Материалы зубчатых колес
Выбор материала зубчатых колес зависит от назначения передачи и условий ее работы. Чаще всего применяют стали, реже чугуны и пластмассы.
Стали. Основными материалами для изготовления зубчатых колес силовых передач служат термически обрабатываемые стали.
В зависимости от твердости рабочих поверхностей зубьев после термообработки зубчатые колеса можно условно разделить на две группы.
Первая группа — зубчатые колеса с твердостью поверхностей зубьев Н < 350 НВ. Материалами для колес этой группы служат углеродистые стали марок 40, 45, 50Г, легированные стали марок 40Х, 45Х, 4QXH и др. Термообработку — улучшение— производят до нарезания зубьев. Твердость сердцевины зуба и его рабочей поверхности для улучшенных
колес одинакова. Колеса при твердости поверхностей зубьев Н<350 НВ хорошо прирабатываются и не подвержены хрупкому разрушению. Применяют в слабо- и средненагруженных передачах. Область применения улучшенных зубчатых колес сокращается.
Твердость шестерни прямозубой передачи рекомендуется принимать на (25...30) НВ больше твердости колеса. Это способствует прирабатываемое™, сближению долговечности шестерни и колеса, повышению сопротивления заеданию зубчатых колес.
Для косозубых передач твердость рабочих поверхностей зубьев шестерни желательна по возможности большая, так как с ее ростом увеличивается несущая способность передачи по критерию контактной прочности.
Если в прямозубой передаче в процессе зацепления пары зубьев контактная линия зацепления движется параллельно основанию зуба, то в косозубой передаче контактная линия зацепления наклонена к основанию зуба и проходит одновременно по поверхностям головки и ножки зубьев. Ножки зубьев обладают меньшей стойкостью против выкрашивания, чем головки, так как у них неблагоприятное сочетание направления скольжения и перекатывания зубьев (см. рис. И.21). Следовательно, ножка зуба колеса, работающая с головкой зуба шестерни, начнет выкрашиваться в первую очередь. При этом вследствие наклона контактной линии нагрузка (полностью или частично) передается на головку зуба колеса, работающую с ножкой зуба шестерни. Слабая ножка зуба колеса разгружается, и выкрашивание уменьшается. Дополнительная нагрузка ножки зуба шестерни не опасна, так как она изготовлена из более стойкого материала. Применение высокотвердой шестерни позволяет дополнительно повысить нагрузочную способность косозубых передач до 30 %.
Повышение твердости достигают применением различных методов поверхностного упрочнения.
Вторая группа — колеса с твердостью рабочих поверхностей Н > 45 HRC (Н > 350 НВ). При Н > 350 НВ твердость материала измеряется по шкале HRC. Высокая твердость поверхностных слоев материала при сохранении вязкой сердцевины достигается применением поверхностного термического или химико-термического упрочнения: поверхностной закалки, цементации и нитроцементации с закалкой, азотирования.
Поверхностная закалказубьев с нагревом токами высокой частоты (ТВЧ) целесообразна для зубчатых колес с модулем > 2 мм. При малых модулях мелкий зуб прокаливается насквозь, что приводит к короблению и делает зуб хрупким. Для закалки ТВЧ применяют стали марок 45, 40Х, 40ХН, 35ХМ.
Цементация(поверхностное насыщение углеродом) с последующей закалкой наряду с большой твердостью поверхностных слоев обеспечивает и высокую прочность зубьев на изгиб. Для цементации применяют стали марок 20Х, 12ХНЗА, 18ХГТ.
Азотирование(насыщение азотом) обеспечивает особо высокую твердость поверхностных слоев зубьев. Оно сопровождается малым
короблением и позволяет получать зубья высокой точности без доводочных операций. Азотированные колеса не применяют при ударных нагрузках (из-за опасности растрескивания тонкого упрочненного слоя) и при работе в загрязненной абразивом среде (из-за опасности истирания). Для азотируемых колес применяют стали марок 38Х2МЮА, 40ХНМА.
Зубья колес с твердостью Н > 45 HRC нарезают до термообработки. Отделку зубьев производят после термообработки.
Передачи с твердыми (Н > 45 HRC) рабочими поверхностями зубьев плохо прирабатываются и обеспечивать в этих передачах разность твердостей зубьев шестерни и колеса не требуется.
