Рис. 3.21. Механогидравлический привод (1 - рукоятка; 2- винт; 3 - резервуар; 4 - цилиндр;
5 - шток; 6 - пружина; 7 - поршень; 8 - плунжер).
Используется в приспособлениях, требующих больших сил зажима.
Условные обозначения: Q - сила на штоке гидроцилиндра; Р - усилие на рукоятке; d - диаметр плунжера; L - длина рукоятки; г - радиус винта; D - диаметр поршня.
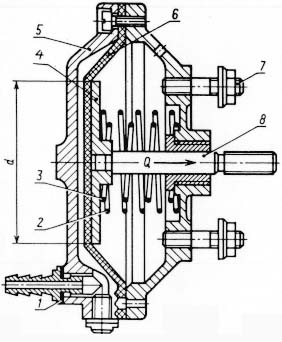
Рис. 3.22. Вакуумные приводы:
a - с применением пневмоцилиндра (1 - обрабатываемая деталь; 2 - корпус; 3 - вакуумный цилиндр; 4 - пневмоцилиндр; 5 - распределительный кран; 6 - уплотнитель; А - вакуумная полость).
б - с применением вакуумного насоса (1 - деталь; 2 - приспособление; 3 - распределительный кран; 4 - ресивер; 5 - насос; А - вакуумная полость).
Рис. 3.23. Пневмокамера одностороннего действия (1 - штуцер; 2, 3 - пружины; 4 - стальной диск;
5 - корпус; 6 - диафрагма; 7 - шпилька; 8 - шток).
Условные обозначения: Q - усилие на штоке; d - диаметр стального диска.
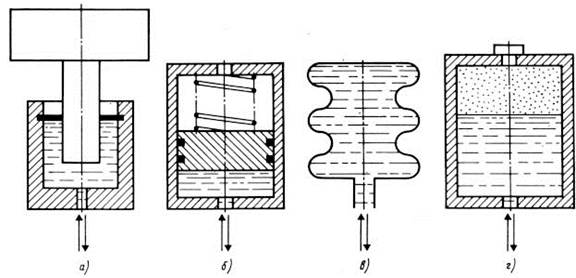
Рис. 3.24. Гидроаккумуляторы:
а - грузовой; б - пружинный; в - с упругим корпусом; г - пневмогидроаккумулятор.
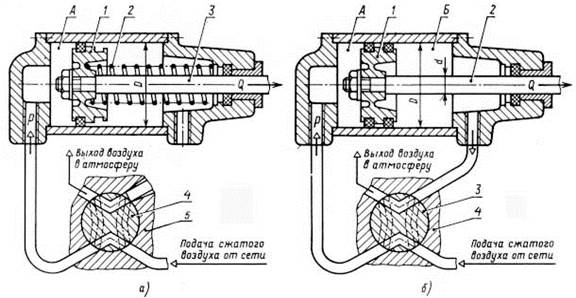
Рис. 3.25. Пневмоцилиндры:
а - одностороннего действия (1 - поршень; 2 - пружина; 3 - шток; 4 - золотник; 5 - кран;
А - бесштоковая полость пневмоцилиндра);
б - двустороннего действия (1 - поршень; 2 - шток; 3 - золотник; 4 - кран; А - бесштоковая полость; Б - штоковая полость);
Условные обозначения: Q - усилие на штоке пневмоцилиндра; р - давление воздуха на входе;
D - диаметр поршня; d - диаметр штока.
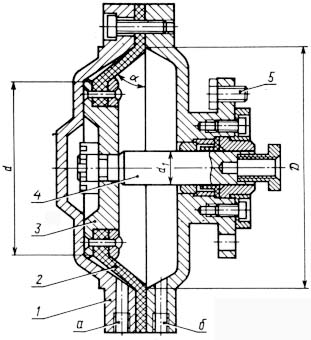
Рис. 3.26. Пневмокамера двустороннего действия (1 - крышка; 2 - диафрагма; 3 - стальной диск;
4 - шток; 5 - шпилька; а, б - отверстия).
Условные обозначения: D - диаметр диафрагмы; d - диаметр опорного диска; d1 - диаметр штока.
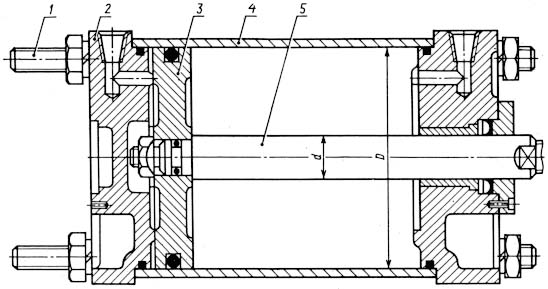
Рис. 3.27. Гидроцилиндр двустороннего действия (1 - штуцер; 2 - корпус; 3 - поршень; 4 - гильза;
5 - шток).
Условные обозначения: D - диаметр поршня; d - диаметр штока.
