Экструзия или непрерывное выдавливание.
Непрерывное выдавливание применяется для получения труб, лент, различных профилей из термопластичных пластмасс, для нанесения защитных оболочек на провода и т.д.
Экструзионное формование проводят на специальных машинах -экструдерах (червячных прессах) (рис. 5).
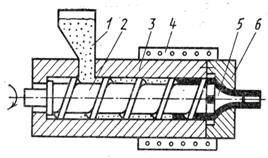
Рис. 5. Схема экструдера
Перерабатываемый термопластичный материал в виде порошка или гранул из бункера 1 попадает в рабочий цилиндр 3, где захватывается вращающимся червяком 2. Червяк, имеющий нарезку с изменяющимся шагом и глубиной гребешков, продвигает материал, перемешивает и уплотняет его. За счет передачи теплоты от нагревательного элемента 4 и выделения теплоты при трении частиц материала друг о друга и о стенки цилиндра перерабатываемый материал переходит в вязкотекучее состояние и непрерывно выдавливается через калибровочное отверстие головки 6. Расплавленный материал проходит через радиальные канавки оправки 5.
Основными характеристиками, определяющими процесс выдавливания, является диаметр червяка, отношение его длины к диаметру, скорость вращения и профиль нарезки. Современные машины имеют червяки с отношением длины к диаметру 20…30 при диаметре 20…300 мм. Частота вращения червяка до 1000 об/мин.
Машины могут быть с одним или двумя червяками. Червяки могут быть однозаходные или многозаходные, с постоянным или переменным шагом, с постоянной или переменной глубиной нарезки.
Размеры и профиль выдавливаемых заготовок определяется конструкцией головки и оправки.
Для нанесения защитных покрытий из полимерных материалов через оправку пропускают соответственно проволоку или кабель.
Процесс выдавливания применяют также для получения полых изделий (бутылок, флаконов и т.д.)
При изготовлении полых изделий выходящая из головки горячая труба зажимается в разъемной пресс-форме. Через оправку в трубу подается сжатый воздух, который и раздувает зажатый отрезок трубы в пресс-форме до требуемой конфигурации. Охлаждение происходит при полном контакте пластмассовой детали с внутренними стенками пресс-формы.
При получении пленок из термопластов (полиэтилена, полипропилена и др.) используют метод раздува. Расплавленный материал продавливают через кольцевую щель насадной головки и получают заготовку в виде труб, которую сжатым воздухом раздувают до требуемого диаметра. После охлаждения пленку подают на намоточные приемники и сматывают в рулон. Способ раздува позволяет получать пленку толщиной до 40 мкм. Для получения листового материала используют щелевые головки шириной до 1600 мм. Полотно, выходящее из щелевого отверстия, проходит через валки гладильного и тянущего устройств. Здесь же происходит предварительное охлаждение листа, а на роликовых конвейерах – окончательное охлаждение. Готовую продукцию сматывают в рулон или разрезают на листы определенных размеров с помощью специальных ножниц.
Выдавливание является высокопроизводительным автоматизированным и прогрессивным технологическим процессом. Методом выдавливания перерабатывают до 65 % термопластичных материалов.
Пленки можно получать методом каландрования. Размягченный материал пропускают между валками, в результате чего образуется бесконечная лента. Для получения тонких пленок с точными размерами по толщине применяют многовалковые каландры. Каландрованием изготавливают пленки толщиной 0,05…1,0 мм со скоростью до 180 м/мин.
Целлулоидную кино- и фотопленку, целлофан, полиамидные пленки и др. изготавливают методом полива. На движущуюся ленту конвейера через щелевидную фильеру подают полимер, растворенный в органическом растворителе. В специальной камере растворитель испаряется, а оставшаяся пленка сматывается в рулон.
Дата добавления: 2017-11-21; просмотров: 1596;
Поиск по сайту
Узнать еще
- Base-5 или толстый Ethenet
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- Cемейство Мотыльковые (Fabaceae, или Leguminosae)
- Cравнительная характеристика усилителей на БТ
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- II. Организация дезинфекционных и стерилизационных мероприятий в организациях, осуществляющих медицинскую деятельность
- IV.Стабилизация нефти.
- MRP мы уже определили.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
