Принципы базирования
Принцип совмещения баз.При назначении технологических баз для точной обработки заготовки в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами детали, а также используются в качестве баз при сборке изделий. В наиболее общем виде принцип совмещения баз состоит в том, чтобы использовать в качестве проектной конструкторской и действительных технологической и измерительной баз по отношению к рассматриваемой поверхности одни и те же элементы детали.
Этот принцип является одним из самых важных при разработке конструкции и технологических процессов, поскольку несовмещение баз приводит к появлению погрешности базирования ɷКб. Наиболее полно этот принцип может использовать конструктор, так как именно он выбирает схемы базирования и координации поверхностей.
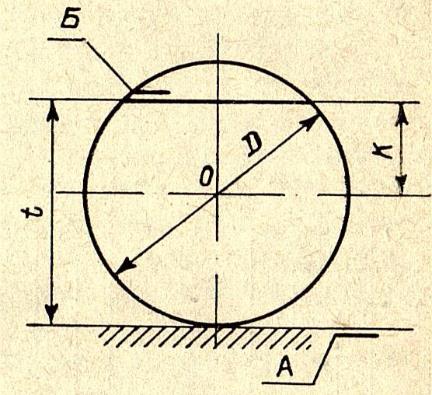
Рис. 4
Конструкторская база задается рабочим чертежом. Если конструктор решил вопрос совмещения баз удовлетворительно, то технолог использует конструкторскую базу в качестве действительной технологической или измерительной базы. Правильно назначив измерительную базу, совместив ее с конструкторской или произведя пересчет конструкторских размеров на технологические при несовмещении технологической и измерительной баз с конструкторской и используя принцип постоянства базы, можно достичь хороших результатов.
Размер К задан конструктором от базы 0, являющейся осью цилиндрической поверхности детали. Эту базу можно совместить с технологическими базами, поставив деталь при обработке поверхности Б на центровые гнезда, с помощью которых, по-видимому, обрабатывалась сама цилиндрическая поверхность на предшествующей операции (постоянная технологическая база). В этом случае погрешность базирования отсутствует. На фрезерной операции технолог выбрал в качестве технологической и измерительной баз поверхность А (совмещены технологическая и измерительная базы).
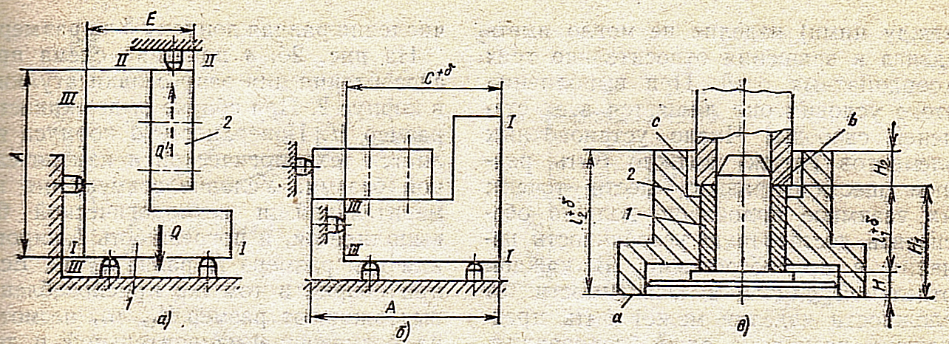
Рис. Схема для расчета погрешности базирования в сборочных приспособлениях
Принцип постоянства базы.Принцип постоянства баз заключается в том, что при разработке технологического процесса необходимо стремиться к использованию одной и той же технологической базы, не допуская без особой необходимости смены технологических баз (не считая смены черновой базы). Стремление осуществить обработку на одной технологической базе объясняется тем, что всякая смена технологических баз увеличивает погрешность взаимного расположения поверхностей, обработанных от разных технологических баз, дополнительно внося в нее погрешность взаимного расположения самих технологических баз, от которых производилась обработка поверхностей.
В связи с тенденцией повышения концентрации операций принцип постоянства базы приобретает особое значение. Сущность его состоит в следующем.
