Придание металлам и сплавам заданных свойств
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И СПЛАВОВ
Термической обработкой называют технологические процессы, представляющие собой совокупность операций нагрева, изотермической выдержки и охлаждения с целью изменения структуры сплава и обеспечения необходимых его свойств (механических, технологических, эксплуатационных и др.).
Термическая обработка применяется как промежуточная операция для улучшения технологических свойств полуфабрикатов (отливки, поковки, прокат и т.д.), так и окончательная операция для получения необходимых эксплуатационных свойств готовых изделий.
Виды термической обработки
Основными операциями термической обработки являются отжиг, закалка, отпуск и старение. В зависимости от температуры нагрева и скорости охлаждения каждая из перечисленных операций имеет несколько разновидностей. Выбор оптимального режима и вида термической обработки для каждого сплава определяют на основании анализа диаграмм фазового равновесия, что позволяет выделить следующие группы сплавов: сплавы, не имеющие фазовых превращений в твердом состоянии; сплавы с переменной растворимостью компонентов в твердом состоянии; сплавы с эвтектоидным превращением[1]..
Отжиг - термическая обработка, в результате которой сплавы приобретают структуру, близкую к равновесной. Отжиг снимает остаточные напряжения в материале, увеличивает его пластичность и уменьшает химическую неоднородность (ликвацию) в слитках. Различают следующие разновидности отжига: отжиг для уменьшения внутренних напряжений, рекристаллизационный отжиг и диффузионный отжиг (гомогенизация). Отжиг для снятия напряжений применяется для отливок и полуфабрикатов, в которых в результате неравномерного охлаждения возникают значительные остаточные напряжения, приводящие к короблению, растрескиванию или разрушению изделия.
Для стальных и чугунных деталей отжиг проводят при температурах. 600°С в течении десятков часов, при этом остаточные напряжения практически исчезают. Для сплавов на основе меди или алюминия существенное уменьшение остаточных напряжений достигается при меньших температурах нагрева. Например, для холоднодеформированных полуфабрикатов из латуни отжиг при 200.. ,250°С практически полностью снимает остаточные напряжения. Во всех случаях охлаждение полуфабрикатов после окончания выдержки при заданных температурах должно быть очень медленным (часто вместе с печью), чтобы избежать возникновения новых напряжений.
Рекристаллизационный отжиг применяется для понижения прочности и повышения пластичности деформационного металла, а также для получения требуемого размера зерна. Температура нагрева при этом, как правило, на ,200°С превышает температуру рекристаллизации. В ряде случаев рекристаллизационный отжиг является окончательной обработкой полуфабрикатов.
Диффузионный отжиг или гомогенизация проводится при очень высоких температурах (но ниже температур появления жидкой фазы) в течение длительной выдержки, при этом за счет интенсификации диффузионных процессов уменьшается ликвационная неоднородность слитков или отливок. Так, диффузионный отжиг стальных слитков при 1100... 1300°С продолжительностью 20... 50час. приводит к равномерному распределению фосфора, углерода, сульфидов и легирующих элементов в объеме заготовки. Закалка - термическая обработка, в результате которой в сплавах образуется неравновесная структура. Для получения неравновесной структуры сплавы нагревают выше температур фазовых превращений в твердом состоянии и очень быстро охлаждают, чтобы получить структуру пересыщенного твердого раствора. Как правило, после закалки проводят операции отпуска или старения.
Отпуск и старение - термические обработки, в результате которых в ранее закаленных сплавах происходят фазовые превращения, приводящие к стабилизации структурного состояния. Сочетание закалки с отпуском или старением приводит к получению материала с более высоким уровнем физико-механических свойств по сравнению с отожженным состоянием. Термин «отпуск» применяют обычно к сплавам, испытывающим при закалке полиморфные превращения (стали, двухфазные алюминиевые бронзы, сплавы титана), а термином «старение» обозначают термическую обработку сплавов не претерпевающих при закалке полиморфных превращений (аустенитные стали, никелевые сплавы, сплавы на основе алюминия). Отпуск и старение, как правило, окончательные виды термической обработки изделий, в которых формируется структура с заданным комплексом свойств.
Термическая обработка сталей
Основными фазовыми превращениями в процессе термической обработки сталей, влияющими на их структуру и свойства, являются следующие: превращения при нагреве до аустенитного состояния (фазовая перекристаллизация); превращения аустенита при различных степенях переохлаждения; превращения при нагреве закаленной стали.
