Фазовое пространство технологической машины
Фазовое пространство технологической машины (станка) описывают через такие его параметры, как координаты, определяющие расположение рабочих органов в процессе их перемещения относительно обрабатываемой детали и скорость движения по указанным координатам [1, 4].
Различают физические и логические координатные оси. Физические оси называют также системными, и связаны непосредственно с приводами станка. Они группируются по каналам ЧПУ, причем в рамках канала координатные оси находятся в единообразном технологическом отношении друг к другу. Таким образом, группы осей могут работать (выполнять технологические операции) независимо и параллельно. Физические оси, не привязанные к каналу, называют асинхронными, или вспомогательными. Вспомогательные оси служат, к примеру, для организации перемещений в механизмах смены
инструмента [1, 2, 4].
Отдельные оси внутри группы канала ЧПУ называют логическими, и используются при программировании станка с ЧПУ. Они объединены интерполяционными алгоритмами,
и в этой связи их называют также синхронными осями. Логические оси канала имеют индексы. Связывание физических и логических осей осуществляют при помощи
так называемых «машинных параметров» станка [2, 3].
2.2. Координатные оси и координатные системы.
Трансформация координат
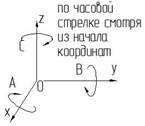
Для программирования станков с ЧПУ принята декартова (прямоугольная) система координат (рис. 2.1, а).
| 
|
| а) | б) |
| 
|
| в) | г) |
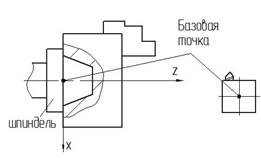
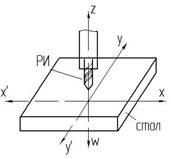
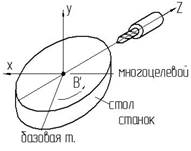
Рис. 2.1. Система координат станков с ЧПУ:
а – общая схема; б – система координат токарного станка с ЧПУ;
в – система координат вертикально-сверлильного и вертикально-фрезерного станков с ЧПУ;
г – система координат 4-координатного обрабатывающего центра
Каждому направлению оси координат присваивается свой адрес (X, Y, Z) и знак (+, –). Положительным направлением оси считается то, при котором инструмент или заготовка отступают друг от друга.
Ось Z всегда связана с главным движением станка (шпинделем станка).
Ось Х всегда находится в плоскости закрепления заготовки и, как правило, совпадает с направлением наибольшего перемещении стола станка или инструмента.
Ось Y связана с направлением наименьшего перемещения стола станка или инструмента.
Кроме линейных перемещений по осям (Х, Y, Z) есть вращательные движения вокруг каждой оси (А, В, С). Положительным направлением вращения является вращение по часовой стрелке, если смотреть из начала системы координат в положительном направлении оси.
Различают следующие виды систем координат:
1. Система координат станка (главная расчетная система) (Х, Y, Z), (А, В, С). Определяет начальное, конечное и текущее положение любого рабочего органа станка в текущий момент времени. Система координат с плавающим нулем позволяет перемещать начало системы координат станка в любую точку его рабочего пространства.
2. Система координат детали (Х', У', W); (А',В',С'). Определяет положение детали относительно системы координат станка. Чаще программирование производят в системе координат детали. Направление осей системы координат детали противоположно осям координат станка.
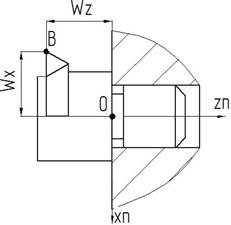
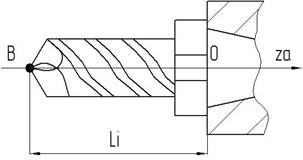
3. Система координат инструмента. Определяет положение инструмента в системе координат станка (рис. 2.2).
| 
|
| а) | б) |
Рис. 2.2. Привязка инструмента:
а – неосевого; б – осевого; Wx, Wz, Li – настроечные размеры инструмента
(вносятся как константы в память УЧПУ станка по каждому инструменту)
 Связь между этими системами координат осуществляется через базовые точки станка с ЧПУ.
Связь между этими системами координат осуществляется через базовые точки станка с ЧПУ.
При программировании, наладке, и эксплуатации станков с ЧПУ используют следующие характерные точки:
1. Нулевая точка. Всегда связана с началом координат станка.
2. Исходная точка. Определяется относительно нулевой точки; из исходной точки начинается движение рабочих органов станка по управляющей программе. Обозначение исходной точки представлено на рис. 2.3.
3. Фиксированная точка. Определяется относительно нулевой точки и, как правило, связана с базовыми точками станков. Она используется только при наладке станка на первую деталь группы.
4. Опорная точка. Точка смены направления движения инструмента по траектории (например, точка перехода дуги окружности в линию, точка изменения радиуса дуги и т. д.).
При программировании обычно не обязательно знать, что перемещается (заготовка или инструмент); принимается, что заготовка – неподвижна, а инструмент перемещается относительно нее.
Дата добавления: 2016-06-22; просмотров: 4147;
Поиск по сайту
Узнать еще
- II. Абсолютное пространство по самой своей сущности, безотносительно к чему бы то ни было внешнему, остается всегда одинаковым и неподвижным».
- II. Принцип действия и режимы работы синхронной машины
- XXXV. ПОДЪЕМНЫЕ МАШИНЫ И ПРОХОДЧЕСКИЕ ЛЕБЕДКИ
- Абсорбционные холодильные машины
- АВАРИЙНО-СПАСАТЕЛЬНЫЕ МАШИНЫ (АСМ).
- Автоматизация технологической подготовки производства
- Адресное пространство контроллера
- Адресное пространство памяти и ввода - вывода

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
