Производство магния
Для получения магния наибольшее распространение получил электролитический способ, сущность которого заключается в получении чистых безводных солей магния, электролизе этих солей в расплавленном состоянии и рафинировании металлического магния.
Основным сырьем для получения магния являются: карналлит, магнезит, доломит, бишофит. Наибольшее количество магния получают из карналлита. Сначала карналлит обогащают и обезвоживают. Безводный карналлит используют для приготовления электролита.
Электролиз осуществляют в электролизере, футерованном шамотным кирпичом. Анодами служат графитовые пластины, а катодами – стальные пластины. Электролизер заполняют расплавленным электролитом состава 10 %  , 45 %
, 45 %  , 30 %
, 30 %  , 15 %
, 15 %  , с небольшими добавками
, с небольшими добавками  и
и  . Такой состав электролита необходим для понижения температуры его плавления (720 0С). Для электролитического разложения хлористого магния через электролит пропускают ток. В результате образуются ионы хлора, которые движутся к аноду. Ионы магния движутся к катоду и после разряда выделяются на поверхности, образуя капельки жидкого чернового магния. Магний имеет меньшую плотность, чем электролит, поэтому он всплывает на поверхность, откуда его периодически удаляют вакуумным ковшом.
. Такой состав электролита необходим для понижения температуры его плавления (720 0С). Для электролитического разложения хлористого магния через электролит пропускают ток. В результате образуются ионы хлора, которые движутся к аноду. Ионы магния движутся к катоду и после разряда выделяются на поверхности, образуя капельки жидкого чернового магния. Магний имеет меньшую плотность, чем электролит, поэтому он всплывает на поверхность, откуда его периодически удаляют вакуумным ковшом.
Черновой магний содержит 5 % примесей, поэтому его рафинируют переплавкой с флюсами. Для этого черновой магний и флюс, состоящий из  , нагревают в печи до температуры 700…750 0С и перемешивают. При этом неметаллические примеси переходят в шлак. Затем печь охлаждают до температуры 670 0С и магний разливают в изложницы на чушки.
, нагревают в печи до температуры 700…750 0С и перемешивают. При этом неметаллические примеси переходят в шлак. Затем печь охлаждают до температуры 670 0С и магний разливают в изложницы на чушки.
ЛЕКЦИЯ 4
Литейное производство
Общие сведения о литейном производстве
Современное состояние и роль литейного производства
в машиностроении.
Теория и практика технологии литейного производства на современном этапе позволяет получать изделия с высокими эксплуатационными свойствами. Отливки надежно работают в реактивных двигателях, атомных энергетических установках и других машинах ответственного назначения. Они используются в изготовлении строительных конструкций, металлургических агрегатов, морских судов, деталей бытового оборудования, художественных и ювелирных изделий.
Современное состояние литейного производства определяется совершенствованием традиционных и появлением новых способов литья, непрерывно повышающимся уровнем механизации и автоматизации технологических процессов, специализацией и централизацией производства, созданием научных основ проектирования литейных машин и механизмов.
Важнейшим направлением повышения эффективности является улучшение качества, надежности, точности и шероховатости отливок с максимальным приближением их к форме готовых изделий путем внедрения новых технологических процессов и улучшения качества литейных сплавов, устранение вредного воздействия на окружающую среду и улучшения условий труда.
Литье является наиболее распространенным методом формообразования.
Преимуществами литья являются изготовление заготовок с наибольшими коэффициентами использования металла и весовой точности, изготовление отливок практически неограниченных габаритов и массы, получение заготовок из сплавов, неподдающихся пластической деформации и трудно обрабатываемых резанием (магниты).
Классификация литых заготовок.
По условиям эксплуатации, независимо от способа изготовления, различают отливки:
– общего назначения – отливки для деталей, не рассчитываемых на прочность
– ответственного назначения – отливки для деталей, рассчитываемых на прочность и работающих при статических нагрузках;
– особо ответственного назначения - отливки для деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках.
В зависимости от способа изготовления, массы, конфигурации поверхностей, габаритного размера, толщины стенок, количества стержней, назначения и особых технических требований отливки делят на 6 групп сложности.
Первая группа характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих ребер, буртов, фланцев, отверстий. Внутренние поверхности простой формы. Типовые детали – крышки, рукоятки, диски, фланцы, муфты, колеса вагонеток, маховики для вентилей и т.д.
