Способы магнитного дефектоскопирования деталей
Магнитный контроль в зависимости от физико-химических свойств ОК, его формы и размеров, типа и расположения искомых дефектов, а также мощности намагничивающих устройств, с точки зрения воздействия магнитного поля на ОК, проводят способом приложенного магнитного поля (СПП) или способом остаточной намагниченности (СОН). Контроль в приложенном поле заключается в том, что деталь намагничивают и одновременно контролируют, при СОН ОК вначале намагничивают, затем устраняют намагничивающее поле и только после этого начинают контроль.
Например, при магнитопорошковом контроле технология СОН включает в себя следующие последовательные операции: подготовку детали, намагничивание, нанесение порошка (суспензии) после прекращения намагничивания, осмотр, разбраковку (расшифровку результатов), размагничивание и контроль размагниченности. При контроле СПП предусматриваются те же операции, но магнитный индикатор наносят перед намагничиванием или во время его. При этом индикаторные рисунки дефектов образуются в процессе намагничивания. Сначала прекращают нанесение индикатора на объект, за-тем – намагничивание. Осмотр контролируемой поверхности проводят при намагничивании и (или) после его прекращения.
При контроле СПП достигаются высокие значения намагниченности деталей, вплоть до насыщения, и, следовательно, тангенциальной составляющей напряженности магнитного поля рассеяния над дефектами. Это повышает выявляемость дефектов данным способом, но не всегда. Сильное магнитное поле, действующее на ОК, воздействует также и на первичный магнитный преобразователь, создавая мощную помеху, что затрудняет контроль. Например, при МПК на деталях, изготовленных из сталей с выраженной текстурой, с литой или грубообработанной поверхностью, порошок осаждается по волокнам металла, в местах структурной неоднородности, по следам обработки инструментами, это снижает чувствительность контроля.
В СПП контролируют объекты из материалов с малой индукцией насыщения – детали из магнитомягких, малоуглеродистых сталей, обладающих значениями Вr менее 0,6 Тл и коэрцитивной силы Нс менее 800 А/м. Например, оси колесных пар, детали автосцепки и тормозной системы и т.д. дефектоскопируют в приложенном переменном магнитном поле при продольном намагничивании магнитопорошковым методом. Явление поверхностного эффекта, проявляющееся при этом, способствует лучшему выявлению поверхностных трещин: магнитный поток концентрируется в поверхностном слое металла, увеличивая магнитное поле рассеяния над дефектом. Сложности возникают при контроле коротких деталей, например стопорных планок, гаек, клиньев, когда появляется размагничивающее поле, нарушающее параллельность магнитных линий и ухудшающее условие обнаружения дефектов.
Контроль СОН применяют для деталей из термически обработанных конструкционных сталей. Магнитные свойства этих металлов должны характеризоваться значениями: Вr > (0,6 – 0,8) Тл, Нс > (800 – 1000) А/м. Контроль СОН используется в случае обнаружения трещин в роликах и кольцах буксовых подшипников магнитопорошковым методом, в боковых рамах и надрессорных балках – феррозондовый. Вследствие малой индукции насыщения у отдельных деталей при этом способе снижается чувствительность контроля, однако здесь исключено мешающее влияние намагничивающего поля, что частично компенсирует потерю чувствительности. Контроль СОН дает следующие преимущества: возможность установки детали в любое положение для выбора лучшего освещения и удобного осмотра; нанесение суспензии как путем полива, так и окунанием в ванне с суспензией одновременно ряда деталей не только непосредственно за операцией намагничивания, но и спустя несколько часов; меньшую вероятность появления ложных отложений порошка в местах грубой обработки поверхности, наклепа, в рисках и т. д.; простоту расшифровки результатов контроля; возможность контроля в условиях, если отсутствуют источники питания электромагнитов; улучшение безопасности труда. Все это свидетельствует о более высокой технологичности СОН.
Способ контроля выбирают в зависимости от магнитных свойств материала проверяемого объекта. В этих целях выполняют следующие операции: определяют марку материала проверяемого объекта, используя техническую документацию на его изготовление; вычисляют значение коэрцитивной силы Нс и остаточной индукции Вr материала объекта, используя соответствующие справочники по магнитным свойствам сталей; исходя из положения точки с координатами Нс и Вr(рис. 1.32) делают заключение о возможности применения того или иного способа контроля, руководствуясь следующим: если на графике точка (Нс, Вr) расположена выше кривой, то возможен контроль объекта как СОН, так и СПП, если точка (Нс, Вr) расположена ниже кривой, то рекомендуется только контроль СПП [16].
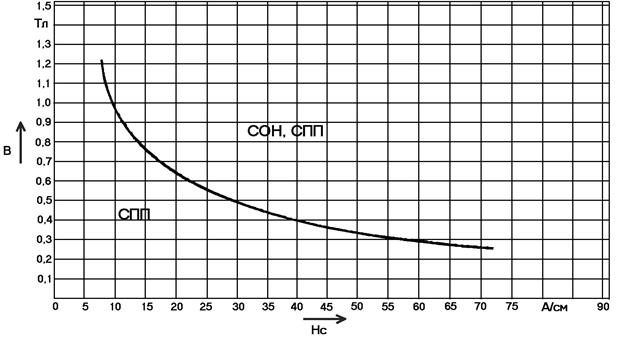
Рис. 1.32. График для выбора способа магнитного контроля
Дата добавления: 2020-04-12; просмотров: 966;
Поиск по сайту
Узнать еще
- II. Бесполые способы размножения.
- III. Способы формирования фонда капитального ремонта
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- А) Способы изображения пространственного строения энантиомеров
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Административно - правовой и гражданско-правовой способы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