Превращения при нагреве до аустенитного состояния. Нагрев стали при термической обработке в большинстве случаев проводится до получения структуры аустенита.
Структура доэвтектоидной стали при нагреве до температур линии Ас 1состоит из зерен перлита и феррита . При температуре Ас 1начинается фазовая перекристаллизация перлита, который превращается в мелкозернистый аустенит вследствие аллотропического превращения
решетки а-железа перлита в решетку у-железа аустенита. Кристаллы аустенита зарождаются преимущественно на межфазных границах феррита с цементитом (рис. 8.1). Одновременно с полиморфным превращением a ®g происходит растворение в аустените углерода цементита. При нагреве от температуры Ас1 до температуры Ас3 избыточный феррит растворяется в аустените. При температуре Ас3 фазовая перекристаллизация заканчивается, и весь феррит оказывается растворенным в аустените. В стали эвтектоидного состава перекристаллизация заканчивается после превращения перлита в аустенит. В заэвтектоидной стали при нагреве до температуре Ас1 перлит превращается в мелкозернистый аустенит, а при температурах от Ас1 до
Ас m происходит растворение продуктов распада избыточного цементита в аустените.
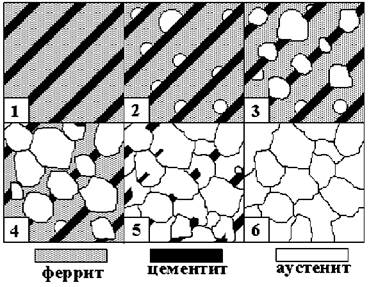
Рис. 8.1. Схема превращения перлита в аустенит: 1-5 - стадии превращения.
Выше температур Ас3 и Ас m структура всех сталей будет аустенит. С дальнейшим повышением температуры происходит рост зерен аустенита (собирательная рекристаллизация) с различной интенсивностью для разных сталей.
В зависимости от скорости роста аустенитных зерен выше температур Ас3 и Ас m различают стали природно-крупнозернистые и природно- мелкозернистые, причем зернистость зависит от способа раскисления и от наличия некоторых легирующих элементов. Стали, раскисленные в процессе выплавки ферросилицием и ферромарганцем являются природно-крупнозернистыми, при нагреве выше Ас3 или Аст размер зерна аустенита в этих сталях быстро увеличивается. Природно-мелкозернистые стали в процессе выплавки дополнительно раскисляются алюминием, который образует с азотом и кислородом нерастворимые в аустените (до температур ~ 1200°С) нитриды и оксиды, которые, располагаясь по границам зерен, препятствуют собирательной рекристаллизации. Также сдерживают рост зерна карбидообразующие легирующие элементы - титан, цирконий, ниобий и другие.
На рис. 8.2 показано влияние температуры нагрева на величину зерна аустенита (d A) в природно-крупнозернистой и природно-мелкозернистой сталях. Природную или наследственную зернистость стали оценивают баллами шкалы зернистости по ГОСТ 5639-82*.
Рис. 8.2. Схема роста зерна в природно-крупнозернистых и природно- мелкозернистых сталях при нагреве: dA- размер зерна; Ас1 - температура начала фазовой перекристаллизация перлита.
Таким образом, в стали различают природное (наследственное) и действительное зерно. Природное зерно характеризует способность к росту зерна аустенита. Действительное зерно - зерно, которое имеет сталь в данный момент (фактическая его величина в конкретных изделиях). Величина действительного зерна зависит от метода выплавки, горячей и холодной деформации и особенно от термической обработки, путем изменения которой можно получать нужный размер зерна [1].
Распад переохлажденного аустенита
Увеличение скорости охлаждения стали или наличие в ней легирующих элементов может понизить температуру превращения аустенита (температуры Аг 1, Аг3). На рис. 8.3 изображена диаграмма изотермического превращения аустенита эвтектоидной стали, так называемые С-образные кривые.
Рис. 8.3. Диаграмма изотермического превращения аустенита эвтектоидной стали (С - кривая): А1-граница устойчивого аустенита; Мн, Мк-границы начала и конца мартенситного превращения.
При быстром охлаждении стали ниже температур точки А1 распад аустенита происходит не сразу, а через определенный промежуток времени (инкубационный период). Изотермическая выдержка охлажденной стали приводит к распаду аустенита и образованию различных структур в зависимости от температуры переохлаждения. Минимальное время существования переохлажденного аустенита до его распада называется устойчивостью аустенита и определяется содержанием в стали углерода и легирующих элементов.