Выбор марок сталей для зубчатых колес. Без термической обработки механические характеристики всех сталей близки, поэтому применение легированных сталей без термообработки нерационально.
Прокаливаемость сталей различна: высоколегированных — наибольшая, углеродистых — наименьшая. Стали с плохой прокаливаемостью при больших сечениях заготовок нельзя термически обработать до высокой твердости. Поэтому марку стали для зубчатых колес выбирают с учетом размеров их заготовок (поковок). Окончательно решить вопрос о пригодности заготовки можно после проведения прочностных расчетов и определения геометрических размеров зубчатой передачи.
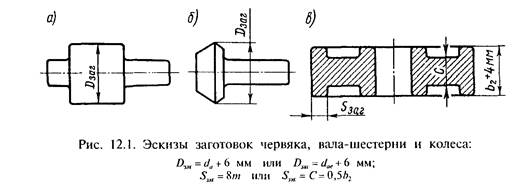
На рис. 12.1, a — в показаны эскизы заготовок червяка, вала-шестерни и колеса с выемками.
Характеристики механических свойств сталей, применяемых для изготовления зубчатых колес, после термообработки приведены в табл. 12.1.
При поверхностной термической или химико-термической обработке зубьев механические характеристики сердцевины зуба определяет предшествующая термическая обработка (улучшение).
Из табл. 12.1 видно, что характеристики сталей зависят не только от химического состава и вида термообработки, но и от предельных размеров заготовок.
Расчетные размеры заготовки Dзаг и Sзаг (см. рис. 12.1) не должны превышать предельных значений D и S, приводимых в табл. 12.1.
Применяют следующие стали и виды термической обработки (ТО):
Таблица 12.1. Механические характеристики сталей для изготовления зубчатых колес и других деталей
| Марка стали | Термообработка | Предельные размеры заготовки, мм | Твердость зубьев | Механические характеристики, Н/мм2 | ||||
| D | S | сердцевины | поверхности | σв | σт | σ-1 | ||
| 40Л | Нормализация | Л юбые | I63...207HB | 163...207 НВ | ||||
| Улучшение Улучшение | 125 80 80 50 | 235. .262 НВ 269...302 НВ | 235. .262 НВ 269..302 НВ | 780 890 | 540 650 | 335 380 | ||
| 40Х | Улучшение Улучшение Улучшение и закалка ТВЧ | 200 125 125 80 125 80 | 235...262 НВ 269. .302 НВ 269...302 НВ | 235...262 НВ 269. .302 НВ 45...50 HRC | 790 900 | 640 750 | 375 410 | |
| 40ХН 35ХМ | Улучшение Улучшение Улучшение и закалка ТВЧ | 315 200 200 125 200 125 | 235...262 НВ 269...302 НВ 269...302 НВ | 235...262 НВ 269...302 НВ 48...53HRC | 800 920 | 630 750 | 380 420 | |
| 40ХНМА | Улучшение и азотирование | 125 80 | 269...302 НВ | 50...56 HRC | ||||
| 20Х 20ХНМ 80ХГТ | Улучшение, цементация и закалка | 200 125 | 300...400 НВ | 56...63HRC | ||||
I — марки сталей одинаковы для колеса и шестерни: 45, 40Х, 40ХН,
35ХМ. ТО колеса — улучшение, твердость 235...262 НВ. ТО шестерни —
улучшение, твердость 269...302 НВ;
II — марки сталей одинаковы для колеса и шестерни: 40Х, 40ХН,
35ХМ. ТО колеса — улучшение, твердость 235...262 НВ. ТО шестерни —
улучшение и последующая закалка ТВЧ, твердость 45...50 HRC,
48...53 HRC и др. (зависит от марки стали);
III— марки сталей одинаковы для колеса и шестерни: 40Х, 40ХН, 35ХМ. ТО колеса и шестерни одинакова — улучшение и последующая закалка ТВЧ, твердость 45...50 HRC, 48...53 HRC и др. (зависит от марки стали);
IV — марки сталей различны для шестерни и колеса. Для колеса: 40Х, 40ХН, 35ХМ; ТО —улучшение и последующая закалка ТВЧ, твердость 45...50 HRC, 48...53 HRC и др. (зависит от марки стали).
Марки сталей для шестерни: 20Х, 20ХНМ, 18ХГТ. ТО шестерни — улучшение, затем цементация и закалка; твердость 56...63 HRC.
