ПРОИЗВОДСТВО СТАЛИ В АГРЕГАТАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Существующие в настоящее время сталеплавильные агрегаты (конвертеры, мартеновские, дуговые, индукционные печи и т. д.) являются агрегатами периодического действия. Из опыта многих производств следует, что замена периодического процесса непрерывным способствует увеличению производительности, снижению эксплуатационных затрат, повышению качества и однородности (стандартности) продукции, уменьшению технологических отходов, более эффективному использованию добавочных материалов. Современная технология позволяет осуществлять непрерывную разливку многих десятков плавок, тысяч тонн стали. Успешными оказались попытки создания непрерывной линии: непрерывная разливка стали —прокатный стан. Производства, смежные со сталеплавильным (доменное, прокатное), по существу, непрерывные. Процессы подготовки железорудного сырья (агломерация и получение окатышей) также являются непрерывными, поэтому вся схема современного металлургического производства, включающая подготовку сырья, выплавку чугуна, стали и получение проката, близка к переводу на непрерывный процесс.
Проблемы, связанные с организацией непрерывного сталеплавильного процесса, выбором удобной для практического использования конструкции сталеплавильного агрегата непрерывного действия (САНД) и отработкой технологии выплавки стали в этом агрегате, пока еще не решены. В частности, основные трудности, возникающие при разработке конструкции САНД, можно подразделить на две группы:
1. Технологические, заключающиеся в необходимости организации одновременного удаления из чугуна разнородных по своим термохимическим свойствам элементов: для удаления углерода требуются окислительная атмосфера, железистые шлаки, достаточный уровень перегрева металла; для удаления фосфора желательно иметь же-лезистоизвестковые шлаки и умеренные температуры; для удаления серы важно интенсивное перемешивание основного шлака с металлом при достаточно высоком уровне нагрева ванны, а содержание оксидов железа в шлаке и кислорода в металле при этом должно быть минимальным; для удаления кремния требуется иметь окислительную атмосферу и железистый шлак; заданная степень раскисления металла достигается при минимальной окисленности шлака и т. д.
2. Конструктивные, заключающиеся в необходимости создания агрегата, который бы обеспечивал возможность проведения технологических операций в требуемой последовательности. При этом одновременно должна быть обеспечена высокая стойкость агрегата и отдельных его элементов в условиях высоких температур и непрерывной работы при отсутствии даже кратковременных остановок для профилактического ремонта конструкций и т. д.
КОНСТРУКЦИИ САНД
К настоящему времени предложено множество различных вариантов конструкций САНД и технологий выплавки в них стали. Можно дать следующую условную классификацию непрерывных сталеплавильных процессов.
18.1.1. По организации процесса:1) многостадийные (с разделением операции на стадии), при этом в каждой емкости или части агрегата проводится одна или несколько технологических операций: дефосфорация, десульфурация, раскисление и т. п.; 2) одностадийные, когда все операции удаления примесей и превращения чугуна в сталь протекают одновременно или почти одновременно.
18.1.2. По конструкции агрегата:1) операция проводится на поду; при этом газообразные и твердые реагенты (кислород, флюсы, руды и т. п.) поступают в так называемые подовые, желобные реакторы; 2) операция проводится таким образом, что металл, шлак, добавочные материалы находятся во взвешенном распыленном каплеобразном состоянии (так называемые струйные реакторы).
18.1.З. По организации технологии:1) движение шлака и металла происходит в одном направлении; 2) встречное движение шлака и металла (принцип противотока) (рис. 18.1).
Примером одностадийного непрерывного сталеплавильного процесса может служить схема, разработанная BISRA (Британским научно-исследовательским институтом черной металлургии). В процессе BISRA падающую струю чугуна окружает кольцевая струя кислорода, которая разбивает металл на капельки диаметром 1—2мм. Поверхность контакта между каплями металла и кислородом оказывается настолько большой, что выгорание примесей происходит мгновенно. Процесс обработки металла в струе называют струйным рафинированием.
Схема процесса представлена на рис. 18.2. Падающая вниз струя чугуна, непрерывно поступающая в установку, обрабатывается тонкоизмельченными флюсами и кислородом. Капельки рафинированного металла и шлака падают в приемный ковш; металл собирается внизу под пенящимся шлаком, отстаивается и непрерывно выпускается в ковш для последующей разливки. Последующие капельки металла должны проходить через этот шлаковый слой, дополнительно рафинирующий металл. Отработанный шлак непрерывно стекает в шлаковую чашу. В процессе рафинирования происходит окисление капелек металла; это имеет место: 1)в зоне распыления струи чугуна; 2) при свободном падении капель в окислительной атмосфере; 3) при прохождении через слой вспененного шлака; 4) в ковше. Опыты показали, что при температуре металла 1500— 1600 "С и диаметре капли металла 2—3 мм скорость обезуглероживания превышает 3 %С/с; при образовании капель размером < 3 мм степень десульфурации превышает 50%.