Перлитное превращение аустенита
Выдержка при 650... 700°С приводит к распаду переохлажденного аустенита на ферритно-цементитную смеси - перлит. Эвтектиндный распад аустенита в перлит аустенита в перлит - диффузионный процесс, во время которого углерод диффундирует к дефектным местам кристаллической решетки аустенита, образуя по границам зерен зародыши цементита. Диффузия углерода приводит к обеднению им аустенита, окружающего новые пластинки цементита, поэтому рядом с пластинками цементита появляется феррит (рис. 8.4), т.е. происходит переход решетки ГЦК в ОЦК.
Межпластиночное расстояние при этом составляет (5...7)-10' м; такую смесь называют перлитом.

Рис. 8.4. Схема роста перлитных колоний.
Превращение при 640... 590°С приводит к образованию феррито-цементитной смеси с межпластинчатым расстоянием (3...4 )х10 -7 м и называется сорбитом, а при температурах 580... 550°С межпластинчатое расстояние уменьшается до (1... 2)х10 -7 - такую структуру называют трооститом.
Таким образом, с увеличением степени переохлаждения в соответствии с общими законами кристаллизации, уменьшается межпластинчатое расстояние (дисперсность) образующихся структур перлитного класса. С увеличением дисперсности структур перлитного типа возрастают прочность и твердость стали. Наилучшими характеристиками пластичности и вязкости обладает структура сорбита.
Мартенситное превращение аустенита интенсивно протекает при непрерывном охлаждении с большой скоростью в интервале температур от Мн до Мк (рис. 8.3), где индексы «н» и «к» обозначают начало и конец превращения. Быстрое охлаждение необходимо для того, чтобы подавить возможные диффузионные процессы и образование ферритно-цементитных смесей. Минимальная скорость охлаждения, при которой весь аустенит превращается только в мартенсит при температуре Мн и ниже, называется критической скоростью закалки (Vкр ); при скоростях охлаждения больших Vкр образуется мартенсит - перенасыщенный твердый раствор внедрения углерода в Fea.. При мартенситном превращении происходит переход g ® a, однако углерод не успевает выделится из твердого раствора, а так как его растворимость в Fea.. значительно ниже, чем в Fеу, происходит искажение кристаллической решетки Fеа и образуется тетрагональная пространственная решетка (рис. 8.5).
Рис. 8.5. Тетрагональная ячейка пространственной решетки мартенсита.
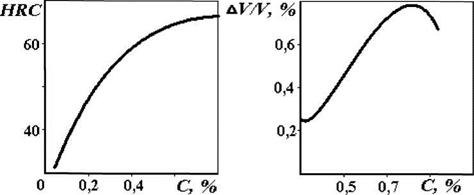
Чем больше углерода было в аустените, тем более искаженной будет решетка мартенсита, и тем значительнее будут изменения свойств стали. На рис. 8.6 показано влияние углерода на твердость и изменение объема мартенсита.
Рис. 8.6. Изменение твердости (HКС) и объема (δ V/V) мартенсита сталей с различным содержанием углерода.
На температуры Мн и Мк помимо содержания углерода существенное влияние оказывают легирующие элементы, растворенные в аустените. Большинство из них понижают температуры Ми и Мк, поэтому в закаленных легированных сталях даже при небольших содержаниях углерода после охлаждения до комнатных температур может сохраниться значительное количество остального аустенита. В ряде случаев, для уменьшения концентрации Аост охлаждение ведут до отрицательных температур.
Бейнитное (промежуточное) превращение аустенита
Область бейнитного превращения от 540°С до точки Мн (рис. 8.3). Бейнит представляет собой двухфазную смесь кристаллов феррита и цементита. Основная особенность промежуточного превращения состоит в том, что полиморфный переход происходит по мартенситному механизму. Микроструктура и механические свойства бейнита зависят от температуры выдержки.
При температурах 400.. ,450°С образуется верхний бейнит, имеющий перистое строение, при более низких температурах - нижний бейнит с пластинчатым строением.
Верхний бейнит имеет низкие показатели прочности, пластичности и вязкости. Высокой прочностью и достаточно высокими пластичностью и вязкостью обладает нижний бейнит, полученный при температурах на 50- 100°С выше точки начала мартенситного превращения.
Основные виды термической обработки стали
Термической обработке подвергаются как полуфабрикаты (отливки, поковки, штамповки и другие), так и готовые изделия. Наиболее распространенными операциями термической обработки стали являются отжиг, нормализация, закалка и отпуск.