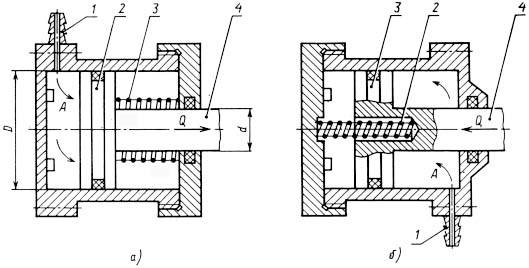
Рис. 3.28. Гидроцилиндры одностороннего действия (1 - штуцер; 2 - поршень; 3 - пружина;
4 - шток; А - напорная полость): а - толкающий; б - тянущий.
Условные обозначения: Q - усилие на штоке; d - диаметр штока; D - диаметр поршня.
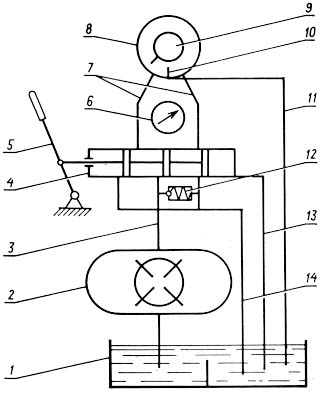
Рис. 3.29. Схема гидропривода (1 - бак; 2 - насос; 3 - поршень; 4 - золотник; 5 - рукоятка;
6 - манометр; 7, 13, 14 - трубопроводы; 8 - лопастной насос; 9 - ротор; 10 - упор; 11 - маслопровод; 12 - клапан).
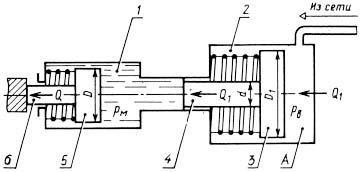
Рис. 3.30. Пневмогидроусилитель (1 - гидравлический цилиндр; 2 - пневмоцклиндр; 3 - поршень;
4 - шток; 5 - поршень гидроцилиндра; 6 - шток гидроцилиндра; А - бесштоковая полость).
Условные обозначения: Q - усилие на штоке гидроцилиндра; Q1 - усилие на штоке пневмоцилиндра; рм - давление масла; pв - давление воздуха; D - диаметр поршня гидроцилиндра; D1 - диаметр поршня пневмоцилиндра; d - диаметр штока пневмоцилиндра.
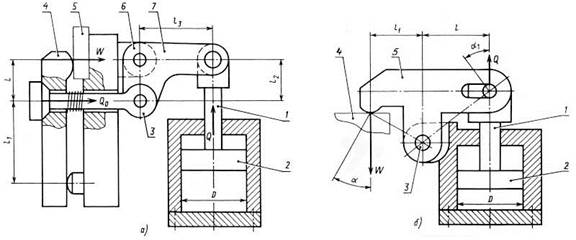
Рис. 3.31. Пневматические зажимы:
а - с рычажным механизмом-усилителем (1 – шток; 2 - поршень; 3 - стержень; 4 - прихват;
5 - деталь; 6 - ось; 7 - рычаг); б - с рычажным механизмом (1 - шток; 2 - поршень; 3 - ось; 4 - деталь; 5 - рычаг).
Условные обозначения: W - усилие зажима; Q - усилие на штоке; l, l1, l2, l3 - длины плеч прихватов и рычагов; D - диаметр поршня.
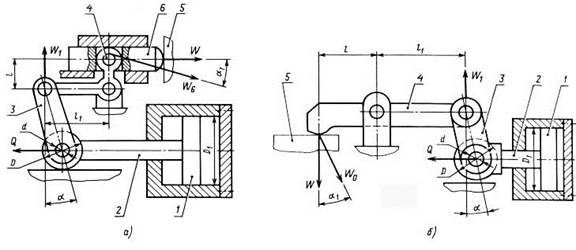
Рис. 3.32. Схемы пневматических зажимов с комбинированным усилителем (1 - поршень; 2 - шток; 3 - шарнирный механизм-усилитель; 4 - двухплечевой рычаг; 5 - деталь; 6 - ползун).
Условные обозначения: W - сила зажима детали; Q - осевая сила на штоке цилиндра; a - угол наклона рычага усилителя; a1 - дополнительный угол, учитывающий силы трения; d - диаметр оси ролика; D1 - диаметр поршня; D - диаметр ролика.
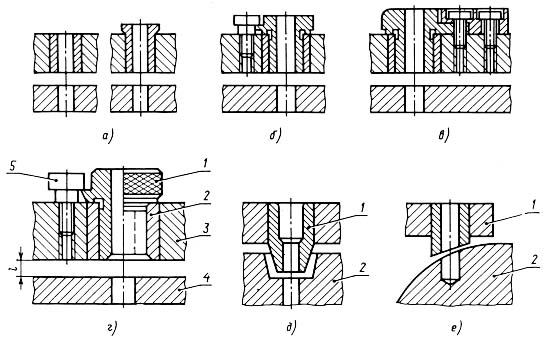
Рис. 3.33. Кондукторные втулки, применяемые в приспособлениях:
а - постоянные без буртика; б - постоянные с буртиком; в - сменные с буртиком; г - быстросменные (1 - буртик; 2 - постоянная втулка; 3 - корпус; 4 - деталь; 5 - винт); д - специальная для сверления отверстия в углублении (1 - втулка; 2 - деталь); е - для сверления отверстий на цилиндрической поверхности (1 - кондукторская втулка; 2 - деталь).
