ПЕРЕПЛАВ МЕТАЛЛОЛОМА
Если САНД, основанные на переработке в сталь жидкого чугуна, не вышли из стадии полупромышленных испытаний, то САНД с использованием в качестве шихты дешевого
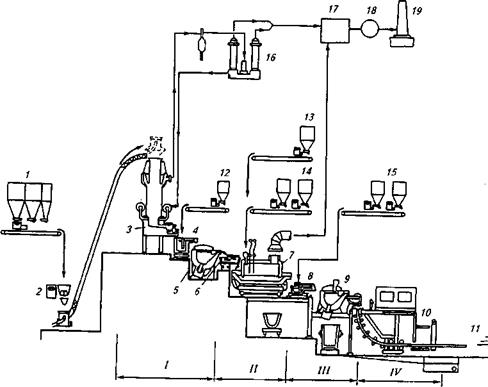
Рис. 18.4.Схема CSM-процесса:
/—плавление; //—рафинирование; ///—легирование; IV— разливка; / — кокс и известняк; 2— окалина;
3— вагранка; 4 — десульфурация; 5 —копильник; 6— ковш; 7—рафинировочный агрегат; 8— раскисление;
9— доводка; 10— УНРС; // —заготовки; 12 — десульфурирующие реагенты; 13 — охладители; 14— флюсы;
/5—ферросплавы; 16— теплообменник; /7—пылесборник; 18— эксгазустер; 19— труба
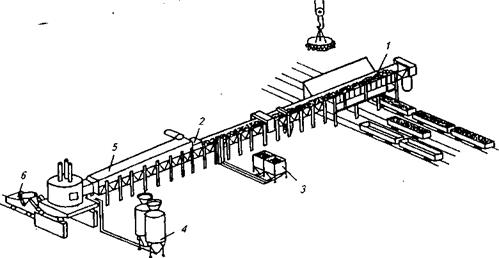
Рис. 18.5.Общий вид установки Consteel:
/ — загрузочный конвейер; 2 —тепловой затвор; 3 — бункера для стружки, скрапин, известняка и др.; 4 — бункера для добавок; 5— подогрев; 6— сталевоз
металлического лома (скрапа) получают все большее распространение. Работы ведутся во многих странах мира. Изыскание рациональных методов непрерывной переработки металлолома происходит в основном по двум направлениям. В одном случае в качестве плавильного агрегата используют высокомощную дуговую сталеплавильную печь с периодической выдачей порции металла. В другом в качестве плавильного агрегата используют шахтную печь (типа вагранки). В обоих случаях получаемый полупродукт доводится затем во вспомогательных агрегатах. В качестве примера организации непрерывного сталеплавильного процесса может служить процесс, разработанный Японским научно-исследовательским институтом металлургии NRIM.
Построенный по предложенной схеме комплекс (рис. 18.4) включает металлургическую вагранку, работающую на подогретом до 500 °С дутье, производительностью 20 т/ч. В качестве шихты используют металлолом и пакеты. Полученный в вагранке углеродистый полупродукт (2,7— 3,5 %С) попадает в ковш, где обрабатывается десульфурирующими смесями, после чего переливается в канальную (с индуктором для подогрева) индукционную печь — копильник. Из копильника металл попадает в рафинировочную печь, оборудованную сводовыми кислородными фурмами и устройствами для присадки охладителей и флюсов. После рафинировочной печи металл попадает в оборудованный пористой пробкой для вдувания инертного газа ковш, где производится его раскисление.
На рис. 18.5 показан общий вид агрегата непрерывного сталеплавильного процесса Consteel на базе ДСП. Шихту (металлолом или металлизованные окатыши), подогреваемую за счет дожигания СО, выделяющегося из ванны дуговой печи при ее продувке кислородом, подают непрерывно в печь. Температура металлолома перед поступлением в печь составляет 500—700 °С. Печь с эркерным выпуском обеспечивает периодическую выдачу порций стали, поступающих далее на установки внепечной обработки. Процесс Consteel был создан в начале 80-х годов XX в. в США. Различные варианты процесса с непрерывной подачей подогреваемой отходящими газами металлошихты в печь получают все большее распространение во многих странах.
В начале 80-х годов в Германии разработан процесс (Energy Optimizing Furnace) (с оптимальным расходом энергии), названный процессом EOF. Первый промышленный агрегат (рис. 18.6) был введен на одном из заводов Бразилии. Емкость этого агрегата 30 т, производительность ~ 200 тыс. т стали в год, стойкость футеровки > 500 плавок, расход жидкого топлива 8—9 кг, кокса 1,0кг на 1т стали, расход кислорода 60—78 М3/т, расход огнеупоров 6 кг/т стали.
Опыт показал, что утилизация тепла отходящих газов позволяет нагреть подаваемую твердую металлошихту до 850 °С. Состав шихты (соотношение расхода чугуна и металлолома), как и в мартеновских печах, может ме-
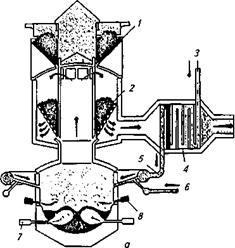
Рис. 18.6.Печь с оптимальным расходом энергии (EOF):
а —схема (1 — металлолом; 2 — нагретый лом; 3 — холодный воздух; 4 — рекуператор; 5— нагретый воздух; 6— добавка кислорода; 7—кислородные фурмы; <?—топливно-кислородные горелки); 6— общий вид (см. на цветной вклейке)
няться в широких пределах. К 1993 г. в мире работало ~ 10 установок EOF (в Бразилии, Индии, Италии, США, Венгрии) производительностью 200—600 тыс. т/год каждая.
Дата добавления: 2016-06-22; просмотров: 2495;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
