СПОСОБЫ КРЕПЛЕНИЯ ДОПОЛНИТЕЛЬНЫХ РЕМОНТНЫХ ДЕТАЛЕЙ
Дополнительные ремонтные детали обычно крепятся посадкой и натягом. В отдельных случаях могут быть использованы дополнительные крепления приваркой по торцу, приклеиванием или постановкой стопорных винтов или штифтов. Чтобы обеспечить прочную посадку ДРД в виде втулок, сопрягаемые поверхности детали и втулки обрабатывают, но допускам посадки Н7116 второго класса точности. Шероховатость поверхности должна быть не менее Rа=1,25-:-0,32 мкм. При запрессовке втулок сопрягаемые поверхности рекомендуется покрывать смесью машинного масла и графита.
Необходимое усилие запрессовки в ньютонах
где f — коэффициент трения при запрессовке (  0,08 — 0,1); d — диаметр контактирующих поверхностей, мм; L — длина запрессовки, мм; р — давление на поверхности контакта. Па.
0,08 — 0,1); d — диаметр контактирующих поверхностей, мм; L — длина запрессовки, мм; р — давление на поверхности контакта. Па.
Диаметр контактирующих поверхностей можно определить по формулам:
для вала d=dно —2δ;
для втулки
d=dво +2δ
где dно и dво — соответственно нижнее и верхнее предельные отклонения вала и втулки; δ — толщина втулки.
Минимально допустимая толщина втулки определяется из условия прочности
где n — запас прочности; n=σт/[σ];σn — предел текучести для материала втулки, Па;|σ] — допускаемое напряжение. Па.
К расчетной толщине втулки б прибавляется припуск на механическую обработку втулки после, ее запрессовки.
Контактное давление между деталями в паскалях

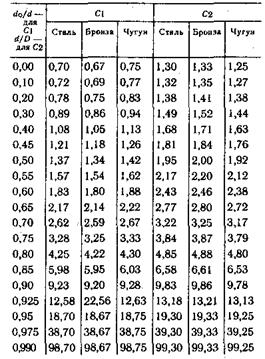
где Δ— максимальный расчетный натяг, мкм; С1, Сг — коэффициенты соответственно охватываемой и охватывающей детали; E1 и E2 — модули упругости материала соответственно охватываемой и охватывающей детали, Па;
где dо — диаметр отверстии охватываемой детали (дли вала dо = 0), мм; D — наружный диаметр охватывающей детали, мм;μ1 и μ2— коэффициенты Пуассона соответственно для охватываемой и охватывающей детали.
Значения С1 и С2, найденные с учетом коэффициентов Пуассона соответственно для охватывающей и охватываемой деталей, приведены в табл. 5. 1 .
При использовании тепловых методов сборки (рис. 5.5) температура нагрева охватывающей детали определяется по эмпирической формуле
 (5.1)
(5.1)
где k — коэффициент, учитывающий частичное охлаждение детали при сборке (k = 1,15 — 1,30); ka — коэффициент линейного расширения материала охватывающей детали, мм / (м • град.); d1 — диаметр отверстия охватывающей детали, мм.
Для стальных деталей с учетом коэффициента линейного расширения формула (5.1) принимает вид

Таблица 5.1. Значения коэффициентов С1 и С2
Температура охватывающей детали после нагрева
tкн=tн+tнач
где tнач — начальная температура детали.
Температура охлаждения охватываемой детали
T0=103*k(Δ+s)/(kad2),
гдеs — минимальный гарантированный зазор, мкм; d2 — диаметр охватываемой детали, мм.
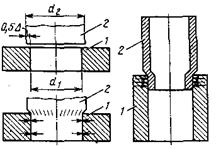
Рис. 5.5. Последовательность схем соединений е нагревом охватывающей (1) или охлаждением охватываемой (2)детали
Таблица 5.2. Значения минимальных зазоров при использовании тепловых методов сборки
Конечная температура охлажденной охватываемой детали tко = tнач —t0
Значения минимального зазора, позволяющего легко ввести охватываемую деталь в отверстие, приведены в табл. 5.2.
Для бронзовых тонкостенных втулок длиной до 2d зазор, определенный по данным табл. 5.2, увеличивают на 25 — 30%.
Дата добавления: 2019-12-09; просмотров: 801;
Поиск по сайту
Узнать еще
- II. Бесполые способы размножения.
- III. Способы формирования фонда капитального ремонта
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- А) Способы изображения пространственного строения энантиомеров
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Административно - правовой и гражданско-правовой способы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