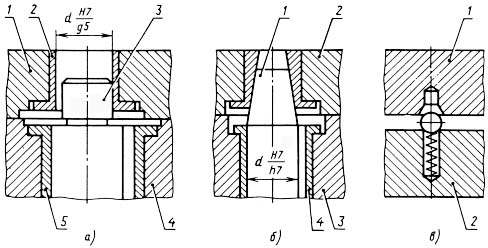
Рис. 3.34. Фиксаторы делительных устройств:
а - с цилиндрическим пальцем (1 - поворотная часть приспособления; 2, 5 - втулки;
3 - цилиндрический фиксатор; 4 - корпус приспособления); б - с коническим пальцем
(1 - конический палец; 2 - поворотная часть приспособления; 3 - корпус приспособления;
4 - втулка); в - шариковый (1 - поворотная часть приспособления; 2 - корпус приспособления).
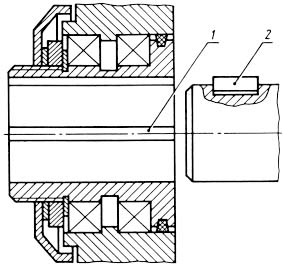
Рис. 3.35. Вращающаяся втулка для расточных станков (1 - вращающаяся втулка; 2 - шпонка).
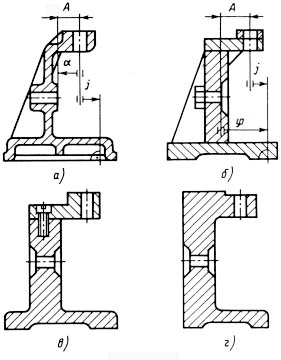
Рис. 3.36. Варианты изготовления корпуса приспособления:
а - литой; б - сварной; в - сборный; г - кованый (после снятия напусков и припусков).
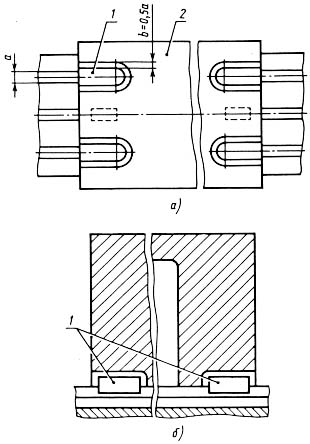
Рис. 3.37. Базирование корпуса приспособления на столе станка:
а - крепление корпуса с помощью проушин 1 в лапах корпуса 2; б - предварительное ориентирование корпуса приспособления с помощью шпонок 1.
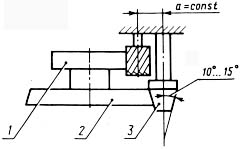
Рис. 3.38. Схема копировального устройства при работе по копиру (1 - заготовка; 2 - копир;
3 - ролик).
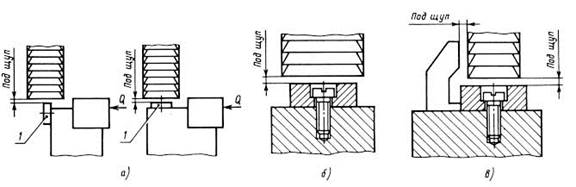
Рис. 3.39. Установи, используемые для наладки фрезерных станков:
а - установ для наладки фрез на размер (1 - установ); б - для установки фрезы в одном направлении; в - для установки фрезы в двух направлениях.
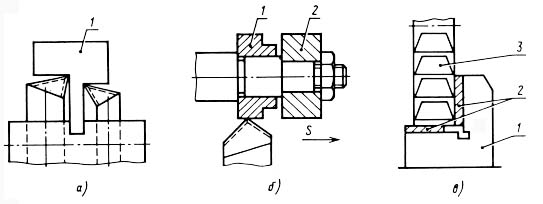
Рис. 3.40. Шаблоны для токарных и фрезерных станков:
а - для установки резцов на токарном станке (1 - шаблон); б - для установки резца на токарном станке (1 - установочное кольцо; 2 - обрабатываемая деталь); в - для установки фрезы в двух направлениях (1 - угольник; 2 - шаблон; 3 - фреза).
Дата добавления: 2020-08-31; просмотров: 1176;
Поиск по сайту
Узнать еще
- IV.3. Элементы стратегии выживания человечества
- VI.II. Элементы складки
- А - решетчатая конструкция из бетонных элементов; б - пространственная георешетка; в - укрепление откоса георешеткой; 1, 2 - бетонные элементы; 3 - анкеры; 4 - тяжи анкеров
- А. Классификация контрольных приспособлений
- Активные и пассивные элементы электрических цепей. Закон Ома
- Анализ возможных последствий неадекватного поведения элемента на смежные элементы
- Архитектурные элементы
- Б. Эксплуатация контрольных приспособлений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