Существует несколько разновидностей отжига. Для доэвтектоидных (конструкционных) сталей применяют перекристаллизационный отжиг, а для заэвтектоидных - сфероидизирующий. При перекристаллизационном отжиге сталь нагревают до температур выше Асз на 30... 50°С; выдерживают и медленно охлаждают вместе с печью. Отжиг, как правило, является предварительной термической обработкой.
При нагреве стали до температур отжига, в связи с фазовой перекристаллизацией, измельчается зерно и при последующем медленном охлаждении (рис. 5.7, V1 ) формируется ферритно-перлитная структура с более равномерным распределением структурных составляющих. Поэтому в результате отжига устраняется крупнозернистая структура и структурная неоднородность литой и горячедеформированной стали. Воздействие медленного охлаждения снимаются внутренние напряжения, понижается твердость и улучшается обрабатываемость резанием. Отожженная доэвтектоидная сталь находится в равновесном состоянии и подготовлена к дальнейшей обработке.
Рис. 8.7. Структурная диаграмма превращений аустенита при непрерывном охлаждении: VI, V2, Vз - скорость охлаждения; Ф - феррит; Ц - цементит; А- аустенит; Т - троостит; М - мартенсит.
Для заэвтектоидных (инструментальных) сталей применяют сфероидизирующий отжиг. В этом случае получают структуру зернистого перлита, в котором цементит имеет округлую форму.
Зернистый перлит в инструментальных сталях получают путем нагрева сталей до температур выше Ас1 на 30... 50° и последующего медленного охлаждения или изотермической выдержки при 650...680°С.
Нормализация - разновидность отжига с фазовой перекристаллизацией и отличается от последнего скоростью охлаждения (рис. 8.7, V 2). После нагрева до температур выше Ас3 на 30... 50° сталь охлаждают на воздухе, при этом ускоренное охлаждение приводит к некоторому переохлаждению аустенита и измельчению ферритно-цементитной смеси, и получается сорбит закалки. Твердость нормализованной стали выше, чем отожженной, а вязкость и пластичность ниже.
При дальнейшем увеличении скорости охлаждения (рис. 8.7, Vз), но ниже Vкрит, получают еще более мелкую ферритно-цементитную смесь - троостит закалки.
Нормализация - более экономичная термическая операция, чем отжиг за счет уменьшения времени технологического цикла.
Закалка - режим термической обработки, при котором после фазовой перекристаллизации и последующего быстрого охлаждения образуется неравновесная структура - пересыщенный твердый раствор углерода в альфа-железе - мартенсит закалки (рис. 8.7, V>Vкрит).
Если сталь при нагреве претерпела полную фазовую перекристаллизацию (Тнагр>Ас3) и имела однофазную структуру (аустенит), то закалка называется полной. Если же перекристаллизация прошла неполностью (Ас1 < Тнагр < Ас3 или Ас1 < Тнагр < Аост)), то закалка называется неполной.
Отпуск - режим термической обработки, при котором закаленная сталь нагревается до температуры ниже Ас1, выдерживается и затем охлаждается, как правило, на воздухе. В результате отпуска уменьшаются внутренние напряжения стали и формируются более равновесные структуры, которые отличаются более высокими характеристиками пластичности и вязкости по сравнению со структурой мартенсита закалки.
Структуры, полученные после отпуска, предопределяют более высокий уровень механических свойств по сравнению с отожженным или нормализованном состоянием стали. Отпуск, как правило, является окончательной термической обработкой стали, при которой формируется структура с заданным уровнем механических свойств.
Технология термической обработки стали
Нагрев изделий при термообработке производится в печах или в ваннах. В зависимости от среды, в которой нагревались детали, печи разделяются на печи с воздушной атмосферой и продуктами горения, печи с контролируемой или защитной атмосферами и печи-ванны (масляные, свинцовые, соляные) с внешним или внутренним (соляные электродные) обогревом.
Нагрев в печах-ваннах осуществляется быстрее и качественней, при этом ванны должны хорошо раскисляться.
Время нагрева, выдержки и режим охлаждения зависят от типа нагревательной печи, состава и структуры стали, от формы и размеров изделия.
При отжиге скорость нагрева обычно невелика и составляет порядка 100 град/час, продолжительность выдержки достигает 1 часа на 1 тонну нагреваемого металла. Скорость охлаждения для углеродистых сталей ~ 150.. .200 град/час для углеродистых сталей и 30... 100град/час для легированных.
