Работа в цехе перевязочных средств
- требования, предъявляемые к перевязочным средствам (бинтам стерильным и нестерильным, вате, стерильным салфеткам, пластырям);
Перевязочный материал (ПМ) — это продукция, представляющая собой волокна, нити, ткани, пленки, нетканые материалы, и предназначенная для изготовления перевязочных средств промышленными предприятиями либо непосредственно перед применением медицинским персоналом и конечными потребителями.
ПМ используется при операциях и перевязках для осушения операционного поля и раны, тампонады ран с целью остановки кровотечения и дренирования, для наложения повязок, защиты раны и обожженной поверхности от вторичного инфицирования и повреждений.
Основные цели применения ПМ:
— защита ран от воздействия факторов внешней среды (холод, жара, грязь, пыль и др.);
— предупреждение попадания в рану микроорганизмов из внешней среды;
— удаление из раны продуктов распада тканей, микробов, токсинов, ферментов, аллергенов;
— оказание лечебного воздействия на раневой процесс: противомикробного, гемостатического, неполитического, обезболивающего, регенерирующего, антиоксидантного, иммуностимулирующего;
— фиксация перевязочных средств на пораженной части тела.
Готовый к употреблению перевязочный материал называется перевязочным средством (ПС). ПС изготавливаются из ПМ. Классификация ПС в зависимости от формы представлена на рисунке 1.
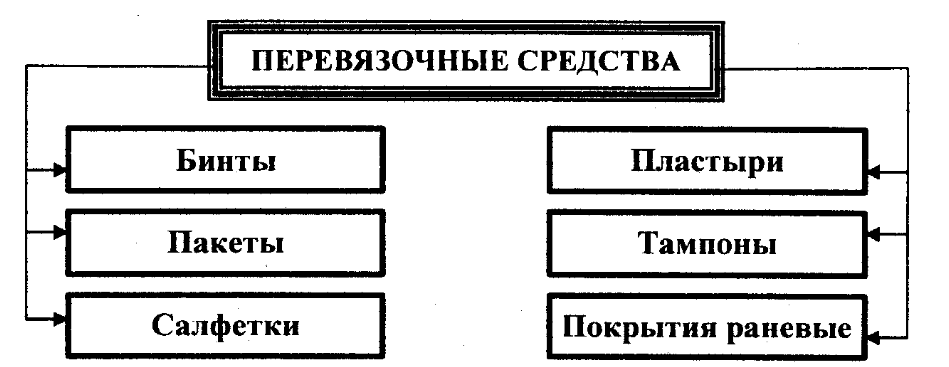
Рисунок 1 – Классификация перевязочных средств в зависимости от формы
Она включает такие группы ПС, как бинты, пакеты, салфетки, пластыри, тампоны, аэрозоли (пены распыляемые и пленки распыляемые), покрытия раневые.
По общим требованиям, все перевязочные средства должны быть:
- стерильными
- атравматичными
- прочными
- пластичными
- проницаемыми (для воздуха и патологического субстрата)
- непроницаемым для микроорганизмов
- мягкими
- безвредными для человеческого организма (без токсинов и аллергенов)
- быть экономичным и удобным в использовании гигроскопичными
- обладать хорошей капиллярностью и смачиваемостью
Основными показателями качества для них является цвет, капиллярность (способность материала поднимать жидкость из нижних слоев в верхние слои), химическая нейтральность, поглотительная способность, влажность, запах.
Бинты – это род повязок, изготавливаемых из хлопчато-вискозной марли в виде рулонов определенных размеров; относятся к традиционным, широко применяемым ПС. Виды бинтов представлены на рис.2
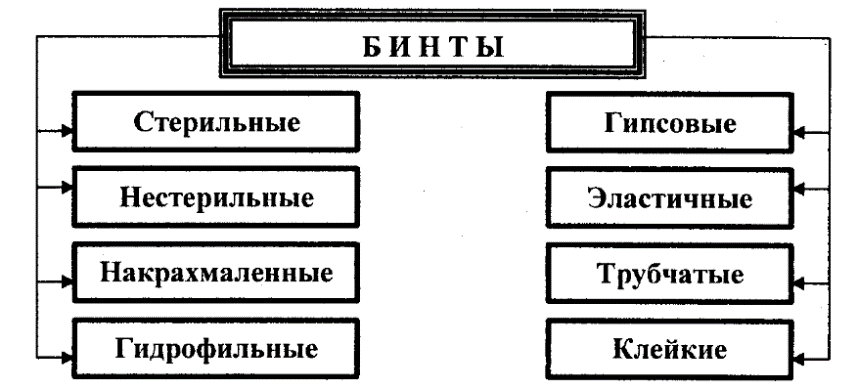
Рисунок 2 – Виды бинтов
Стерильные бинты изготавливают из отбеленной марли с плотностью от 10x10 до 15x15 нитей на 1 см2 см. Бинты марлевые стерильные выпускаются размером 5x10, 5x7, 7x14 в индивидуальной упаковке. Срок годности стерильных бинтов – 5 лет.