Погрешности во взаимном расположении поверхностей, выполненных по координационным размерам от одной технологической базы, зависят лишь от погрешностей обработки и настройки и не зависят от погрешностей установки и схемы базирования.
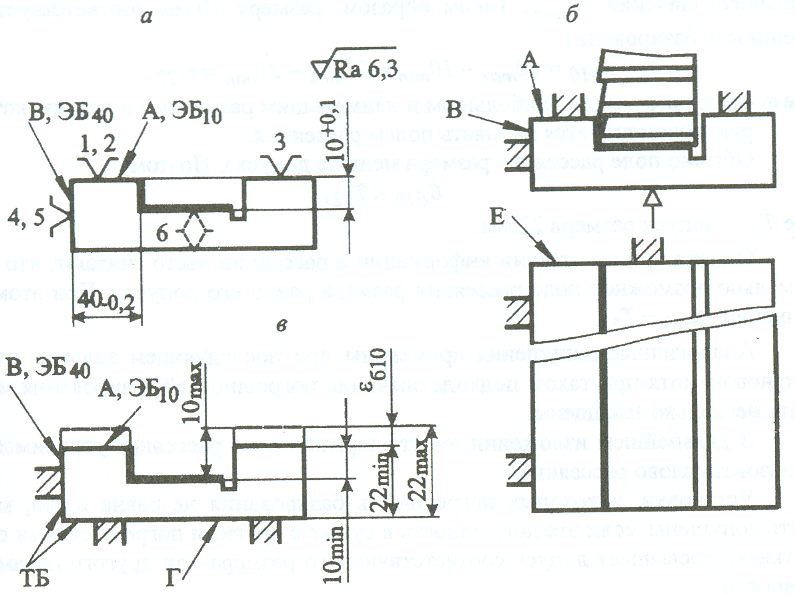
Предположим, что поверхности М и N уже обработаны (рис. 11.2).
Вариант 1. Действительной технологической базой при обработке двух отверстий и выдерживания размера С' ± 0,05 служит поверхность М, которая одновременно является проектной конструкторской базой (рис. 11.2, а). Здесь и далее считаем, что точность обработки на всех операциях одинакова (±0,05 мм); буквенные размеры со штрихом — технологические. Отверстие также обрабатывается от технологической базы М по координационному размеру Д' ± 0,05 (рис. П.2, б). Ожидаемая точность обработки размера Б± 0,1 мм.
Вариант 2, Действительной технологической базой при обработке 2-х отверстий по координатному размеру Е± 0,05 служит поверхность N(рис. П.2, в). Отверстие также обрабатывается от установочной базы N по размеру Р' ± 0,05
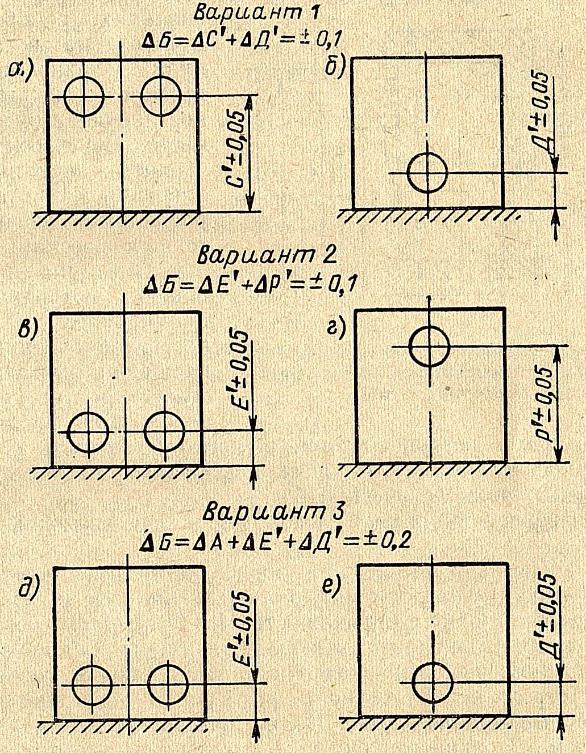
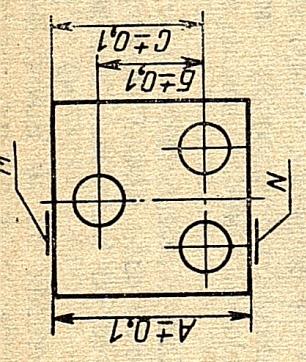
Рис. 11.2, Использование постоянной базы
(рис.11.2,г).Ожидаемая точность расположения отверстий по размеру Б, как и в первом варианте, — 0,1 мм.