Шестая группа – отливки с особо сложными закрытыми коробчатыми и цилиндрическими формами. На наружных криволинейных поверхностях под различными углами пересекаются ребра, кронштейны и фланцы. Внутренние полости имеют особо сложные конфигурации с затрудненными выходами на поверхность отливки. Типовыедетали – станины специальных МРС, сложные корпуса центробежных насосов, детали воздуходувок, рабочие колеса гидротурбин.
В зависимости от способа изготовления их габаритных размеров и типа сплавов ГОСТ 26645-85 устанавливает 22 класса точности.
Литейные сплавы
Требования к материалам, используемым для получения отливок:
Состав материалов должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств; свойства и структура должны быть стабильными в течение всего срока эксплуатации отливки.
Материалы должны обладать хорошими литейными свойствами (высокой жидкотекучестью, небольшой усадкой, низкой склонностью к образованию трещин и поглощению газов, герметичностью), хорошо свариваться, легко обрабатываться режущим инструментом. Они не должны быть токсичными и вредными для производства. Необходимо, чтобы они обеспечивали технологичность в условиях производства и были экономичными.
Литейные свойства сплавов
Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств сплавов, которые проявляются при заполнении формы, кристаллизации и охлаждении отливок в форме. К основным литейным свойствам сплавов относят: жидкотекучесть, усадку сплавов, склонность к образованию трещин, газопоглощение, ликвацию.
Жидкотекучесть – способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки.
При высокой жидкотекучести сплавы заполняют все элементы литейной формы.
Жидкотекучесть зависит от многих факторов: от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств формы и т.д.
Чистые металлы и сплавы, затвердевающие при постоянной температуре, обладают лучшей жидкотекучестью, чем сплавы, затвердевающие в интервале температур (твердые растворы). Чем выше вязкость, тем меньше жидкотекучесть. С увеличением поверхностного натяжения жидкотекучесть понижается. С повышением температуры заливки расплавленного металла и формы жидкотекучесть улучшается. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так , песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет ее лучше, чем металлическую форму. Наличие неметаллических включений снижает жидкотекучесть. Так же влияет химический состав сплава (с увеличением содержания серы, кислорода, хрома жидкотекучесть снижается; с увеличением содержания фосфора, кремния, алюминия, углерода жидкотекучесть увеличивается).
Усадка–свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Изменение объема зависит от химического состава сплава, температуры заливки, конфигурации отливки.
Различают объемную и линейную усадку.
В результате объемной усадки появляются усадочные раковины и усадочная пористость в массивных частях отливки.
Для предупреждения образования усадочных раковин устанавливают прибыли – дополнительные резервуары с расплавленным металлом, а также наружные или внутренние холодильники.
Линейная усадка определяет размерную точность полученных отливок, поэтому она учитывается при разработке технологии литья и изготовления модельной оснастки.
Линейная усадка составляет: для серого чугуна – 0,8…1,3 %; для углеродистых сталей – 2…2,4 %; для алюминиевых сплавов – 0,9…1,45 %; для медных сплавов – 1,4…2,3 %.
Газопоглощение– способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Степень растворимости газов зависит от состояния сплава: с повышением температуры твердого сплава увеличивается незначительно; возрастает при плавлении; резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается, в результате их выделения в отливке могут образоваться газовые раковины и поры.
Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы.
Ликвация –неоднородность химического состава сплава в различных частях отливки. Ликвация образуется в процессе затвердевания отливки, из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. В сталях и чугунах заметно ликвируют сера, фосфор и углерод.
Различают ликвацию зональную,когда различные части отливки имеют различный химический состав, и дендритную, Когдахимическая неоднородность наблюдается в каждом зерне.
Литейные сплавы
1. Чугун является наиболее распространенным материалом для получения фасонных отливок. Чугунные отливки составляют около 80 % всех отливок.
Широкое распространение чугун получил благодаря хорошим технологическим свойствам и относительной дешевизне. Из серого чугуна получают самые дешевые отливки (в 1,5 раза дешевле, чем стальные, в несколько раз – чем из цветных металлов). Область применения чугунов расширяется вследствие непрерывного повышения его прочностных и технологических характеристик. Используют серые, высокопрочные, ковкие и легированные чугуны.
2. Сталь как литейный материал применяют для получения отливок деталей, которые наряду с высокой прочностью должны обладать хорошими пластическими свойствами. Чем ответственнее машина, тем более значительна доля стальных отливок, идущих на ее изготовление. Стальное литье составляет: в тепловозах – 40…50 % от массы машины; в энергетическом и тяжелом машиностроении (колеса гидравлических турбин с массой 85 тонн, иногда несколько сотен тонн) – до 60 %.
