Виды, способы и схемы намагничивания
Используют следующие виды намагничивания: полюсный (продольный, поперечный, нормальный), циркулярный (бесполюсный), комбинированный и во вращающемся магнитном поле. Вид, способ и схему намагничивания выбирают в зависимости от геометрической формы и размеров ОК, материала и толщины немагнитного защитного (естественного) покрытия, а также от типа, местоположения и направления подлежащих выявлению дефектов.
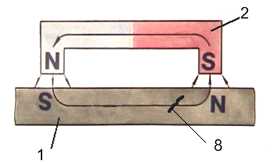
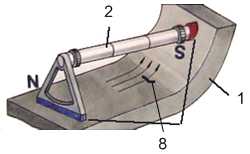
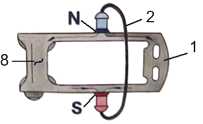
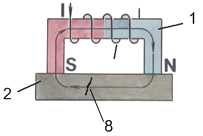
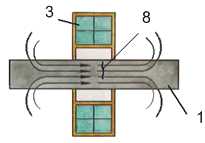
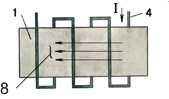
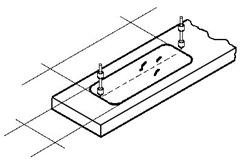
При полюсном продольном намагничивании магнитные силовые линии направлены вдоль продольной оси или наибольшего размера детали, пересекая поверхность и образуя на ее концевых участках магнитные полюсы. Этот способ намагничивания служит для выявления дефектов, направление которых перпендикулярно линиям намагничивающего поля или составляет с ними угол не менее 30°. Дефекты, ориентированные строго параллельно линиям поля, не выявляются. Как видно из рис. 1.33, полюсное намагничивание осуществляется путем размещения детали между полюсами постоянного магнита (рис. 1.33, а – г), электромагнита (рис. 1.33, д), помещения детали в соленоид (рис. 1.33, е) и обвивки детали или ее части гибким кабелем (рис. 1.33, ж, и).
Использование постоянного магнита (см. рис. 1.33, а – г) рациональнее, особенно в полевых условиях или если отсутствует специальное дополнительное оборудование магнитного контроля.
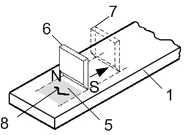
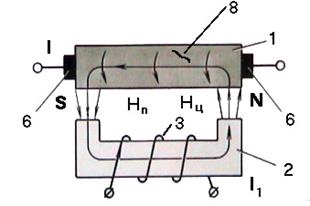
На схемах представлены: 1 – объект контроля (деталь); 2 – магнитопровод; 3 – обмотка; 4 – кабель; 5 – зона контроля; 6, 7 – перемещаемый магнит; 8 – дефект.
Несмотря на отмеченные преимущества, измененить напряженность намагничивающего поля почти невозможно. Линии поля в местах входа в деталь и выхода из нее образуют зоны магнитных полюсов S и N. Эти зоны – области с ярко выраженной неоднородностью магнитного поля – вносят неоднозначность дефектоскопирования, так как их образование не связано с дефектами. Участки между полюсами намагничиваются преимущественно равномерно.
а
| б