Нестерильные бинты делают и из отбеленной, и из суровой марли. Также нестерильные бинты отличаются от стерильного круглого среза (их не прессуют). По размеру они бывают широкие (10см х 16м), средние (7см х 14м) и узкие (5см х 10м). Выпускают во вторичной, так и в индивидуальной упаковке. Срок хранения нестерильных бинтов – 6 лет. нестерильный бинт служит для фиксации поврежденной конечности к шине.
Бинты гипсовые содержат гипс, который после намокания накладывается на травмированные части тела с целью их фиксации; применяются большей частью в травматологии. Выпускаются размером 3x10, 3x15, 3x20 в индивидуальной упаковке. В последние годы такие бинты стали выпускать с пластификатором ПВА для улучшения потребительских свойств.
Бинт эластичный изготавливается из суровой хлопчатобумажной пряжи, в основу которой вплетены резиновые нити, резко повышающие эластичность бинта. Эластичные бинты не стерилизуются, используются для нежесткого стягивания мягких тканей.
Бинт трубчатый представляет собой бесшовную трубку из гидрофильного материала; его эластичность обеспечивается трикотажным типом плетения. Выпускается с диаметром нескольких размеров для применения на различных участках верхних и нижних конечностей. Особую разновидность трубчатых бинтов представляют бинты сетчатые — сетчатая трубка различного диаметра, которая скатана в виде рулона. От него отрезают кусок необходимой длины с целью фиксации хирургической повязки на ране.
Бинт гидрофильный обладает способностью впитывать воду; выпускается в двух вариантах: стерильный и нестерильный (ширина 4—20 см).
Бинт накрахмаленный изготавливается из накрахмаленной марли или органзы. Применяется в качестве укрепляющего материала поверх гидрофильных бинтов (непосредственно на ране может «присыхать», повредить кожу в местах сгиба).
Бинт клейкий цинкосодержащий представляет собой обычный бинт, на который нанесен тонкий слой пасты, содержащей глицерин, желатин, натрия хлорид, цинка оксид, т.е. этот вид бинтов относится к лечебным ПС. При высыхании такой бинт «садится» и повязка становится очень тугой, поэтому он применяется там, где необходимо избежать отека тканей, например, при кожных воспалительных заболеваниях.
Первичная упаковка бинтов должна производиться в пленку из полимерного или комбинированного материала, пакеты из комбинированного материала: медицинской градуированной бумаги и многослойной пленки или соответствующих техническим требованиям изготовителя. Края упаковочного материала должны быть сварены, или запаяны, или заклеены.
Упаковка стерильных бинтов должна быть герметичной и обеспечивать стерильность бинтов в течение срока годности до вскрытия упаковки.
Допускаемые пороки внешнего вида:
– петляние по краю до 1 мм;
– отсутствие одной нити по всей длине (для фиксирующих бинтов);
– утолщение нити по всей длине;
– утолщение нити по всей ширине;
– забоина до 5 мм;
– раздвижка нитей по основе и утку;
– кривизна до 3 см на 1 м длины бинта (для эластичных бинтов, кроме трубчатых);
– лопанцы диаметром до 10 мм;
– поперечные полосы;
– разнооттеночность;
– недосеки более трех нитей;
– недолет утка более трех нитей;
– подплетины более пяти нитей;
– белизны в три и более нитей.
Готовые стерильные бинты должны отвечать следующим требованиям:
1) бинты должны быть изготовлены из марли, качество которой соответствует ОСТ 30112-40;
2) намотка бинта должна быть правильной и плотной;
3) бинты не должны иметь пятен и загрязнений;
4) бинты не должны иметь швов и кромок;
Бинты должны быть спрессованы и иметь форму сплюснутого цилиндра; при этом в зависимости от-длины бинта толщина цилиндра должна быть следующей:
- При длине 5 м 16 мм
- При длине 7м 20 мм
- При длине 10 м 25 мм
Бинты должны иметь пергаментную оболочку (обертку) установленного образца.
Медицинская вата выпускается в двух модификациях: гигроскопическая и компрессная, которая предназначается для согревающих компрессов и наложение шин. Гигроскопическая вата предназначается для различных повязок. Вата должна быть хорошо прочесанной, сохраняющей связь между волокнами и легко расслаиваться на параллельные слои произвольной толщины. Вату выпускают стерильной и нестерильной. Срок сохранения стерильности ваты не менее 5 лет.
Ватой хлопковой называется ПМ, полученный из природных волокон хлопчатника. Промышленностью производиться вата перевязочная неотбеленная компрессная и вата перевязочная очищенная (гигроскопическая).