Стальные отливки после соответствующей термической обработки не уступают по механическим свойствам поковкам.
Используются: углеродистые стали 15Л…55Л; легированные стали 25ГСЛ, 30ХГСЛ, 110Г13Л; нержавеющие стали 10Х13Л, 12Х18Н9ТЛ и др.
Среди литейных материалов из сплавов цветных металлов широкое применение нашли медные и алюминиевые сплавы.
1. Медные сплавы – бронзы и латуни.
Латуни – наиболее распространенные медные сплавы. Для изготовления различной аппаратуры для морских судостроения, работающей при температуре 300 ?С, втулок и сепараторов подшипников, нажимных винтов и гаек прокатных станов, червячных винтов применяют сложнолегированные латуни. Обладают хорошей износостойкостью, антифрикционными свойствами, коррозионной стойкостью.
Из оловянных бронз (БрО3Ц7С5Н1) изготавливают арматуру, шестерни, подшипники, втулки.
Безоловянные бронзы по некоторым свойствам превосходят оловянные. Они обладают более высокими механическими свойствами, антифрикционными свойствами, коррозионной стойкостью. Однако литейные свойства их хуже. Применяют для изготовления гребных винтов крупных судов, тяжело нагруженных шестерен и зубчатых колес, корпусов насосов, деталей химической и пищевой промышленности.
2. Алюминиевые сплавы.
Отливки из алюминиевых сплавов составляют около 70 % цветного литья. Они обладают высокой удельной прочностью, высокими литейными свойствами, коррозионной стойкостью в атмосферных условиях.
Наиболее высокими литейными свойствами обладают сплавы системы алюминий – кремний (Al-Si) – силумины АЛ2, АЛ9. Они широко применяются в машиностроении, автомобильной и авиационной промышленности, электротехнической промышленности.
Также используются сплавы систем: алюминий – медь, алюминий – медь – кремний, алюминий – магний.
3. Магниевые сплавы обладают высокими механическими свойствами, но их литейный свойства невысоки. Сплавы системы магний – алюминий – цинк – марганец применяют в приборостроении, в авиационной промышленности, в текстильном машиностроении.
ЛЕКЦИЯ 5
Способы изготовления отливок. Изготовление отливок
в песчаных формах
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Литейные формы изготовляют как из неметаллических материалов (песчаные формы, формы изготовляемые по выплавляемым моделям, оболочковые формы) для одноразового использования, так и из металлов (кокили, изложницы для центробежного литья) для многократного использования.
Изготовление отливок в песчаных формах
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с толщиной стенки от 3…5 до 1000 мм и длиной до 10000 мм.
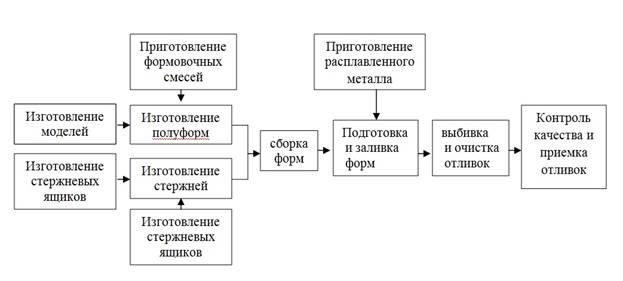 Схема технологического процесса изготовления отливок в песчаных формах представлена на рис. 5.1.
Схема технологического процесса изготовления отливок в песчаных формах представлена на рис. 5.1.
Рис. 5.1. Схема технологического процесса изготовления отливок в песчаных формах
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта.
Литейная форма для получения отливок в песчаных формах представлена на рис.5.2.
Литейная форма обычно состоит из верхней 1 и нижней 2 полуформ, которые изготавливаются в опоках 7, 8 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 10, которые вставляют в отверстия ручек опок 11.
Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 3, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки).
Литейную форму заливают расплавленным металлом через литниковую систему.
Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы.
Основными элементами являются: литниковая чаша 5, которая служит для приема расплавленного металла и подачи его в форму; стояк 6 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 12, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 13 – один или несколько, через которые расплавленный металл подводится в полость литейной формы.
Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 4. Для вывода газов предназначены и вентиляционные каналы 9.
Рис. 5.2. Литейная форма
Разновидности литниковых систем представлены на рис. 5.3.