| ||
в
| г
| ||
д
| е
| ||
ж
| з
| и

| |
Рис. 33. Схемы реализации полюсного намагничивания: а – с помощью подковообразного постоянного магнита; б, в – приставных постоянных магнитов типа МСН-11 и МСН-11.01; г – приставного постоянного магнита с гибким магнитопроводом типа МСН-12; д – электромагнита; е – соленоида; ж – гибкого кабеля, намотанного соленоидом; з – магнитного контакта; и – обвивкой зубьев шестерни кабелем
Участок детали, в пределах которого значение тангенциальной составляющей Нt достаточно для выявления дефектов с требуемой чувствительностью, называют зоной достаточной намагниченности (ДН). Достоинством электромагнита (см. рис. 33, д) является возможность управления режимом контроля. Постоянные магниты и электромагниты применяют при контроле плоских или слабо искривленных участков поверхности детали. намагничивание электромагнитами используют преимущественно для намагничивания участков крупных деталей и всей детали, которую располагают между полюсами электромагнита как замыкающее звено магнитопровода. Примером такой схемы является намагничивание надрессорной балки и боковых рам тележек вагонов с помощью намагничивающих систем МСН-10, МСН-31 или МСН-32. Направление выявляемых дефектов – поперечное.
 Продольное намагничивание соленоидом применяют в основном для осесимметричных деталей или по участкам деталей типа валов, например на участках средней и подступичных частей, а также шеек оси колесной пары. При этом сказывается влияние размагничивающего фактора, поэтому и истинная напряженность магнитного поля внутри ОК оказывается меньше расчетной. Зона ДН включает в себя зону, занятую витками соленоида с прилегающими участками по обеим сторонам (примерно по 150 мм). Длина зоны зависит от формы и размеров детали, положения соленоида относительно детали и величины зазора между корпусом соленоида и контролируемой поверхностью. Максимальная длина зоны ДН обеспечивается при зазоре между корпусом соленоида и контролируемой поверхностью h,равном 40 – 60 мм (рис. 1.34). Отношение Нп/Нt возрастает при перемещении соленоида от середины к концам детали и достигает наибольшего значения на участках, прилегающих к торцам детали (рис. 1.35). На этих же участках длина зоны ДН уменьшается из-за возрастания Нп.
Продольное намагничивание соленоидом применяют в основном для осесимметричных деталей или по участкам деталей типа валов, например на участках средней и подступичных частей, а также шеек оси колесной пары. При этом сказывается влияние размагничивающего фактора, поэтому и истинная напряженность магнитного поля внутри ОК оказывается меньше расчетной. Зона ДН включает в себя зону, занятую витками соленоида с прилегающими участками по обеим сторонам (примерно по 150 мм). Длина зоны зависит от формы и размеров детали, положения соленоида относительно детали и величины зазора между корпусом соленоида и контролируемой поверхностью. Максимальная длина зоны ДН обеспечивается при зазоре между корпусом соленоида и контролируемой поверхностью h,равном 40 – 60 мм (рис. 1.34). Отношение Нп/Нt возрастает при перемещении соленоида от середины к концам детали и достигает наибольшего значения на участках, прилегающих к торцам детали (рис. 1.35). На этих же участках длина зоны ДН уменьшается из-за возрастания Нп.
Гибкий кабель для выявления поперечных дефектов наматывают (см. рис. 1.33, ж) в виде соленоида непосредственно на деталь или жесткий каркас из немагнитного материала. Между кабелем и деталью должен быть зазор от 10 до 20 мм. Интересен вариант схемы полюсного поперечного намагничивания зубьев шестерен путем пропускания импульсного тока по кабелю, проложенному в межзубных впадинах (рис. 1.33, и). В индукторах дефектоскопов типа УМДЗ, используемых в локомотивном хозяйстве при контроле венцов зубчатых колес и шестерен, данный кабель жестко закреплен в корпусе индуктора.

Рис. 1.35. Уменьшение зоны ДН
при перемещении соленоида к торцу детали
Определение тока в соленоиде осуществляется по упрощенным, в отличие от выражений (1.18) и (1.19), формулам:
 ;
;
 , (1.42)
, (1.42)
где  – тангенциальная составляющая напряженности поля в ОК, А/см;
– тангенциальная составляющая напряженности поля в ОК, А/см;
 – постоянная соленоида w/l; w – число витков; l и D – длина и диаметр соленоида, см.
– постоянная соленоида w/l; w – число витков; l и D – длина и диаметр соленоида, см.
Намагничивание способом магнитного контакта (рис. 33, з) применяют при контроле СОН. При этом полюс постоянного магнита или электромагнита перемещают по контролируемой поверхности. Зона контроля равна ширине полюсного наконечника.
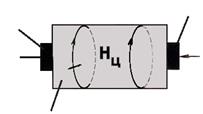
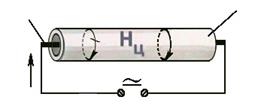
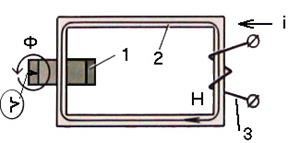
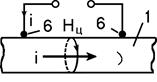
При циркулярном намагничивании магнитные силовые линии замыкаются главным образом в детали. Этот вид намагничивания осуществляется пропусканием электрического тока по детали (рис. 1.36, а) или ее части (рис. 1.36, д, е), по проводнику или кабелю, проходящему через сквозное отверстие в детали (рис. 1.36, б), тороидальной обмотке (рис. 1.36, в), путем его индуцирования в кольцевой детали (рис. 1.36, г). Наиболее эффективно циркулярное намагничивание деталей, имеющих форму тел вращения. При этом вокруг детали образуется магнитное поле, деталь намагничивается круговым потоком силовых линий, расположенных в плоскостях, перпендикулярных направлению тока. Магнитный поток из детали не выходит, он замыкается внутри детали, исключая зоны трещин.
При намагничивании с помощью тороидальной обмотки, например, свободных внутреннего или внешнего кольца буксового подшипника (см. рис. 1.36, д), магнитные линии в детали также имеют вид концентрических окружностей. Такое намагничивание применяют для выявления на торцах трещин радиальных и трещин, расположенных вдоль цилиндрической поверхности.