При закалке время нагрева в печах подсчитывается из расчета 50... 80 секунд на 1 мм сечения, 12... 14 секунд в соляной ванне и 6... 8 секунд в свинцовой ванне. Продолжительность выдержки устанавливается равной 20% от времени нагрева.
В качестве охлаждающих сред при закалке чаще всего используют воду и минеральные масла. Охлаждение в воде применяют при закалке изделий из углеродистых и некоторых низкоуглеродистых сталей, причем в последнем случае только для изделий простой конфигурации. При закалке легированных сталей применяют масло, некоторые высоколегированные стали закаливают на воздухе.
В некоторых случаях для устранения деформации (коробления) деталей и предотвращения образования трещин (растрескивание), которые вызываются значительными остаточными напряжениями, применяют закалку в двух средах или ступенчатую закалку (рис. 5.8). При закалке в двух средах, деталь, нагретую под закалку, сначала охлаждают в воде, а затем переносят в масло. При этом происходит быстрое прохождение области минимальной устойчивости аустенита, но в интервале мартенситного превращения невысокие скорости охлаждения уменьшают остаточные напряжения. При ступенчатой закалке деталь, нагретую до температуры закалки, переносят в жидкую среду с температурой Мн + (50…100)°С и выдерживают некоторое время для выравнивания температуры по сечению, а затем охлаждают на спокойном воздухе. Этот вид закалки применяют для деталей небольшого сечения из низко - и среднелегированных сталей с высокой устойчивостью аустенита в области перлитного превращения.
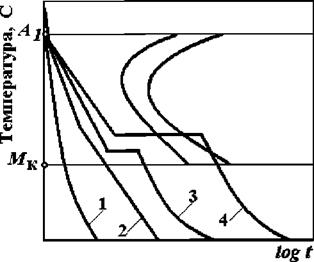
Рис. 8.8. Способы охлаждения при закалке сталей:
t - время; 1 - непрерывное охлаждение; 2 - закалка в двух средах; 3- ступенчатая закалка; 4 - изотермическая закалка; А1 - граница устойчивого аустенита; Мк - граница конца мартенситного превращения.
Изотермическую закалку некоторых легированных сталей проводят для получения структуры нижнего бейнита, обладающего высокой вязкостью и прочностью. Нагретую под закалку деталь переносят соляную ванну с температурой Мн + (50... 100)°С, выдерживают до конца превращения аустенита в бейнит и затем охлаждают на воздухе.
Для легированных сталей, у которых температура конца мартенситного превращения Мк значительно ниже комнатных температур, применяют обработку холодом. В этом случае нагретые под до закалку детали охлаждают до отрицательных температур (-40... -196°С), при этом практически весь аустенит превращается в мартенсит. Такой обработке подвергают детали подшипников качения, измерительные инструменты и ряд других изделий.
Доэвтектоидные стали нагреваются под закалку до температур Асз+(30... 50)°С - полная закалка и после охлаждения с критической скоростью закалки образуется структура, состоящая из мелкоигольчатого мартенсита и следов остаточного аустенита. Перегрев стали значительно выше Ас3 приводит к укрупнению зерен аустенита и увеличению его устойчивости, поэтому после закалки структура состоит из крупноигольчатого мартенсита и большого количества остаточного аустенита, что увеличивает внутренние напряжения и снижает уровень механических свойств.
Неполная закалка (Ас1<Тнагр <Ас3) для доэвтектоидных сталей не применяется, так как в этом случае в структуре закаленной стали наряду с мартенситом закалки сохраняется феррит, что уменьшает твердость закаленной стали.
Для заэвтектоидных сталей применяют неполную закалку (Ас1 + 30... 50)°. В этом случае наличие в структуре закаленных сталей цементита увеличивает твердость и износостойкость, что необходимо для различных инструментов. На рис. 8.9 показаны интервалы оптимальных температур нагрева при закалке для сталей.
В ряде случаев для трущихся деталей машин требуется получить высокую твердость поверхности при сохранении вязкой сердцевины. Это достигается поверхностной закалкой. При этом только поверхностный слой на глубину от 0,5 до 5 мм нагревается выше Ас3. Нагрев осуществляется очень быстро, чтобы сердцевина вследствие теплопроводности не прогрелась до закалочных температур. Поскольку с увеличением скорости нагрева фазовые превращения смещаются в область более высоких температур, температура закалки составляет Ас3 + (150... 200)° и отсутствует выдержка при этих температурах. Зерно аустенита не успевает вырасти, и после охлаждения образуется структура безъигольчатого мартенсита. Структура переходной зоны состоит из мартенсита и феррита, а сердцевина представляет собой феррит и перлит.