Рис. 5.3. Разновидности литниковых систем
Различают литниковые системы с питателями, расположенными в горизонтальной и вертикальной плоскостях.
По способу подвода расплава в рабочую полость формы литниковые системы делят на: нижнюю, верхнюю, боковую.
Нижняя лиитниковая система (рис.5.3.б) – широко используется для литья сплавов, легко окисляющихся и насыщающихся газами (алюминий), обеспечивает спокойный подвод расплава к рабочей полости формы и постепенное заполнение ее поступающим снизу, без открытой струи металлом. При этом усложняется конструкция литниковой системы, увеличивается расход металла на нее, создается неблагоприятное распределение температур в залитой форме ввиду сильного разогрева ее нижней части.
Возможно образование усадочных дефектов и внутренних напряжений. При такой системе ограничена возможность получения высоких тонкостенных отливок (при литье алюминиевых сплавов форма не заполняется металлом, если отношение высоты отливки к толщине ее стенки превышает  ,
,  ).
).
Нижний подвод через большое количество питателей часто используется при изготовлении сложных по форме, крупных отливок из чугуна.
Верхняя литниковая система (рис.5.3.в).
Достоинствами системы являются: малый расход металла; конструкция проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питании отливки.
Недостатки: падающая сверху струя может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений; затрудняется улавливание шлака.
Верхнюю литниковую систему применяют для невысоких (в положении заливки) отливок, небольшой массы и несложной формы, изготовленных из сплавов не склонных к сильному окислению в расплавленном состоянии (чугуны, углеродистые конструкционные стали, латуни).
Боковая литниковая система (рис.5.3.а).
Подвод металла осуществляется в среднюю часть отливки (по разъему формы).
Такую систему применяют при получении отливок из различных сплавов, малых и средних по массе деталей, плоскость симметрии которых совпадает с плоскостью разъема формы. Является промежуточной между верхней и нижней, и следовательно сочетает в себе некоторые их достоинства и недостатки.
Иногда при подводе металла снизу и сверху используют массивные коллекторы.
Приготовление формовочных и стержневых смесей
Для приготовления смесей используются природные и искусственные материалы.
Песок – основной компонент формовочных и стержневых смесей.
Обычно используется кварцевый или цирконовый песок из кремнезема 
 .
.
Глина является связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью. Широко применяют бентонитовые или каолиновые глины.
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
В качестве припылов используют: для чугунных отливок – смесь оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины, пылевидный кварц.
Противопригарные краски представляют собой водные суспензии этих материалов с добавками связующих.
Смеси должны обладать рядом свойств.
Прочность – способность смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации.
Поверхностная прочность (осыпаемость) – сопротивление истирающему действию струи металла при заливке,
Пластичность – способность воспринимать очертание модели и сохранять полученную форму,
Податливость – способность смеси сокращаться в объеме под действием усадки сплава.
Текучесть – способность смеси обтекать модели при формовке, заполнять полость стержневого ящика.
Термохимическая устойчивость или непригарность – способность выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия.
Негигроскопичность – способность после сушки не поглощать влагу из воздуха.
Долговечность – способность сохранять свои свойства при многократном использовании.
По характеру использования различают облицовочные, наполнительные и единые смеси.
Облицовочная – используется для изготовления рабочего слоя формы. Содержит повышенное количество исходных формовочных материалов и имеет высокие физико- механические свойства.
Наполнительная – используется для наполнения формы после нанесения на модель облицовочной смеси. Приготавливается путем переработки оборотной смеси с малым количеством исходных формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая – применяется одновременно в качестве облицовочной и наполнительной. Используют при машинной формовке и на автоматических линиях в серийном и массовом производстве. Изготавливается из наиболее огнеупорных песков и глин с наибольшей связующей способностью для обеспечения долговечности.
Приготовление формовочных смесей
Сначала подготавливают песок, глину и другие исходные материалы. Песок сушат и просеивают. Глину сушат, размельчают, размалывают в шаровых мельницах или бегунах и просеивают. Аналогично получают угольный порошок.
Подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц в магнитном сепараторе и просеивают.
Приготовление формовочной смеси включает несколько операций: перемешивание компонентов смеси, увлажнение и разрыхление.
Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2…5 часов, для распределения влаги и образования водных оболочек вокруг глинистых частиц.
Готовую смесь разрыхляют в специальных устройствах и подают на формовку.