V — марки сталей одинаковы для колеса и шестерни: 20Х, 20ХНМ,
18ХГТ. ТО колеса и шестерни одинакова — улучшение, затем цемента
ция и закалка; твердость 56...63 HRC.
Несущая способность зубчатых передач по контактной прочности тем выше, чем выше поверхностная твердость зубьев. Поэтому целесообразно применение поверхностного термического или химико-термического упрочнения. Эти виды упрочнения позволяют в несколько раз повысить нагрузочную способность передачи по сравнению с улучшенными сталями.
Однако при назначении твердости рабочих поверхностей зубьев следует иметь в виду, что большей твердости соответствуют более сложная технология изготовления зубчатых колес и небольшие размеры передачи (что может привести к трудностям при конструктивной разработке узла).
Стальное литье.Применяют при изготовлении крупных зубчатых колес (J„>500 мм). Марки сталей — 35Л...55Л. Литые колеса подвергают нормализации.
Чугуны.Применяют при изготовлении зубчатых колес тихоходных открытых передач. Марки чугунов — СЧ20...СЧ35. Зубья чугунных колес хорошо прирабатываются, могут работать при скудном смазывании. Имеют пониженную прочность на изгиб, поэтому габариты чугунных колес значительно больше, чем стальных.
Пластмассы.Применяют в быстроходных слабонагруженных передачах для шестерен, работающих б паре с металлическими колесами. Зубчатые колеса из пластмасс отличаются бесшумностью и плавностью хода. В высоконагруженных передачах неработоспособны. Наиболее распространены текстолит (марок ПТ и ПТК), капролон, полиформальдегид, фенилон.
Проходя зону зацепления, при работе передачи зубья подвергаются циклическому нагружению. При этом на контактирующих поверхностях зубьев действует нормальная к ним сила F„ (см. рис. 13.1) и сила трения. Для каждого зуба напряжения изменяются во времени по прерывистому отнулевому циклу (см. рис. 2.6). Повторно-переменные напряжения являются причиной усталостного разрушения зубьев — их поломки или выкрашивания рабочих поверхностей. Скольжение и силы трения в зацеплении вызывают изнашивание и заедание зубьев.
Поломка зубьев.Это наиболее опасный вид разрушения. Излом зубьев является следствием действующих в зубьях повторно-переменных напряжений изгиба или перегрузки. Усталостные трещины (см. рис. 13.3) образуются у основания зуба на той стороне, где от изгиба возникают наибольшие напряжения растяжения. Прямые короткие зубья выламываются полностью по сечению у основания зуба. При усталостном разрушении на теле колеса после излома остается вогнутая, а при поломке вследствие перегрузки — выпуклая поверхность. Зубья шевронных и широких косозубых колес разрушаются по наклонному сечению (рис. 12.2, а).
Повышению прочности зуба способствуют: увеличение модуля, снижение концентрации напряжений в основании зубьев, применение модификации, повышение прочности материала колес, повышение точности изготовления и монтажа передачи.
Для предупреждения усталостной поломки зубьев проводят расчет на прочность по напряжениям изгиба о>. Индекс F приписывают всем
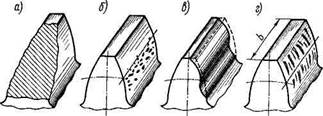
Рис. 12.2. Виды разрушения зубьев
параметрам, связанным с расчетом по напряжениям изгиба, который выполняют для основания ножки (Foot) зуба.
Усталостное выкрашивание рабочих поверхностей зубьев.Это основной вид разрушения зубьев для большинства закрытых хорошо смазываемых передач. Является следствием действия повторно-переменных контактных напряжений ан (см. рис. 2.6). Индекс Н приписывают всем параметрам, связанным с расчетом по контактным напряжениям. Разрушение начинается на ножке зуба вблизи полюсной линии, где действуют наибольшая нагрузка (зона однопарного зацепления) и большая сила трения (вблизи полюса минимальные скорости скольжения, см. § 11.9), способствующая образованию микротрещин на поверхности зубьев (см. рис. 2.7). Развитию трещин способствует расклинивающий эффект смазочного материала, попавшего в трещины зубьев. Развитие трещин приводит к выкрашиванию частиц материала с поверхности, образованию мелких ямок (рис. 12.2, б), переходящих затем в более крупные раковины. При выкрашивании нарушаются условия образования сплошной масляной пленки (масло выжимается в ямки), что приводит к быстрому изнашиванию и задиру зубьев. Возрастают динамические нагрузки, шум, повышается температура.