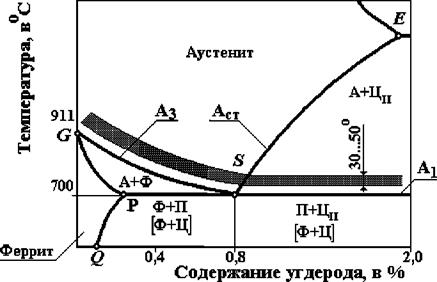
Рис. 8.9. Оптимальный интервал температур нагрева стали при закалке:
А - аустенит; Ф - феррит; П- перлит; Ц П - цементит вторичный; Q, G, S, E, P - узловые точки диаграммы состояния «Железо - Углерод»; квадратными скобками обозначены фазы.
Наиболее совершенным способом поверхностной закалки является высокочастотная (индукционная) закалка. Деталь или ее часть помещают в одновитковый или многовитковый соленоид (индуктор), через который пропускают ток высокой частоты. При этом в поверхностных слоях изделия возникают вихревые токи, которые очень быстро (от 3 до 20 с) нагревают поверхностные слои до закалочных температур. Глубина проникновения тока, а значит и толщина закаленного слоя, уменьшаются с увеличением частоты тока (табл. 8.1).
Таблица 8.1. Глубина проникновения тока в углеродистую сталь (0,45%С) при 800°С.
| Частота тока, Гц | 0,5 х 10 2 | 2 х 10 3 | 10 4 | 10 5 | 10 6 |
| Глубина, мм | 91,4 | 14,5 | 6,5 | 2Д | 0,65 |
В последнее время для локальной закалки участков поверхности различных деталей используют источники высококонцентрированной энергии - электронные и лазерные лучи.
При поверхностной закалке, как правило, не требуются охлаждающие среды, так как поверхностные слои очень быстро остывают в результате отвода теплоты в холодную часть детали.
В практике для сталей используют три вида отпуска: низкотемпературный, среднетемпературный и высокотемпературный.
Низкотемпературный отпуск проводится при температурах 120.. ,200°С как правило после неполной закалки для инструментальных (заэвтектоидных) сталей. После низкотемпературного отпуска мартенсит закалки превращается в мартенсит отпуска (Мотп) при этом степень тетрагональности мартенсита уменьшается и, соответственно уменьшается хрупкость (без существенного снижения твердости).
Среднетемпературный отпуск производится при температурах 350.. ,450°С. После среднетемпературного отпуска образуется дисперсная смесь феррита и зернистого цементита - тростит отпуска. Тростит отпуска имеет примерно ту же твердость, что и тростит закалки (НRКС40), но за счет зернистого строения структуры обладает высоким пределом текучести (sт = 800... 1000 МПа) и повышенной упругостью.
Высокотемпературный отпуск проводится при температурах 550...650°С. С повышением температуры отпуска за счет коагуляции укрупняются зерна цементита, входящие в феррито-цементитную смесь и образуется структура - сорбит отпуска (Сотп)- Твердость стали при этом понижается до значений порядка НКСЗО, а пластичность и вязкость (по сравнению со структурой троостита отпуска) значительно возрастает.
Полная закалка с высоким отпуском называется улучшением и применяется для сталей с содержанием углерода от 0,3 до 0,5%.
Влияние термической обработки на механические свойства стали
В отожженном состоянии структура среднеуглеродистой стали состоит из феррита и перлита, что определяет относительно невысокие показатели прочности (НКС18...20) и, наоборот, высокую пластичность (8 = 20...25%). После полной закалки среднеуглеродистой стали образуется структура мартенсита закалки со следами остаточного аустенита, при этом твердость составляет порядка НКС60, но сталь становится хрупкой (8 = 0,5%).
В результате структурных превращений при отпуске изменяются механические свойства стали (рис. 8.10).
Рис. 8.10. Изменение твердости закаленной стали при отпуске.
С повышением температуры отпуска прочностные показатели уменьшаются, а пластичность и вязкость растут за счет снижения внутренних напряжений и образования зернистой формы цементита в структурах троостит и сорбит отпуска. Надо отметить, что в интервале температур 250... 350 и 500...600°С у конструкционных сталей возникает так называемая отпускная хрупкость I и II рода, поэтому при указанных температурах отпуск не проводят.