Стержневая смесь
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Они должны иметь боле высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость – способность смеси пропускать через себя газы (песок способствует ее повышению).
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке; жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Модельный комплект
Модельный комплект–приспособления, включающие литейную модель, модели литниковой системы, стержневые ящики, модельные плиты, контрольные и сборочные шаблоны.
Литейная модель–приспособление, с помощью которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки.
Применяют модели разъемные и неразъемные, деревянные, металлические и пластмассовые.
Размеры модели больше размеров отливки на величину линейной усадки сплава.
Модели деревянные (сосна, бук, ясень), лучше изготавливать не из целого куска, а склеивать из отдельных брусочков с разным направлением волокон, для предотвращения коробления.
Достоинства: дешевизна, простота изготовления, малый вес. Недостаток: недолговечность.
Для лучшего удаления модели из формы ее окрашивают: чугун – красный, сталь – синий.
Металлические модели характеризуются большей долговечностью, точностью и чистой рабочей поверхностью. Изготавливаются из алюминиевых сплавов – легкие, не окисляются, хорошо обрабатываются. Для уменьшения массы модели делают пустотелыми с ребрами жесткости.
Модели из пластмасс устойчивы к действию влаги при эксплуатации и хранении, не подвергаются короблению, имеют малую массу.
Стержневой ящик–формообразующее изделие, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси. Обеспечивают равномерное уплотнение смеси и быстрое извлечение стержня. Изготавливают из тех же материалов, что и модели. Могут быть разъемными и неразъемными (вытряхными), а иногда с нагревателями.
Изготовление стержней может осуществляться в ручную и на специальных стержневых машинах.
Модельные плитыформируют разъем литейной формы, на них закрепляют части модели. Используют для изготовления опочных и безопочных полуформ.
Для машинной формовки применяют координатные модельные плиты и плиты со сменными вкладышами (металлическая рамка плюс металлические или деревянные вкладыши).
Изготовление литейных форм
Основными операциями изготовления литейных форм являются: уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы; извлечение модели из формы; отделка и сборка формы.
Формы изготавливаются вручную, на формовочных машинах и на автоматических линиях.
Ручная формовка применяется для получения одной или нескольких отливок в условиях опытного производства, в ремонтном производстве, для крупных отливок массой 200…300 тонн.
Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве
Шаблон – профильная доска. Изготовление формы для шлаковой чаши (рис. 5.4.а.) показано на рис. 5.4.
Рис.5.4. Шаблонная формовка
В уплотненной формовочной смеси вращением шаблона 1, закрепленного на шпинделе 2 при помощи серьги 3, оформляют наружную поверхность отливки (рис. 5.4.в.) и используют ее как модель для формовки в опоке верхней полуформы 6 (рис. 5.4.г). Снимают серьгу с шаблоном, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. В подпятник 7 устанавливают шпиндель с шаблоном 4, которым оформляют нижнюю полуформу, сжимая слой смеси, равный толщине стенки отливки (рис. 5.4.д). Снимают шаблон, удаляют шпиндель, отделывают болван и устанавливают верхнюю полуформу (рис. 5.4.е). В готовую литейную форму заливают расплавленный металл
Формовка в кессонах.
Формовкой в кессонах получают крупные отливки массой до 200 тонн.
Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод.
Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит. Дно из полых плит, которые можно продувать (для ускорения охлаждения отливок) и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
Машинная формовка
Используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок.
Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы.
По характеру уплотнения различают машины: прессовые, встряхивающие и другие.
Уплотнение прессованием может осуществляться по различным схемам, выбор которой зависит от размеров формы моделей, степени и равномерности уплотнения и других условий.
В машинах с верхним уплотнением (рис. 5.5.а) уплотняющее давление действует сверху. Используют наполнительную рамку.
При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8 входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение.
Рис. 5.5. Схемы способов уплотнения литейных форм при машинной формовке
а – прессованием; б - встряхиванием
У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой.
Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний (рис. 5.5.б).
Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, затем падает. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Способ характеризуется неравномерностью уплотнения, уплотнение верхних слоев достигается допрессовкой.
Вакуумная формовка.
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5…1 мм, совпадающие с отверстиями в плите. Модельную плиту с моделью закрывают нагретой полимерной пленкой. В воздушной коробке насосами создается вакуум 40…50 кПа. Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
На верхнюю поверхность помещают разогретую пленку, плотно прилегающую к опоке. Полуформу снимают с модели. При заливке металла пленка сгорает, образуя противопригарное покрытие.
