Трансформаторы для сварки под слоем флюса
В настоящее время для питания дуги при автоматической сварке под слоем флюса применяют трансформаторы серий ТДФ и ТДФЖ.
Все эти трансформаторы являются стационарными, имеют принудительное воздушное охлаждение, рассчитаны на продолжительный режим работы. Трансформаторы этих серий имеют электрическое регулирование сварочного тока.
Основой конструкции серии ТДФ является трансформатор с магнитным шунтом, подмагничиваемым постоянным током (рис. 3.13). Принцип действия этого трансформатора и формирование его внешней характеристики основаны на создании повышенных магнитных полей рассеяния при изменении магнитного насыщения управляемого шунта.
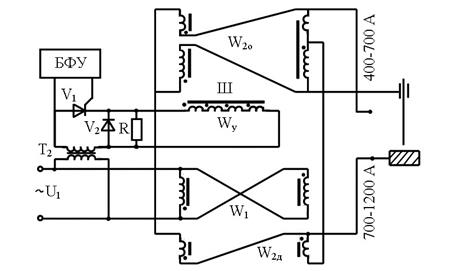
Рис. 3.13. Принципиальная схема трансформатора ТДФ
| |
Подмагничиванием магнитного шунта производят плавное регулирование сварочного тока. Увеличение тока управления вызывает увеличение магнитного насыщения шунта, что приводит к уменьшению индуктивного сопротивления обмоток и, следовательно, к увеличению сварочного тока. Трансформаторы серии ТДФ имеют также ступенчатое регулирование, оно осуществляется переключением витков катушек вторичной обмотки. При переходе на ступень больших токов часть витков основной обмотки W20 отключается и подключается дополнительная часть вторичной обмотки, индуктивное сопротивление трансформатора при этом снижается. Трансформаторы серии ТДФ имеют местное и дистанционное управление.
В переднюю панель встроен блок управления автоматом, имеется также пускорегулирующая и защитная аппаратура. Первичная и вторичная обмотки силового трансформатора и обмотка управления магнитного шунта ТДФ-1001 выполнены из алюминиевого провода, а ТДФ-1601 – из медного. Расположение обмоток ТДФ-1001: W2о – у верхнего ярма, W1 и W2Д – у нижнего. В ТДФ-1601: W1 и W2Д – у верхнего ярма, W2о – у нижнего. Трансформаторы снабжены емкостным фильтром, предназначенным для снижения уровня радиопомех. Трансформаторы серии ТДФ имеют падающие внешние характеристики и предназначены для работы со сварочными автоматами, снабженными системой автоматического регулирования напряжения дуги. Между тем, в последние годы получили большое распространение более простые и надежные автоматы с независимой скоростью подачи электрода, требующие источники питания с жесткой характеристикой. Кроме того, трансформаторы ТДФ имеют ряд недостатков: низкие коэффициенты усиления по току KI = Iсв/Iу ≤ 75 и мощности KP = Pд/Pу ≤ 50; отсутствие стабилизации рабочего напряжения при изменении напряжения питания сети; отсутствие стабильности тока управления. Поэтому выпуск трансформаторов ТДФ был прекращен с 1980 г.
Вместо них стали выпускать трансформаторы серии ТДФЖ, имеющие тиристорный регулятор тока и обеспечивающие импульсную стабилизацию процесса сварки (рис. 3.14).
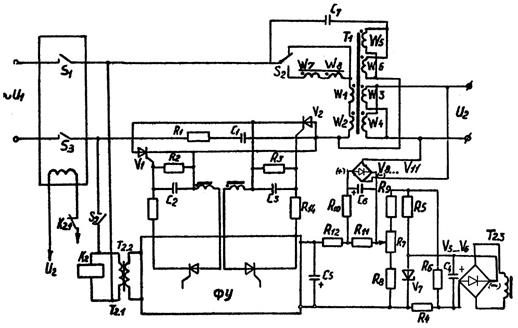
Рис. 3.14. Принципиальная схема трансформатора ТДФЖ
При этом снижается потребляемая мощность в цепи управления за счет увеличения коэффициента по току (KI ≈ 2000) и мощности (KP ≈ 1000), а также стабилизируется напряжение на дуге и ток управления.
Силовой трансформатор двухстержневой с магнитопроводом бесшпилечной конструкции. Обмотки выполнены шиной, намотанный «на ребро» (ТДФЖ-1002, марка АДО; ТДФЖ-2002, марка МГМ).
Первичные W1, W2 и вторичные W3, W4 обмотки силового трансформатора Т1 состоят из двух секционированных катушек каждая. Между секциями катушек вторичной обмотки установлены обмотки импульсной стабилизации W5, W6. В окне магнитопровода размещены катушки реакторной обмотки W7, W8, позволяющей производить ступенчатое регулирование тока. В трансформаторе ТДФЖ-1002 – две ступени регулирования, в ТДФЖ-2002 – три. Трансформаторы серии ТДФЖ имеют принудительную вентиляцию (с ветровым реле), снабжены емкостными фильтрами для защиты от помех радиоприему. В трансформаторах ТДФЖ-1002 катушки реакторной обмотки соединены последовательно, а в трансформаторах ТДФЖ-2002 могут соединяться в зависимости от диапазона сварочного тока: последовательно или параллельно соответственно в диапазоне малых или средних токов. В диапазоне больших токов реакторные обмотки не включаются. Тиристорами V1 и V2 (марки ТВ-800), включенных по встречно-параллельной схеме, регулируется напряжение на первичной обмотке силового трансформатора. Импульсы управления поступают на тиристоры с фазосдвигающего устройства (ФУ), на вход которого подана разность сигналов задания рабочего напряжения и обратной связи. Цепь задания рабочего напряжения питается от обмотки Т2.3 вспомогательного трансформатора Т2. Уменьшение напряжения на выходных зажимах трансформатора в результате какого-либо изменения в параметрах процесса сварки (например, уменьшение вылета электрода) вызывает ослабление сигналов обратной связи. Поскольку напряжение задания не изменилось, возрастает, разностный сигнал на входе ФУ и изменяется значение импульсов управления тиристорами. В результате напряжение на обмотках силового трансформатора возрастает до прежнего значения.
Для повышения устойчивости горения дуги введена цепь импульсной стабилизации, состоящая из дополнительных обмоток трансформатора w5, w6 и конденсатора С7. В момент включения тиристора V1 или V2 зарядный ток конденсатора С7 проходит по обмоткам w5 и w6 и наводит во вторичных обмотках w3 и w4 трансформатора импульс напряжения, достаточный для уверенного повторного зажигания дуги. Трансформаторы серии ТДФЖ имеют автоматическую защиту персонала от внезапного пробоя силовых тиристоров. Трансформаторы серии ТДФЖ имеют жесткие внешние характеристики. Применяются для работы со сварочными автоматами с постоянной скоростью подачи проволоки. Форма ВАХ обеспечивает постоянство напряжения дуги. Значение сварочного тока определяется скоростью подачи электродной проволоки.
Дата добавления: 2017-11-21; просмотров: 4101;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