Закаливаемость и прокаливаемость сталей
В конструкционных сталях, наиболее выгодное сочетание механических свойств обеспечивается в случае получения при закалке структуры мелкоигольчатого мартенсита с высокими показателями твердости. Способность стали приобретать после закалки высокую твердость, зависящую от содержания углерода в мартенсите, называется закаливаемостью.
При закалке сталей в любых охладителях невозможно добиться одинаковой скорости охлаждения поверхности и сердцевины изделия. В таком случае если скорость охлаждения сердцевины будет меньше критической, то в ней вместо мартенсита образуются закалочные структуры перлитного типа - троостит или сорбит закалки с более низкими механическими свойствами. Поэтому большое значение имеют показатели способности стали к образованию при закалке мартенситной структуры по сечению - прокаливаемость.
На практике закаленными считаются слои, в которых содержится не менее 50% мартенсита (полумартенситная зона), остальное - троостит закалки. Для измерения прокаливаемости используется метод торцевой закалки (ГОСТ 5657-69*), при котором цилиндрический образец установленных размеров нагревается до температуры закалки, охлаждается только с торца струей воды. После охлаждения измеряют твердость по длине цилиндра и строят график изменения твердости по длине образца. Между прокаливаемостью и устойчивостью аустенита существует прямо пропорциональная зависимость, и все факторы, повышающие устойчивость аустенита, увеличивают прокаливаемость.
Определяющее влияние на прокаливаемость оказывают химический состав стали, размер зерна аустенита, различные включения, нерастворимые в аустените.
Так, при добавке в сталь легирующих элементов (за исключением кобальта), растворимых в аустените, повышается его устойчивость, следовательно, увеличивается прокаливаемость.
Аустенит, образующийся при нагреве стали выше критических температур, может иметь крупный или мелкий размер зерна. Так как суммарная протяженность границ зерен на единицу объема в крупнозернистой стали меньше, чем в мелкозернистой, то устойчивость крупнозернистого аустенита и соответственно прокаливаемость будут выше.
Различные фазы внедрения (карбиды, оксиды, нитриды и другие) являются дополнительными центрами превращения аустенита и понижают прокаливаемость заэвтектоидных (инструментальных) сталей, несмотря на высокое содержание углерода, ниже чем у доэвтектоидных (конструкционных)[1].
Термомеханическая обработка сталей и сплавов
Термомеханическая обработка металлов (ТМО) – это сочетание операций пластической деформации металла и термической обработки. Такое воздействие на металл позволяет повысить его прочность как в результате наклепа, который получается при пластической деформации, так и вследствие термообработки. Благодаря этому удается достичь высокого комплекса механических свойств сталей и сплавов. Термомеханическая обработка металла существует с древних времен. Такому способу обработки подвергали клинки и мечи из стали. В фильмах о древних рыцарях можно увидеть кадры, когда кузнец бьет кувалдой по раскаленному мечу, после чего охлаждает оружие в воде, потом снова нагревает в домне и весь процесс повторяется заново. Это и есть термомеханическая обработка. Более широкое применение ТМО получила, когда появилась возможность объяснить физику процессов высокого упрочнения металла. В настоящее время существует два основных способа термомеханической обработки стали:
1. ВТМО — высокотемпературная термомеханическая обработка
2. НТМО — низкотемпературная термомеханическая обработка
Высокотемпературная термомеханическая обработка стали заключается в том, что непосредственно после горячего воздействия давлением, когда металл имеет аустенитную структуру, проводится закалка. За короткое время между окончанием процесса деформации и закалкой не успевает произойти рекристаллизация. В связи с этим наклеп и упрочнение, которые возникли при пластической деформации во время прокатки или штамповки, не устраняются и остаются в материале после его остывания. После закалки, к этому добавляется еще упрочнение вследствие фазового наклепа твердой мартенситной структурой. Мартенсит, образующийся в этих условиях, кроме своих дислокаций, как бы наследует и те, которые возникли при наклепе. Ясно, что чем короче промежуток времени между окончанием всех процессов, когда сталь имеет высокую температуру, тем больше сохранится дислокаций и тем больше будет эффект упрочнения. Практически, этот отрезок времени составляет несколько секунд, в течение которых частично происходит рекристаллизация, что снижает эффект упрочнения. Рекристаллизация - один из главных недостатков способа высокотемпературной термомеханической обработки стали. Из-за этого явления степень деформации при ВТМО не превышает 20-30%.При низкотемпературной термомеханической обработке металл нагревают до аустенитного состояния, затем охлаждают ниже температуры рекристаллизации, но выше температуры начала мартенситного превращения, т. е. температурный интервал пластической деформации составляет примерно 400 - 600°С. Деформация, как и при ВТМО, вызывает наклеп аустенита, рекристаллизации же в этих условиях не происходит. Затем проводится закалка: образуется мартенсит, который, как и в предыдущем способе, наследует дислокации, а значит и упрочнение, полученное при низкотемпературной термомеханической обработке стали. Здесь устранен недостаток первого способа, так как рекристаллизация практически отсутствует и потому наиболее полно используется эффект упрочнения от наклепа. После закалки в обоих случаях следует низкотемпературный отпуск (100 — 300°С.). ТМО позволяет получить достаточно высокую прочность (σ в = 2200-3000МПа) при хорошей пластичности и вязкости (δ = 6 - 8%, ψ = 50 — 60%). Для сравнения: после обычной закалки и низкого отпуска σ в = 2000 — 2200МПа, δ = 3 — 4%.