Выкрашивание может быть ограниченными прогрессирующим.Ограниченное выкрашивание наблюдается на участках с концентрацией напряжений. В колесах из хорошо прирабатывающихся материалов такое выкрашивание после приработки прекращается, не отражаясь на работе передачи. Опасно прогрессирующее выкрашивание, постепенно поражающее всю рабочую поверхность ножек зубьев.
Предотвращению выкрашивания способствует повышение твердости поверхности зубьев, уменьшение шероховатости рабочих поверхностей, модификация профиля, правильный выбор сорта масла. Для предупреждения усталостного выкрашивания зубьев проводят расчет на прочность по контактным напряжениям сн.
В открытых передачах выкрашивания не происходит, так как изнашивание поверхности зубьев опережает развитие усталостных трещин.
Изнашивание зубьев.Это основной вид разрушения зубьев открытых передач и передач с твердосмазочными покрытиями. По мере изнашивания зуб утончается (рис. 12.2, в), ослабляется его ножка, увеличиваются зазоры в зацеплении, что приводит к потере кинематической точности
и в конечном счете — к поломке зубьев. Разрушению зубьев предшествует возникновение повышенного шума при работе передачи. Изнашивание можно уменьшить защитой от попадания абразивных частиц, повышением твердости и понижением шероховатости рабочих поверхностей зубьев, уменьшением скольжения зубьев путем модификации.
Заедание зубьев(см. § 10.3) заключается в приваривании частиц материала одного зуба к другому вследствие разрушения смазочной пленки и местного повышения температуры в зоне контакта. Образовавшиеся наросты на зубьях задирают рабочие поверхности сопряженных зубьев, бороздя их в направлении скольжения (рис. 12.2, г). Заедание зубьев предупреждают повышением твердости, понижением шероховатости рабочих поверхностей зубьев, применением модификации, подбором противозадирных масел.
При работе зубчатой передачи зубья, входя поочередно в зацепление, подвергаются нагружению по прерывистому отнулевому циклу (см. рис. 2.6). Если параметры цикла неизменны во времени, то режим нагружения называют постоянным.
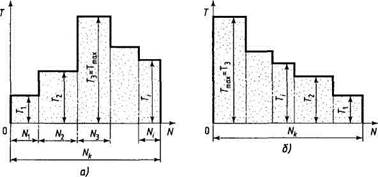
Большинство зубчатых передач работает в условиях переменных режимов нагружения, которые задают циклограммой, т. е. графиком изменения вращающего момента Т во времени (рис. 12.3, а).
Исследованиями установлено, что при всем многообразии циклограмм моментов их можно приближенно свести к шести стандартным типовым режимам нагружения.
|
| Рис. 12.3. Циклограмма моментов |
При вычерчивании графиков типовых режимов нагружения фактическую циклограмму (см. рис. 12.3, а) заменяют упорядоченной циклограммой (см. рис. 12.3, б), на которой вращающие моменты Тi, действующие в течение требуемого ресурса NK, располагают последовательно в порядке убывания их значений. Затем строят эту циклограмму в относительных координатах Tj/Tmax, ΣN,/NK и полученную ступенча-
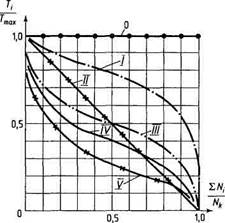
Рис. 12.4. Типовые режимы нагружения
тую циклограмму заменяют плавной огибающей кривой. Так получают графическое изображение шести типовых режимов нагружения, которые на рис. 12.4 обозначены: 0 — постоянный; I —тяжелый; II—средний равновероятный; III— средний нормальный; IV —легкий; V — особо легкий.
На рис. 12.4: 7) — текущее значение вращающего момента; Tmах — максимальный из вращающих моментов; ΣNi — суммарное число циклов нагружения при работе с моментами, равными Тi ; Nk — число циклов нагружения за расчетный срок службы передачи (требуемый ресурс).
0— постоянный режимнагружения — является наиболее тяжелым. Его принимают за расчетный для неопределенных режимов нагружения (например, редуктор общего назначения может быть использован в различных условиях). К режимам постоянного нагружения относят режимы с отклонениями до 20 %. При этом за расчетную принимают нагрузку, соответствующую номинальной мощности двигателя.
