КЛАССИФИКАЦИЯ ВИДОВ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ВОССТАНОВЛЕНИИ
Технологическим процессом восстановления детали называется часть производственного процесса, содержащая целенаправленные действия по последовательному качественному изменению состояния восстанавливаемой детали. Существуют три вида технологических процессов: единичный, типовой и групповой.
Единичный технологический процесс разрабатывается для восстановления изделий одного наименования, типоразмера и исполнения независимо от типа производства.
Типовой технологический процесс характеризуется единством содержания и последовательностью большинства технологических операций и переходов для восстанавливаемых изделий, имеющих общие конструктивные и технологические признаки.

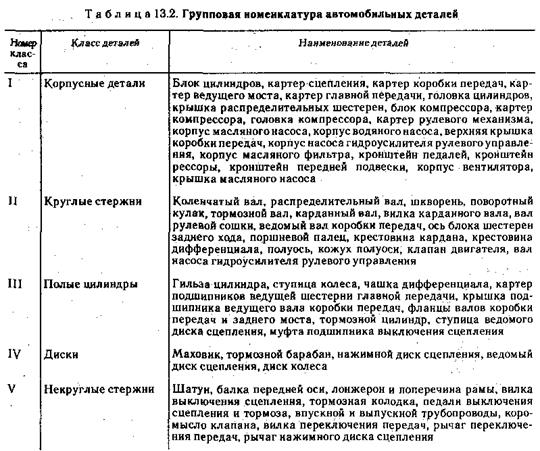
Групповой технологический процесс предназначен для совместного восстановления группы изделий с разными конструктивными, но общими технологическими признаками в конкретных условиях производства. Основой разработки групповых технологических процессов является разбивка восстанавливаемых деталей на классы. Установлено пять классов восстанавливаемых деталей: корпусные детали, круглые стержни, полые цилиндры, диски и некруглые стержни.
Корпусные детали изготовляют в основном из чугуна или алюминиевых сплавов. К ним относятся блоки, картеры, головки, крышки, корпусы, кронштейны. Наиболее распространенными дефектами этих деталей являются: износ внутренних посадочных поверхностен под вкладыши, гильзы и подшипники качения; отклонения в правильности взаимного положения посадочных поверхностей; трещины и отколы; повреждения резьб.
Детали класса "круглые стержни" характеризуются цилиндрической формой при длине, значительно превышающей их диаметр. Материалом для этих деталей чаще всего являются углеродистые или высококачественные легированные стали, а также высокопрочный чугун. Рабочие поверхности зачастую подвергают термической или химико-термической обработке. К этому классу деталей относятся коленчатые и распределительные валы; гладкие, ступенчатые и шлицевые валы; валы с фасонными поверхностями; пустотелые валы, крестовины. Наиболее распространенными дефектами этих деталей являются износ их рабочих поверхностей, деформация, повреждение резьб, шпоночных канавок и др.
Конструкция деталей класса "полые цилиндры" представляет собой несколько концентрнчно расположенных полых цилиндров. В качестве материала для изготовления этих деталей используется модифицированный, ковкий, специальный чугун или углеродистые стали. К деталям этого класса относятся гильзы цилиндров, чашки дифференциала, ступицы колес, фланцы, муфты и т. д. Основным дефектом является износ внутренних цилиндрических рабочих поверхностей.
Диски характеризуются короткими цилиндрическими поверхностями при значительном диаметре. Изготовляют диски из модифицированного чугуна или листовой стали. Представителями деталей этого класса являются разнообразные диски, маховики, тормозные барабаны. Характерные дефекты — износ торцовых или внутренних цилиндрических поверхностей, деформация.
К деталям класса "некруглые стержни" относятся прямые и кривые стержни, поперечное сечение которых не имеет круглой формы, и длина более чем вдвое превышает размеры поперечного сечения. Перечень деталей этого класса и материал, из которого они изготовлены, весьма разнообразны. Характерными дефектами являются деформации, трещины, обломы, взносы рабочих поверхностей.
Перечень автомобильных деталей различных классов приведен в табл. 13.2. В зависимости от степени детализации технологические процессы делятся на маршрутные, операционные и маршрутно-операционные.
Маршрутный технологический процесс выполняют по документации, в которой указывается только содержание операции, без указания переходов и режимов обработки. Операционный технологический процесс выполняют по документации, в которой содержание операций излагается с указанием переходов и режимов обработки. Маршрутно-операционный технологический процесс выполняют по документации, в которой содержание отдельных операций излагается без указания переходов и режимов обработки.
Исходными данными для разработки технологических процессов восстановления деталей являются: ремонтный чертеж детали, выполненный в соответствии с требованиями стандартов на ремонтную документацию: перечень дефектов детали; основные сведения об условиях работы детали в ремонтируемом узле и видах изнашивания; справочные материалы о технологических методах, при помощи которых возможно устранение дефектов; технологическая документация на восстановление данной детали (при модернизации существующего технологического процесса на данном предприятии); сведения об опыте восстановления деталей данного наименования на передовых предприятиях (при разработке нового технологического процесса); технологический процесс изготовления и рабочий чертеж новой
детали (для технологической преемственности между изготовлением и ремонтом детали); программа выпуска деталей; различные справочные материалы (каталоги технологического оборудования, приспособлений, инструмента, справочники по режимам обработки, технологическому нормированию операций и т. п.).
Дата добавления: 2019-12-09; просмотров: 930;
Поиск по сайту
Узнать еще
- II Классификация САSЕ-средств
- II. Классификация документов
- II.4. Классификация нефтей и газов по их химическим и физическим свойствам
- III. Единство и взаимосвязь процессов воспитания и обучения.
- III. Классификация методов воспитания.
- III.1.3. ПРИЧИНЫ НАРУШЕНИЙ СЛУХА. ПСИХОЛОГО-ПЕДАГОГИЧЕСКАЯ КЛАССИФИКАЦИЯ НАРУШЕНИЙ СЛУХОВОЙ ФУНКЦИИ У ДЕТЕЙ
- III.2.3. ПРИЧИНЫ НАРУШЕНИЙ ЗРЕНИЯ. КЛАССИФИКАЦИЯ НАРУШЕНИЙ ЗРИТЕЛЬНОЙ ФУНКЦИИ У ДЕТЕЙ
- VI.2. Классификация месторождений нефти и газа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