Существует также высокотемпературная поверхностная термомеханическая обработка - ВТМПО. Сущность ее заключается в том, что деталь подвергается поверхностному нагреву ТВЧ и одновременно обкатывается роликами. В результате в поверхностном слое изделия, разогретом до аустенитного состояния, происходит наклеп и после закалки образуется мартенситная структура, в которой наследуется дополнительное упрочнение, полученное при обкатке. Метод ВТМПО очень эффективен при упрочнении шеек и галтелей коленчатых валов, пальцев шаровых опор подвески автомобиля и других ответственных деталей.
Возможность применения ТМО определяется тем, что на процессы структурных превращений существ влияние оказывают присутствующие в реальных сплавах несовершенства строения (дислокации, дефекты упаковки, вакансии). С другой стороны, в результате некоторых структурных изменений образуются новые несовершенства, а также происходит перераспределение имеющихся несовершенств. Температура проведения деформации при ВТМО лежит обычно выше верхней критической точки полиморфного превращения, поэтому неизбежны попытки проведения аналогии между ВТМО и термической обработкой с прокатного (или ковочного) нагрева. Принципиальное различие между этими видами обработки состоит в том, что при ВТМО создаются такие условия высокотемпературной пластической деформации и последующей закалки, при которых подавляется развитие рекристаллизационных процессов и создаётся особое структурное состояние, характеризующееся повышенной плотностью несовершенств и особым их распределением с образованием субструктуры полигонизации. Отсюда и экспериментально наблюдаемая развитая мозаичность строения стали после ВТМО, повышенная тонкая субмикроскопическая неоднородность строения и состава мартенсита, которая обеспечивает после ВТМО уникальное сочетание свойств, когда наряду с повышением прочности одновременно увеличиваются пластичность, вязкость и сопротивление хрупкому разрушению. Развитие технологии ВТМО привело к созданию новой схемы — ВТМизО, в которой высокотемпературная деформация сочетается с изотермическим превращением. Изделия (в частности упругие изделия — опоры и рессоры), обработанные по этой схеме, характеризуются повышенными служебными характеристиками. ТМО широко применяется как для сталей, так и для цветных сплавов. ТМО имеет следующие разновидности[8]:
ПТМО — предварительная термомеханическая обработка;
ВТМО — высокотемпературная термомеханическая обработка;
ВТМПО — высокотемпературная термомеханическая поверхностная обработка;
ВТМизО — высокотемпературная термомеханическая изотермическая обработка;
НТМО — низкотемпературная термомеханическая обработка;
НТМизО — низкотемпературная термомеханическая изотермическая обработка;
ВНТМО — высоко-низкотемпературная термомеханическая обработка;
НВТМО — низко-высокотемпературная термомеханическая обработка;
ДМО-1 — деформа
| <== предыдущая лекция | | | следующая лекция ==> |
| Защита инженерно-технического комплекса ОПО от воздействия | | | Общие сведения о пожаре |
Дата добавления: 2018-05-10; просмотров: 941;
Поиск по сайту
Узнать еще
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII.2. Закономерности изменения свойств нефтей и газов на месторождениях
- А) кислотные свойства
- А) Основные свойства
- А) Физические свойства минералов
- А. Оптические свойства минералов
- А. Свойства и виды рецепторов. Взаимодействие рецепторов с ферментами и ионными каналами
- Азотная кислота и ее свойства.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