Вариант 3. Действительной технологической базой при обработке двух отверстий по координационному размеру Е' ± 0,05 служит поверхность N(рис. П.2, д). Отверстие обрабатывается относительно другой базы — поверхности Мпо координационному размеру Д' = ± 0,05 (рис. II.2, е).
Ожидаемая точность расположения отверстий по размеру Б составит ±0,2 мм, так как необходимо учесть погрешность расположения базовых поверхностей М и N относительно друг друга заданную допуском ± 0,1 мм.
Этот пример показывает, что соблюдение принципа постоянства баз приводит к повышению точности обработки.
u ZIdkp+ELcVgeOHujqyh7JtUoY8pKH0kMvI0M+qEcYrdm4W0guIRqj6xaGEcbVxGFFux3Snoc64K6 b1tmBSXqncbOXE3n87AHUZlnFzNU7LmlPLcwzRGqoJ6SUVz7cXe2xsqmxUjjLGi4wW7WMnL9lNUx fRzd2ILjmoXdONej19PPYPUbAAD//wMAUEsDBBQABgAIAAAAIQCOnSPD3gAAAAkBAAAPAAAAZHJz L2Rvd25yZXYueG1sTI/BTsMwDIbvSLxDZCQuiCVrC4LSdJomEOcNLtyyxmsrGqdtsrXj6TEndrPl T7+/v1jNrhMnHEPrScNyoUAgVd62VGv4/Hi7fwIRoiFrOk+o4YwBVuX1VWFy6yfa4mkXa8EhFHKj oYmxz6UMVYPOhIXvkfh28KMzkdexlnY0E4e7TiZKPUpnWuIPjelx02D1vTs6DX56PTuPg0ruvn7c +2Y9bA/JoPXtzbx+ARFxjv8w/OmzOpTstPdHskF0GrJUPTCqIU25AgNZtuRyex7UM8iykJcNyl8A AAD//wMAUEsBAi0AFAAGAAgAAAAhALaDOJL+AAAA4QEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250 ZW50X1R5cGVzXS54bWxQSwECLQAUAAYACAAAACEAOP0h/9YAAACUAQAACwAAAAAAAAAAAAAAAAAv AQAAX3JlbHMvLnJlbHNQSwECLQAUAAYACAAAACEAiFcZKjICAABUBAAADgAAAAAAAAAAAAAAAAAu AgAAZHJzL2Uyb0RvYy54bWxQSwECLQAUAAYACAAAACEAjp0jw94AAAAJAQAADwAAAAAAAAAAAAAA AACMBAAAZHJzL2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA8wAAAJcFAAAAAA== " strokecolor="white">
Рис. 7, в. Схема к расчету погрешности базирования при несовпадении измерительной и технологической баз
Дата добавления: 2017-06-13; просмотров: 6760;
Поиск по сайту
Узнать еще
- I. Общие принципы структурно-функциональной организации клетки и её компоненты. Плазмолемма, её структура и функции.
- I. Этические принципы психолога
- II. Общие методические принципы в канистерапии
- VI. Биоэнергетические принципы аналитической терапии
- Анатомо-топографические принципы кровоснабжения, венозного, лимфатического оттока и иннервации организма человека
- Архитектура и принципы построения распределённых систем
- Архитектура и принципы работы компьютера
- Архитектура современной вычислительной техники. Принципы фон Неймана. Устройства персонального компьютера. Внутренние устройства системного блока.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