Достоинством процесса струйного рафи-
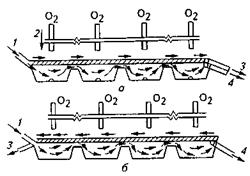
Рис. 18.1.Технологическая схема САНД конструкции МИСиС:
а ~ принцип прямотока; б — принцип противотока;
1 — чугун; 2 — ввод шлакообразующих смесей; 3 —
спуск шлака; 4— выпуск металла
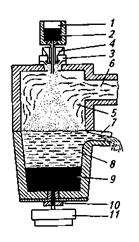
Рис. 18.2.Установка струйного типа для непрерывного рафинирования жидкого чугуна института BISRA:
1 — промежуточное устройство; 2 —чугун; 3— кислород; 4— известь; 5— реакционная камера; 6— отходящие газы; 7—шлак; 8— отстойник; 9— сталь; 10— шиберный затвор; 11 — ковш для УНРС
нирования является то обстоятельство, что основные реакции здесь протекают в условиях отсутствия контакта металла с огнеупорной футеровкой. Однако условия эксплуатации футеровки приемного ковша (отстойника) сложны, так как происходит взаимодействие футеровки с высокоактивным окислительным шлаком. Трудной задачей является также разработка технологии, при которой спускаемый из агрегата шлак содержит минимальное количество оксидов и, следовательно, обеспечивается максимальный выход годного металла. Из-за этих недостатков предложенный процесс в промышленность не внедрен.
В большинстве конструкций САНД предусмотрена возможность организации ведения плавки на поду. Широкую известность получила конструкция САНД, разработанная Французским институтом черной металлургии IRSID. Агрегат (рис. 18.3) состоит из трех частей: реакционной камеры 1, отстойника 3 и камеры доводки 5. Чугун непрерывной струей поступает в камеру по желобу. Одновременно при помощи водоохлаждаемого устройства (фурмы) 2 в камеру непрерывно подается кислород с молотой известью. Реакционная камера содержит небольшое количество жидкого металла и слой металл-шлак-газовой эмульсии. Под действием подъемной силы пузырей газа эта эмульсия поднимается и перетекает в отстойник, где шлак отделяется от металла. Шлак стекает через отверстие 4, а металл сифоном передается в камеру доводки, где подвергается раскислению и доводке по составу. В конструкции установки предусмотрена возможность устройства желоба, по которому шлак из вто-
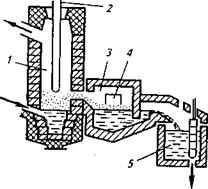
Рис. 18.3.Схема установки для непрерывного рафинирования конструкции IRSID
рой камеры (отстойника) мог бы перетекать в первую камеру для повышения степени использования шлакообразующих и уменьшения потерь железа с уходящим шлаком.
В 1971—1976гг. проводили испытания САНД конструкции МИСиС. Установка включала четыре ванны, соединенные последовательно (см. рис. 18.1). В первых трех осуществлялось рафинирование вдуванием газообразного кислорода через верхние фурмы, а в последней — регулирование содержания углерода и раскисление. Вместимость каждой ванны составляла 0,86м3 при глубине расплава 600 м и массе 6 т. Производительность этого опытно-промышленного агрегата достигала 21 т/ч, степень удаления серы — 21 %, фосфора —93 %.
Окончательные выводы о показателях работы агрегатов такого типа в промышленных условиях и соответственно о перспективах внедрения сделать пока трудно.
Дата добавления: 2016-06-22; просмотров: 2863;
Поиск по сайту
Узнать еще
- II группа действий. ВЗАИМОДЕЙСТВИЯ
- II. ОБУЧЕНИЕ ПРОСТЫМ БОЕВЫМ ДЕЙСТВИЯМ
- II. Получение вращающегося магнитного поля и принцип действия АД.
- II. Принцип действия и режимы работы синхронной машины
- II. Электрическая схема и принцип действия.
- III. БОЕВЫЕ ДЕЙСТВИЯ
- III. ОБУЧЕНИЕ СЛОЖНЫМ ДЕЙСТВИЯМ
- III. Принцип действия

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