Вата перевязочная неотбеленная компрессная (из хлопчатобумажного волокна, без обезжиривания) предназначена для подкладок при наложение повязок, компрессов и не применяется для прямого контакта с раневой поверхностью.
Вата перевязочная очищенная гигроскопическая (с обезжириванием) может быть стерильной и нестерильной; и с такой ватой изготавливаются ватные гигиенические тампоны.
Вата вискозная изготавливается из целлюлозы, подвергнутой химической обработки.
В зависимости от области применения выпускается вата хлопковая гигроскопическая глазная, гигиеническая и хирургическая. Гигиеническая и глазная стерильная и нестерильная вата производится фасованной по 50, 100, 250г; хирургической кипная выпускается по 15-50 кг, фасованная по 25, 50, 100,250 г; стерильная –по 100 и 250 г. Также появились в продаже ватные шарики медицинские и ватные диски для медицинских и косметических целей.
В группе салфеток различают салфетки перевязочные марлевые и салфетки лечебные.
Салфетки марлевые представляют собой двухслойные отрезы марли размером 16x14 см, 45x29 см и т.д. Стерильные салфетки выпускаются в упаковке по 5, 10, 40 шт., нестерильные - по 100 шт. По степени толщины салфетки в ней может находиться от двух до двенадцати слоёв хлопчатобумажной отбеленной марли. Так как, это средство является медицинским, то изготавливаются данные салфетки в соответствии со всеми необходимыми требованиями и государственными стандартами. Даже марля, входящая в состав салфеток, обязательно должна быть сертифицированной, то есть прошедшей все контрольные проверки и получившая разрешение на применение в медицине.
Салфетки лечебные — это композиционная лекарственная форма, представляющая собой либо лечебный биополимер на подложке (чаще всего тканевой), в котором иммобилизовано лекарственное вещество, либо тканевую основу, пропитанную лекарственным веществом.
Пластырями называют перевязочные средства пластырного типа, представляющие собой основу из полимерных или текстильных материалов, покрытых с одной стороны тонким липким слоем (адгезивом) пластырной массы натурального или синтетического происхождения, которая может включать в себя лекарственные вещества, допущенные к применению в установленном порядке, например мозольную жидкость или перцовую составляющую.
Перевязочные средства пластырного типа классифицируют по:
-назначению
-конструкции и форме
-функциональным свойствам
-виду основы
-виду клеевого слоя
Пластыри используемые как ПС, с учетом цели применения относятся к фиксирующим и покровным пластырям. Они могут содержать лекарственное вещество (покровные пластыри), могут не содержать его (фиксирующие пластыри).
Пластыри, фиксирующие применяются в хирургии и травматологии для закрепления повязок; пластыри покровные — в дерматологии для лечения ряда заболеваний или механических повреждений эпидермиса.
Обычно пластыри перевязочные объединяют под условным названием «лейкопластырь». По внешнему виду они подразделяются на ленточные и полоски. Как правило, лейкопластыри с одной стороны имеют липкий (адгезивный) слой; в случае покровных лейкопластырей с липкой стороны прикреплена марлевая подушечка, пропитанная ЛC (например, пластырь бактерицидный).
Лента фиксирующая липкая медицинская, размеры 500x10 см, 500x1,25 см, 500x2,5 см, 500x0,5 см; выпускается в рулонах с защитным покрытием, а меньшим размером — на катушках; основа ленты — это ткань вискозная эластичная, полотно нетканое клеевое.
Полоски перевязочные обеспечивают надежную фиксацию повязки, пёредохраняет рану от микробов, не вызывают аллергических реакций и раздражение кожи. Имеют телесный цвет, не оставляют следов на коже и одежде.
Пластыри изготавливают разных размеров и конфигураций, в том числе прямоугольной или круглой формы на ленте фиксирующей липкой с перфорацией или без нее. В упаковках по 8, 10, 20 шт. одного типоразмера и в виде наборов по 10, 16, 24, 30 шт. изделий разных форм и размеров.
Общие требования
1.Средства не должны иметь резкого запаха других химических соединений, кроме входящих в состав липкого слоя
2.Липкий слой должен быть бесцветным или белого цвета
3.Средства не должны иметь следующих внешних дефектов: неровно обрезанных краев, складок основы, дефектов намотки, дыр, посторонних включений, комков, следов неравномерной пропитки пластырной массой и непокрытых пластырной массой мест.
4.Все средства, кроме фиксирующих катушечных пластырей должны быть защищены антиадгезионным покрытием.
5.Должны быть нетоксичными, не вызывать местнораздражающих и аллергических эффектов при контакте липкого слоя с неповрежденной кожей и функциональной подушечки с раневой поверхностью
6. Перевязочные средства пластырного типа должны соответствовать требованиям, описанным в таблице 1.