|
| ||||||||||||||||
в

| г

| ||||||||||||||||
д
| 

 
|
Рис. 1.36. Схемы реализации циркулярного намагничивания: а – пропусканием тока через деталь; б – с помощью шины с током, помещенной в отверстие детали; в – пропусканием тока по тороидальной обмотке; г – путем индуцирования тока в деталь; д – с помощью контактных головок, устанавливаемых на деталь; е – пропусканием тока по участку детали
на схеме (рис. 1.36) представлены: 1 – объект контроля (деталь); 2 – магнитопровод; 3 – обмотка; 4 – кабель; 5 – шина с током; 6, 7 – контактные головки; 8 – дефекты.
Определить намагничивающий ток по схеме (рис. 1.36), можно по формуле:
 , (1.43)
, (1.43)
где – тангенциальная составляющая напряженности поля в ОК, А/см;
l – длина средней линии тороида, см; w – число витков обмотки.
Циркулярное намагничивание по схеме (рис. 1.36, б) применяют при контроле втулок и фланцев. При этом используют неферромагнитный стержень (медную шину) или кабель. В результате выявляются продольные дефекты на внутренней и внешней поверхностях втулок (труб), а также радиальные дефекты на торцах втулок и фланцев. Радиальные дефекты удобнее выявлять вокруг отверстий.
Расчет намагничивающих токов при циркулярном намагничивании производят по формулам:  – для схем «а», «б»;
– для схем «а», «б»;  – для схемы «е».
– для схемы «е».
здесь Ht – тангенциальная составляющая напряженности магнитного поля, А/см; D – внешний диаметр объекта, см; l – длина участка, см; с – ширина участка (рекомендуемые значения: l = (7 – 25) см, с » 0,6l). Расчет тока для схемы «д» производят по формуле  , когда расстояние l между контактами 6 значительно больше внешнего диаметра D детали, т. е. при
, когда расстояние l между контактами 6 значительно больше внешнего диаметра D детали, т. е. при
l/D > 5 – 10.
В случае циркулярного намагничивания пластин расчет менее точен, но можно полагать, что при соотношении сторон сечения более 10–15 напряженность магнитного поля на поверхности пластины определяется соотношением:
 , (1.44)
, (1.44)
где b – большая сторона сечения пластины.
Для деталей более сложной формы расчет будет не точен, поэтому приходится пользоваться или очень приближенными оценками, или, в конечном счете, устанавливать режим намагничивания экспериментально на образцах с дефектами.
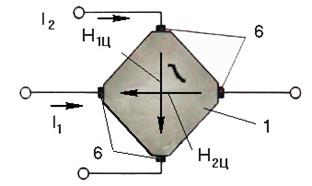
Комбинированное намагничивание достигается в результате одновременного продольного и циркулярного намагничивания и использования для него токов одного вида или токов разного вида с соответствующими моментами включения или с изменением их значений и направления. В этом случае возникает результирующее поле, величина которого зависит от параметров каждого из полей. Необходимо, чтобы суммарный вектор намагниченности поворачивался относительно оси детали в пределах 90°. Комбинированное намагничивание позволяет выявлять трещины, направленные под разными углами к оси контролируемой детали. Его осуществляют как пропусканием тока по детали с помощью электромагнита (рис. 1.37, а) и соленоида (рис. 1.37, б), путем индуктирования тока в детали и тока, проходящего по проводнику, который помещают в отверстие детали (рис. 1.37, в), так и пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно-перпендикулярных направлениях (рис. 1.37, г). при этом намагничивающий ток для циркулярного и полюсного намагничивания определяют по формулам (1.42), (1.43).
В депо и на вагоноремонтных заводах широко применяют комбинированное намагничивание по схеме (рис. 1.37, б) в установках МДУ1-КПВ, МДУ2-КПВ при магнитном контроле осей колесных пар с напрессованными внутренними кольцами буксовых подшипников.
Намагничивание во вращающемся магнитном поле используют при контроле СОН объектов с большим размагничивающим фактором, с неэлектропроводящими покрытиями. При одновременном наложении на ферромагнетик двух магнитных полей различной направленности в нем образуется векторное поле, величина и направление которого определяется сложением составляющих. Если одна или обе составляющие поля переменны, то результирующее векторное поле будет изменяться по углу, величине и направлению и при известном соотношении фаз, что может формировать вращающееся поле. Из-за неоднородного распределения его компонентов в различных участках детали дефекты будут выявляться неодинаково, а это снижает надежность контроля. Однако при отсутствии более надежного дефектоскопического оборудования при помощи СОН можно, например, намагнитить деталь в двух или трех взаимно-перпендикулярных направлениях.
Представленная схема (рис. 1.37) включает: 1 – объект контроля (деталь); 2 – магнитопровод; 3 – обмотку; 5 – шину с током; 6 – контактные головки.
Каждый из видов намагничивания и средств его осуществления является эффективным тогда, когда обеспечивается достаточное значение напряженности намагничивающего поля детали и создается наиболее выгодное направление линий этого поля по отношению к ориентации трещин.
а
| б

|
в

| г
|
Рис. 1.37. Схемы реализации комбинированного намагничивания: а – с помощью электромагнита; б – пропусканием тока по детали и с помощью соленоида; в – путем индуцирования тока в деталь и пропускания тока по проводнику, помещаемому в отверстие детали; г – пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направлениях
Дата добавления: 2020-04-12; просмотров: 1806;
Поиск по сайту
Узнать еще
- II. Бесполые способы размножения.
- III. Способы формирования фонда капитального ремонта
- А) Способы изображения пространственного строения энантиомеров
- А. Составление схемы технологического процесса
- Административно - правовой и гражданско-правовой способы
- Алгоритм работы схемы
- Алгоритм режимов работы схемы пускателя ПВИ-250Б
- Алгоритм режимов работы схемы пускателя ПВИ-63Б, ПВИ-125Б

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
