Термическая резка металлов
Под термической резкой металлов подразумеваются процессы, при которых металл в зоне реза нагревается до высоких температур и удаляется из полости реза в расплавленном жидком виде расплавленных шлаков и окислов. Для термической резки пользуются оборудованием, аппаратурой и материалами, сходными с применяемыми в процессах сварки металлов. Поэтому во многих случаях целесообразно рассматривать термическую резку вместе со сваркой, хотя цели этих двух процессов противоположны.
В процессе резки металл может удаляться из полости реза чисто термическим процессом, он расплавляется и вытекает. Но наиболее важный для техники металл - железо - легко окисляется, а в чистом кислороде может гореть подобно тому, как магний горит на воздухе; в результате металл превращается в окислы и шлаки, удаляемые из полости реза. В одних процессах резки преобладает термический процесс, в других - химический, но всегда оба эти процесса действуют совместно; в продуктах, удаляемых из полости реза, всегда можно обнаружить как металлическое железо, так и его окислы,
Термическая резка выполняется разными способами; наиболее важный и изученный способ – это кислородная резка, основанная на использовании химической реакции сгорания железа в кислороде. Более новый способ плазменной резки основан на использовании высокотемпературной плазменной струи, он быстро развивается и уже имеет промышленное значение. В перспективе могут найти применение струя фтора и световой луч, обычный и усиленный лазером.
Газокислородная резка.Газокислородная резка основана на способности железа сгорать в струе чистого кислорода с выделением значительного количества тепла по реакции 3Fe + 202 = Fe3 О4,. Выделяемое при горении железа довольно значительное количество тепла оплавляет поверхность металла, и получающийся жидкий металл увлекается в шлак вместе с расплавленными окислами. Количество тепла от сгорания железа при резке в 6 - 8 раз превышает количество тепла, выделяемое подогревательным пламенем резака.
Железо или сталь не загораются в кислороде при низких температурах, для начала горения металла в кислороде нужно подогреть металл до 1000 - 1200° С. Настоящая высококачественная кислородная резка металла возможна, лишь в том случае, если металл горит в твердом состоянии.
Процесс газокислородной резки можно представить следующим образом (рисунок 6.13). Смесь кислорода с горючим газом 4 выходит из подогревательного мундштука резака 1 и сгорает, образуя подогревательное пламя 5.
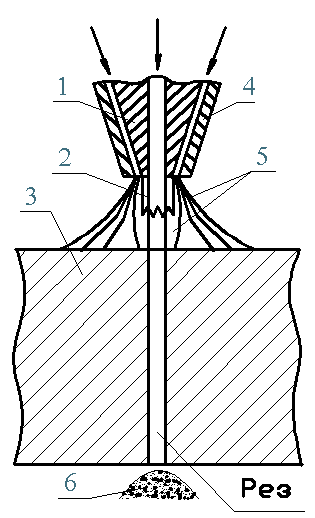
Рисунок 6.13. Газокислородная резка
Подогревательным пламенем металл нагревается до температуры начала горения, тогда по осевому каналу 2 режущего мундштука подается технически чистый кислород. Режущий кислород попадает на нагретый металл 3 и зажигает его. Начинается горение металла: при этом выделяется значительное количество тепла, которое совместно с подогревательным пламенем разогревает нижележащие слои металла, и горение быстро распространяется в глубину на всю толщину металла, прожигая сквозное отверстие, через которое режущая струя кислорода 6 выходит наружу, пробивая металл.
Если перемещать далее резак по прямой или кривой линии с надлежащей скоростью, то сжигание металла будет происходить по этой линии и металл будет разрезаться.
Таким образом, кислородная резка складывается из нескольких процессов: подогрева металла, сжигания металла в струе кислорода, выдувания расплавленного шлака из полости реза. Подогревательное пламя не тушат, и оно горит в течение всего процесса резки, так как количество тепла, выделяемого при сжигании железа недостаточно для возмещения всех потерь тепла зоны резки. Если подогревательное пламя потушить, то процесс резки быстро прекращается.
Практически указанным условиям удовлетворяет лишь железо и его технические сплавы - стали. Большинство других металлов, применяемых в технике и строительстве, не удовлетворяет указанным условиям и не поддается кислородной резке.
Для резки необходим чистый кислород; даже незначительное количество примесей заметно снижает скорость резки и сильно повышает расход кислорода. В качестве горючего для подогревательного пламени при кислородной резке может быть использован любой горючий газ, а также жидкие горючее - бензин, бензол, керосин и т. д.
Газокислородные резаки. В газокислородномрезаке конструктивно объединены подогревательная и собственно режущая части. Подогревательная часть газокислородного резака по принципу устройства, конструкции и методам расчета аналогична сварочным горелкам. В зависимости от давления горючего газа подогревательная часть может быть инжекторной или безинжекторной. В промышленности обычно пользуются резаками с инжекторным подогревательным устройством, независимо от давления применяемого горючего газа.
Горючие газы для резки.Существует много горючих газов, достаточно калорийных, недефицитных и доступных для широкого промышленного использования. Возможно также использование жидких и даже твердых порошкообразных горючих. Самая высокая температура пламени получается при сжигании ацетилена.
Помимо высокой температуры пламени, ацетилен имеет и некоторые другие преимущества. Его легко получить на месте работ из твердого вещества - карбида кальция, удобного для перевозки и хранения. Ацетилено - кислородное пламя легко и удобно регулировать по виду центральной части, так называемого ядра пламени. Но в то же время ацетилен дефицитен, дорог, весьма взрывоопасен.
Ацетилено - кислородное пламя в наиболее горячей части имеет температуру около 3100—3200° С. Ни один другой горючий промышленный газ не может дать температуру выше 2500—2700° С.
Схема ацитиленово - кислородного резака приведена на рисунке 6.14.
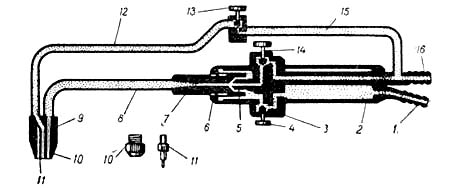
1- ацетиленовый ниппель, 2-рукоятка, 3-корпус,4-ацетиленовый вентиль,5-инжектор, 6-накидная гайка, 7-камера смешения, 8-трубка подачи горячей смеси, 9-голова резака, 10-наружный мундштук, 11-внутренний мундштук, 14-трубка режущего кислорода, 13-вентиль режущего кислорода, 14-вентиль подогревающего кислорода, 15-трубка режущего кислорода, 16-кислородный ниппель
Рисунок 6-14 -Схема резака для ацетиленово-кислородной резки.
Дата добавления: 2018-05-10; просмотров: 2123;
Поиск по сайту
Узнать еще
- II. Сварка металлов
- II. Смазочные масла и пасты, употребляемые при обработке металлов
- IV. Травление металлов.
- VI. Гравирование металлов
- VII. Окрашивание металлов
- Аморфное состояние металлов
- Атомно-кристаллическое строение металлов.
- В скобках указаны данные для металлов, полученных из вторичного сырья (лома).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