Таблица 1 – Технические требования к перевязочным средствам пластырного типа.
| Наименование параметра | Норма | Средства |
| Сопротивление отслаивания липкого слоя, Н/м, не менее не более | перевязочные средства пластырного типа(липкий слой) | |
| Сорбционная емкость функциональной подушечки, с, не более -«стипы» -повязки Паропроницаемость фиксирующего слоя, мг/см2/ч, не менее | 1,5 | Перевязочные средства пластырного типа с сорбционной подушечкой, в том числе атравматичной, антимикробной, бактерицидной, гемостатической. Перевязочные средства пластырного типа паропроницаемые |
| Водоупорность фиксирующего слоя, мм вод. ст. не менее | Перевязочные средства пластырного типа «водостойкие»(с водостойким липким слоем) | |
| Антимикробная активность, мм: -бактерицидная активность -бактериостатическая активность | не менее 1 отсутствует рост микрофлоры под образцом | Перевязочные средства пластырного типа антимикробные |
| Степень адгезии к модели раневой поверхности,% к марле медицинской не более | Перевязочные средства пластырного типа атравматические | |
| Содержание ЛП в функциональной подушечке или клеевой композиции | определяется предельно допустимыми концентрациями иммобилизированного лекарственного средства или биологически активного соединения | Перевязочные средства биологически активные, содержащие в составе функциональной подушечки или клеевого слоя биологически активные соединения или лекарственные препараты |
| Стерильность | Стерильно | Для стерильных перевязочных средств пластырного типа в герметичной упаковке |
| Герметичность | Герметично | Для стерильных перевязочных средств пластырного типа в герметичной упаковке |
| Линейные размеры, мм | отклонение от размеров, указанных на этикетке, не более 10% | - |
- организация процесса автоматической (полуавтоматической) линий по получению стерильных и нестерильных бинтов, их упаковки;
Производство бинтов полного цикла выполняется в несколько стадий.
Для начала изготавливают марлю. Её прядут из хлопка на ткацких станках. Марля, из которой изготовляют бинты, представляет собой разреженную хлопчатобумажную ткань. В 1 см2 марля имеет от 10×10 до 15×15 нитей. На прядильных фабриках хлопок сначала расчесывают, затем получают пушистую ленту (ровницу). Из этой ленты на специальных машинах прядут нити (пряжу), из которых на ткацких станках вырабатывают марлю Затем марлю, расположив на стеллажах, сшивают на швейной машине. В рулоны её сворачивают на бинторуловочной машине, которая состоит из остова и системы валиков. Наматывается обычно 5, 7 или 10 метров, при этом следует следить за качеством намотки, распрямляя марлю, чтобы все рулоны были ровными и не получилось бракованного товара. Рулоны со швами используют для изготовления бинтов второго сорта. В винторезные цехи марля поступает в рулонах по 800—1000 м или в кипах по 1000—2000 м.
Далее марлевые рулоны для стерильных бинтов подвергают прессовке на бинтопротяжном двухвалковом механическом прессе, чтобы сечение у них было плоским, а не круглым. Затем рулоны вытягивают под рифлёными роликами и разрезают на бинты. Для этого используется резательная машина, имеющая дисковый механический нож. После резки готовые бинты обматывают белой нитью и помещают в пергаментную бумагу на движущемся транспортере, или на деревянных столах, окрашенных масляной краской. Края бумаги склеивают 5%-ым антисептическим крахмальным клейстером. Бинты сушат около часа, после чего происходит их стерилизация.