Уплотнение пескометом осуществляется рабочим органом пескомета – метательной головкой. Формовочная смесь подается в головку непрерывно. Пескомет обеспечивает засыпку смеси и ее уплотнение. При вращении ковша (1000…1500 мин–1) формовочная смесь выбрасывается в опоку со скоростью 30…60 м/с. Метательная головка может перемещаться над опокой. Пескомет – высокопроизводительная формовочная машина, его применяют при изготовлении крупных отливок в опоках и кессонах.
Безопочная автоматическая формовка
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве.
Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 5.6).
Рис. 5.6. Изготовление безопочных литейных форм
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6. После затвердевания и охлаждения отливок, формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси.
Изготовление стержней
Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей.
Изготовление стержней включает операции: формовка сырого стержня, сушка, окраска сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают.
Ручная формовка осуществляется в стержневых ящиках. В готовых стержнях выполняют вентиляционные каналы. Для придания стержням необходимой прочности используются арматурные каркасы из стальной проволоки или литого чугуна.
Готовые стержни подвергаются сушке при температуре 200…230 0С, для увеличения газопроницаемости и прочности. Во время сушки из стержня удаляется влага, частично или полностью выгорают органические примеси
Часто стержни изготавливают на пескодувных машинах. При использовании смесей с синтетическими смолами, стержни изготавливают в нагреваемой оснастке.
Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом.
ЛЕКЦИЯ 6
Изготовление отливок в песчаных формах (продолжение)
Специальные способы литья
Изготовление отливок в песчаных формах
Приготовление расплава
Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и определенных свойств, в сплав в жидком или твердом состоянии вводят специальные легирующие элементы: хром, никель, марганец, титан и др.
Для плавления чугуна и стали, в качестве исходных материалов применяют литейные или передельные доменные чугуны, чугунный и стальной лом, отходы собственного производства, а также для понижения температуры плавления и образования шлаков – флюсы (известняк).
Чугуны, в основном, выплавляют в вагранках. В последнее время развивается плавка в электрических печах, а также дуплекс-процесс, в особенности, вариант вагранка – индукционная печь.
Плавку стали ведут в электродуговых, индукционных и плазменно-индукционных печах.
Для плавления цветных металлов используют как первичные, полученные на металлургических заводах, так и вторичные, после переплавки цветного лома, металлы и сплавы, а также – флюсы (хлористые и фтористые соли).
Для плавления применяют индукционные печи промышленной частоты, электрические печи сопротивления. Плавку тугоплавких металлов и сплавов ведут в вакууме или в среде защитных газов.
Сборка и заливка литейной формы
Сборка литейной формы включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль отклонения размеров основных полостей формы; установку верхней полуформы по центрирующим штырям.
Заливка форм расплавленным металлом осуществляется из ковшей чайникового, барабанного и других типов. Важное значение имеет температура расплавленного металла. Целесообразно назначать ее на 100…150 0C выше температуры плавления:: низкая температура увеличивает опасность незаполнения формы, захвата воздуха, ухудшения питания отливок; при высокой температуре металл больше насыщен газами, сильнее окисляется, возможен пригар на поверхности отливки.
Заливку ведут непрерывно до полного заполнения литниковой чаши.
Охлаждение, выбивка и очистка отливок
Охлаждение отливок до температуры выбивки длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок). Для сокращения продолжительности охлаждения используют методы принудительного охлаждения:
а) обдувают воздухом,
б) при формовке укладывают змеевики, по которым пропускают воздух или воду.
Выбивка отливки – процесс удаления затвердевшей и охлажденной до определенной температуры отливки из литейной формы, при этом литейная форма разрушается. Осуществляют на специальных выбивных установках. Форма выталкивается из опоки выталкивателем на виброжелоб, по которому направляется на выбивную решетку, где отливки осв
Дата добавления: 2018-05-10; просмотров: 1310;
Поиск по сайту
Узнать еще
- XI. Производство сургуча
- Аграрное производство как особая сфера приложения труда и капитала
- Административное судопроизводство в АПК РФ 2002 г.
- Анализ общей суммы затрат на производство продукции
- Английская соль (гидрированный сульфат магния, MgSO4 х 7Н2О)
- В производство электроэнергии в мире
- В трубках ПСВ образуются отложения из силиката магния
- Ветроэнергетика. Производство электроэнергии с помощью ветроэнергетических установок. Ветроэнергетический потенциал Республики Беларусь

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