1—тяжелый режимнагружения — характерен для машин, которые работают большую часть времени с нагрузками, близкими к номинальным, например для горных машин.
II— средний равновероятный режимнагружения — характерен для
машин, которые работают одинаковое время при всех значениях на
грузок, например для транспортных машин.
III— средний нормальный режимнагружения — характерен для машин, которые работают большую часть времени при средних нагрузках, например для достаточно интенсивно эксплуатируемых машин.
IV—легкий режим нагружения— характерен для машин, которые работают большую часть времени с нагрузками ниже средних, например для широко универсальных металлорежущих станков.
V—особо легкий режимнагружения — характерен для машин, которые работают большую часть времени с малыми нагрузками, например для металлорежущих станков.
В расчетах зубчатых передач на выносливость фактический переменный режим нагружений заменяют эквивалентным (по усталостному воздействию) постоянным режимом.
Остановимся на основных понятиях об эквивалентных режимах работы. Предположим, что зубья зубчатого колеса работают в переменном режиме нагружения, имеющем несколько ступеней, и на каждой i-й ступени испытывают Ni циклов нагружения. Экспериментально установлено, что разрушение зубьев при действии циклических напряжений происходит после ΣNi циклов нагружений в результате постепенного накопления в материале повреждений (например, в виде микротрещин). Опытом установлено, что при работе на нескольких ступенях нагружения повреждения продолжают независимо нарастать по закону прямой и поэтому их можно линейно суммировать.
|
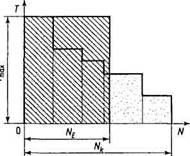
Следовательно фактический переменный режим нагружения можно заменить эквивалентным постоянным режимом, при котором зубья колеса приобретают ту же степень повреждения. В качестве эквивалентного (рис. 12.5) принимают постоянный редким с номинальным моментом, равным наибольшему из длительно действующих моментов (на рис. 12.3 Tmax= T3), и эквивалентным числом циклов нагружения NE.
| Рис. 12.5. Схема к определению эквивалентного постоянного режима нагружения |
Эквивалентные числа циклов нагружения NHE и NFE при расчете на контактную и изгибную прочность определяют соответственно по формулам:

(12.1)
где коэффициенты эквивалентности:

|
здесь qF— показатель степени уравнения кривой усталости (см. § 2.3): для нормализованных и улучшенных колес gF=6, для закаленных и поверхностно упрочненных зубьев qF=9.
Требуемый ресурсNK рассчитываемого зубчатого колеса в циклахпри частоте вращения п, мин', и времени работы Lk, ч:
(12.2)

где n3 число зацеплений зуба рассчитываемого колеса за один его
оборот (численно равно числу колес, находящихся в зацеплении с рассчитываемым).
Значения коэффициентов эквивалентности μH и μF для типовых режимов нагружения приведены в табл. 12.2.
Таблица 12.2. Характеристики типовых режимов нагружения
| Обозначение режима по рис. 12.4 | μH | μF | |
| qF = 6 | qF = 9 | ||
| 1 II III IV V | 1,000 0,500 0,250 0,180 0,125 0,063 | 1,000 0,300 0,143 0,065 0,038 0,013 | 1,000 0,200 0,100 0,063 0,016 0,004 |
Расчетная нагрузка
При работе в зубчатых передачах возникают дополнительные нагрузки, связанные с условиями нагружения, точностью изготовления, жесткостью валов и опор и др. В расчетах это учитывают умножением номинальной силы FH0M или момента Тиои на коэффициент нагрузки К:

|

|
или
(12.3)
Дата добавления: 2020-05-20; просмотров: 813;
Поиск по сайту
Узнать еще
- IV. СПРАВОЧНЫЕ МАТЕРИАЛЫ И РЕКОМЕНДУЕМЫЕ ДОКУМЕНТЫ
- IV. ФЕРРОМАГНИТНЫЕ МАТЕРИАЛЫерромагнитные материалы
- V. Материалы госстатистики и экономических исследований.
- А. Детали зубчатых передач
- Абразивные и вспомогательные материалы
- Аморфные магнитные материалы
- Анализ процесса качения эластичного колеса по деформируемому грунту
- Антифрикционные материалы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