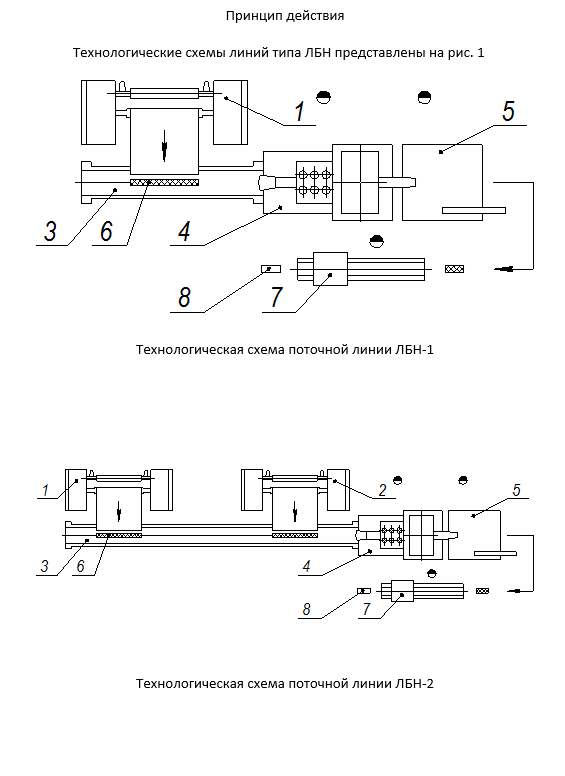
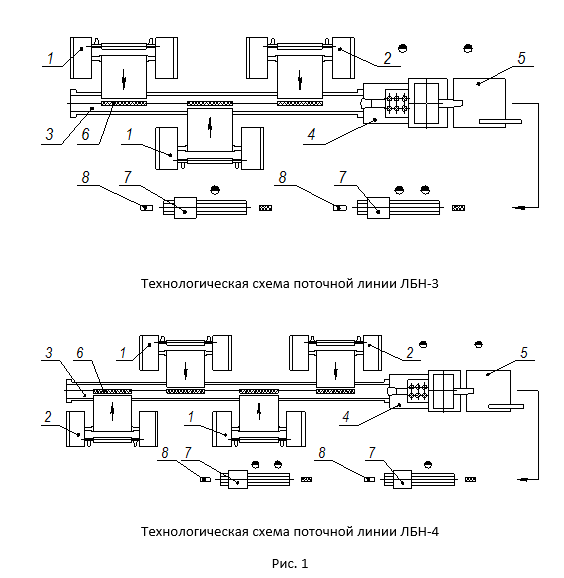
1 и 2 – Автомат намотки рулончиков марли АНРБ-90М;
3 – Транспортёр ТС-1 и ТС-2;
4 – Машина для вытягивания и прессования рулончиков марли ВПР – М;
5 – Машина резки рулончиков марли на бинты МР-90;
6 – Рулончики марли;
7 – Машина упаковки бинтов различного размера НF-ZB;
8 – Бинт в упаковке.
Рулоны медицинской марли устанавливают в автоматы накатки 1, где они перематываются в рулончики 6 заданной длины, которые транспортным средством 3 переносятся в машину 4 вытягивания и прессования. Пройдя пресс, рулончики марли вытягиваются на 2 – 3 %, приобретают рациональную геометрическую форму. Получение геометрических форм для различных длин бинтов обеспечивается переналадкой машины вытяжки и прессования 4 (ВПР-М). Спрессованные рулончики марли раскраиваются на бинты на ленточной резательной машине 5. Готовые бинты в таре поступают на операцию упаковки.Упаковка производится в пленку на машине 7 упаковки бинтов различного размера. Затем их оборачивают бумагой и укладывают в коробки из картона. Технологические схемы линий для производства стерильных марлевых бинтов отличаются от линий для производства не стерильных марлевых бинтов тем, что в их состав дополнительно входят стерилизаторы. Стерилизаторы устанавливаются в помещение разделёнными сплошной перегородкой на две половины: причем в одной половине происходит загрузка нестерильных бинтов, а в другой выгрузка уже стерильных бинтов.
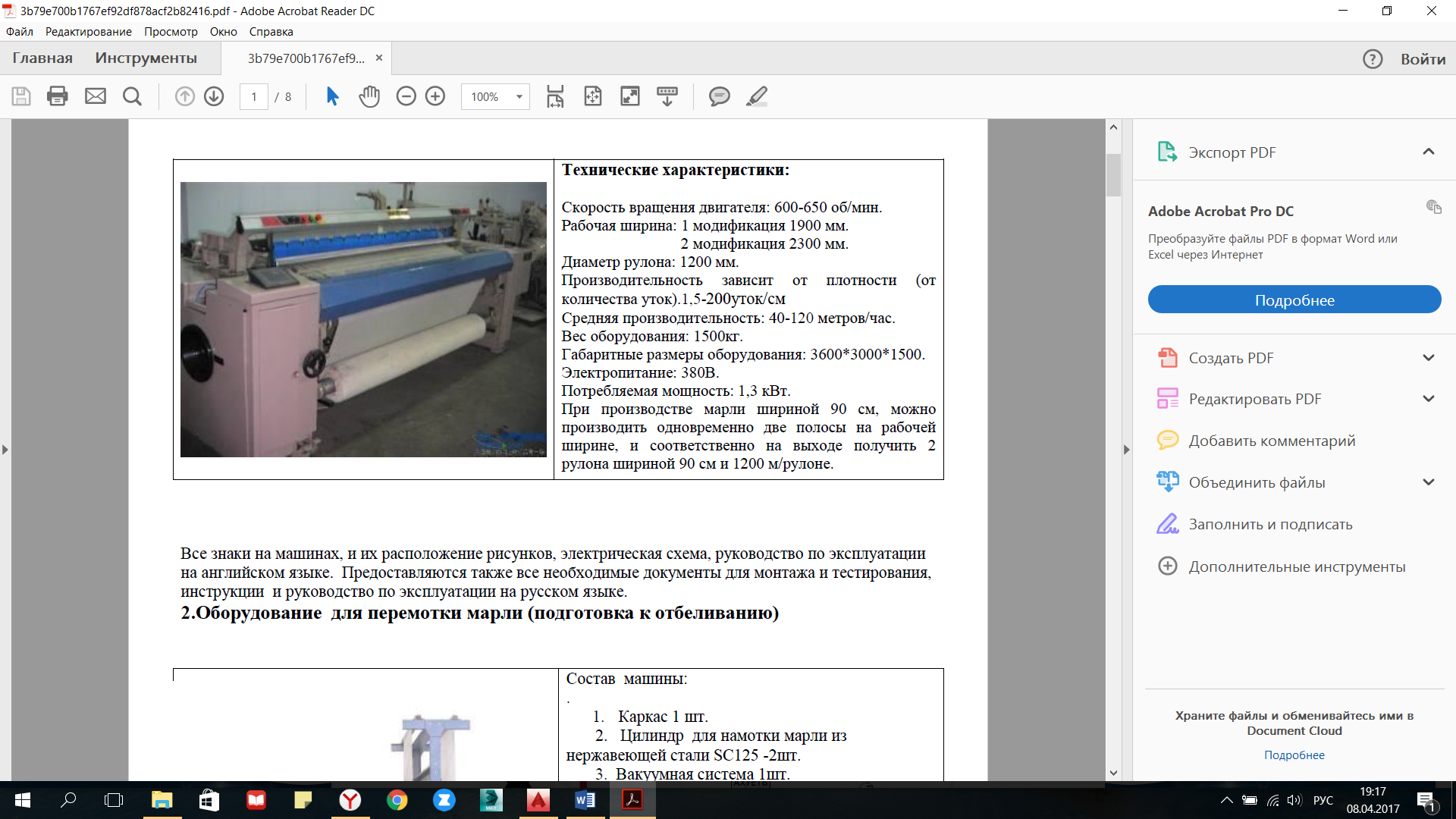
Рисунок 1 – Линия для производства марли.
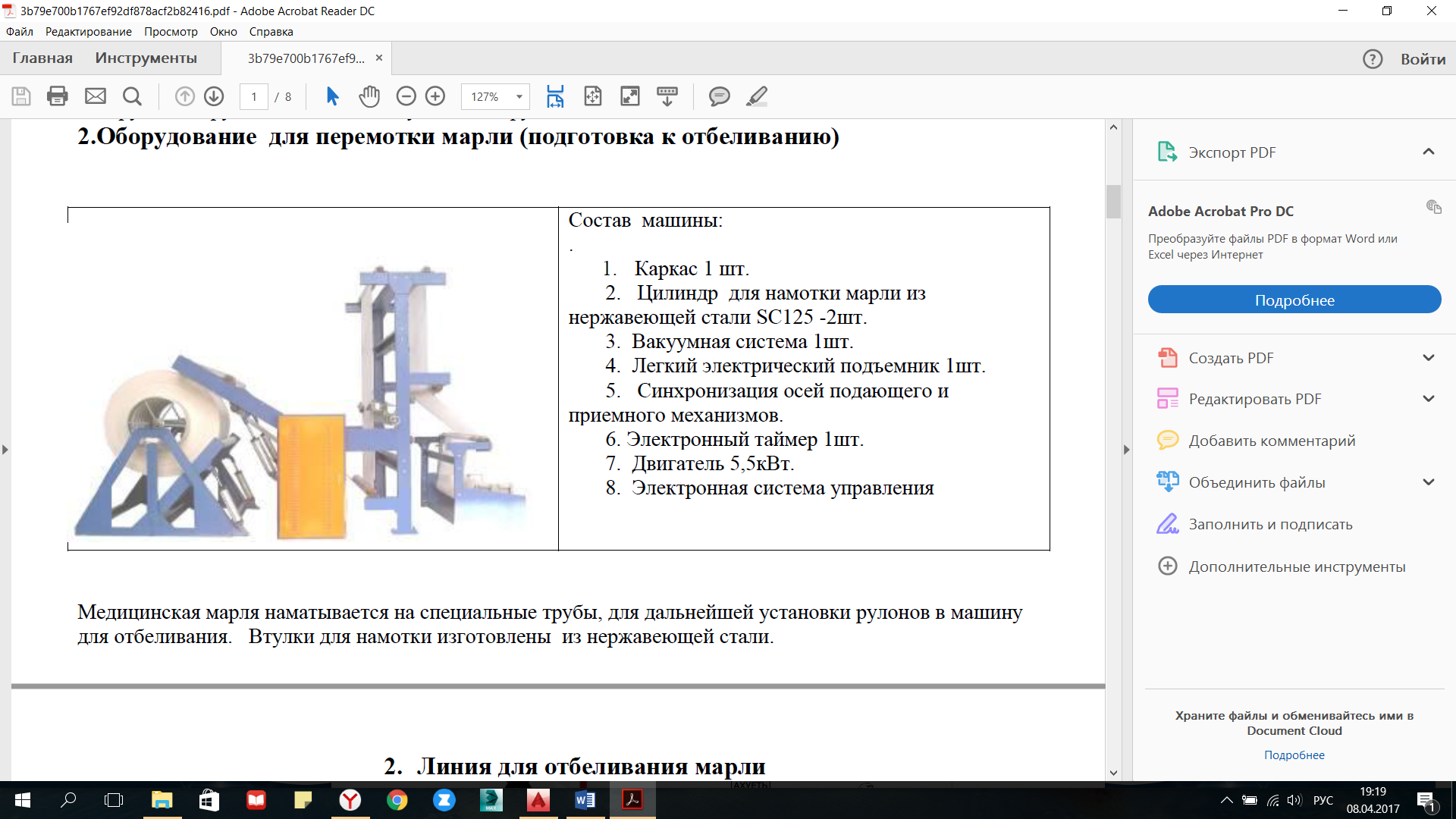
Рисунок 2 – Оборудование для перемотки марли (подготовка к отбеливанию)
Руловку марли производят набинторуловочных машинах по следующей схеме: марля с бобины поступает на направляющий вал, а с него переходит на ширительное устройство и на измерительное, ряд направляющих валов и зажимные вальцы. Концы марли зажимают между нижним и верхним прутками, на которые она и наматывается. При руловке необходимо распрямлять марлю, следя за тем, чтобы не получалось складок и чтобы кромки марли были ровно намотаны.
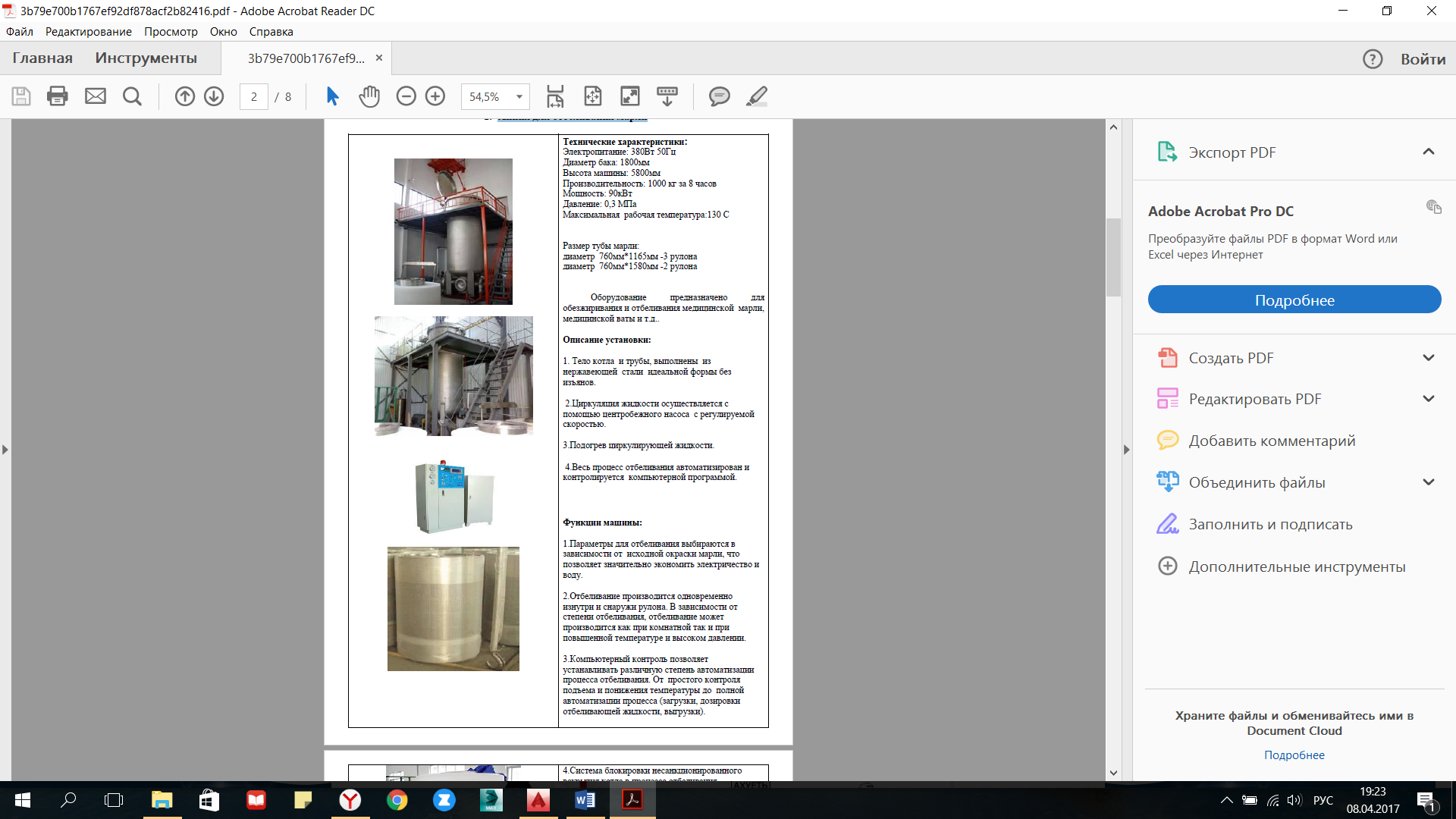
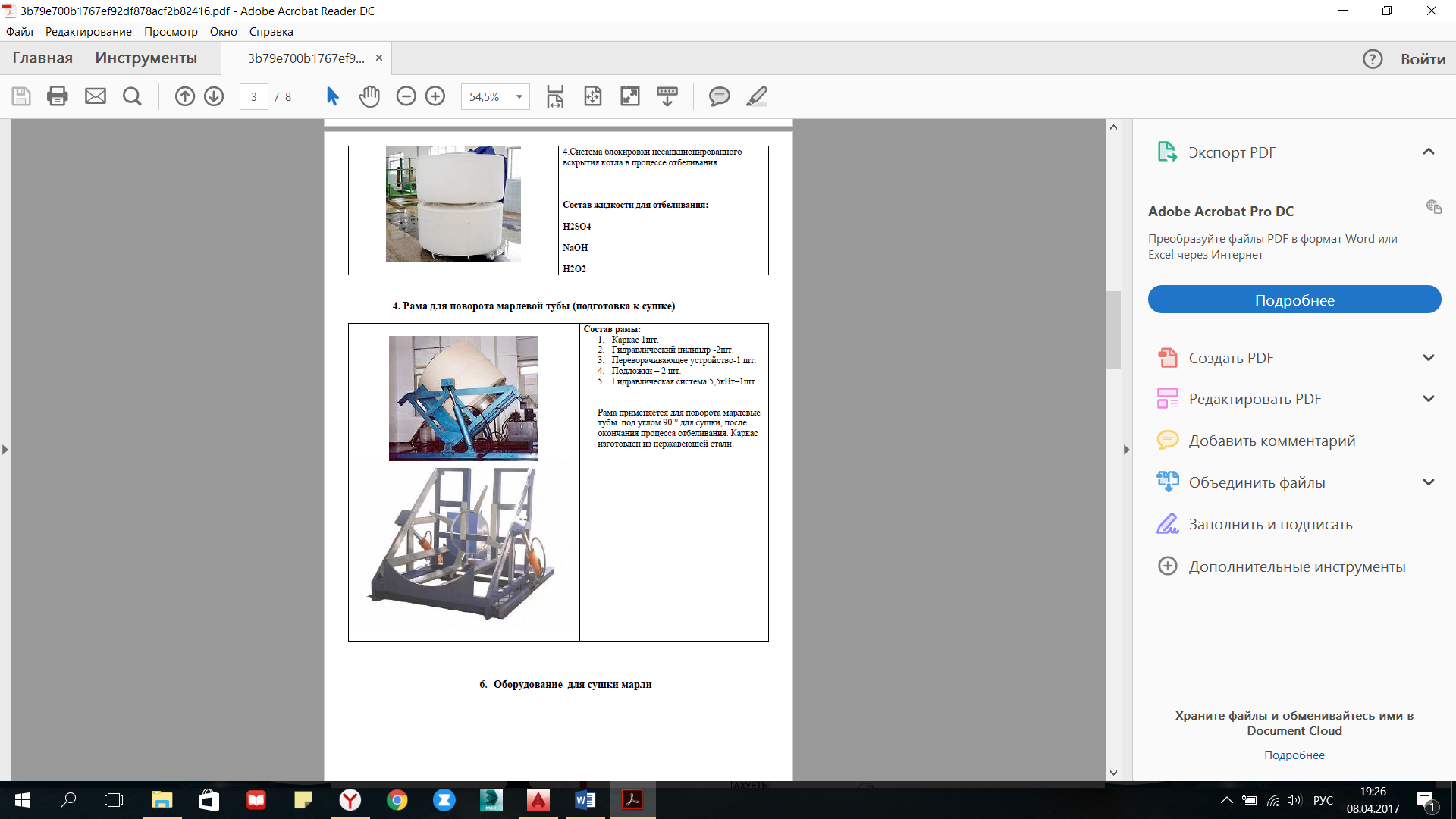
Рисунок 3 – Линия для отбеливания марли
Рисунок 4 – Рама для поворота марлевой тубы (подготовка к сушке)
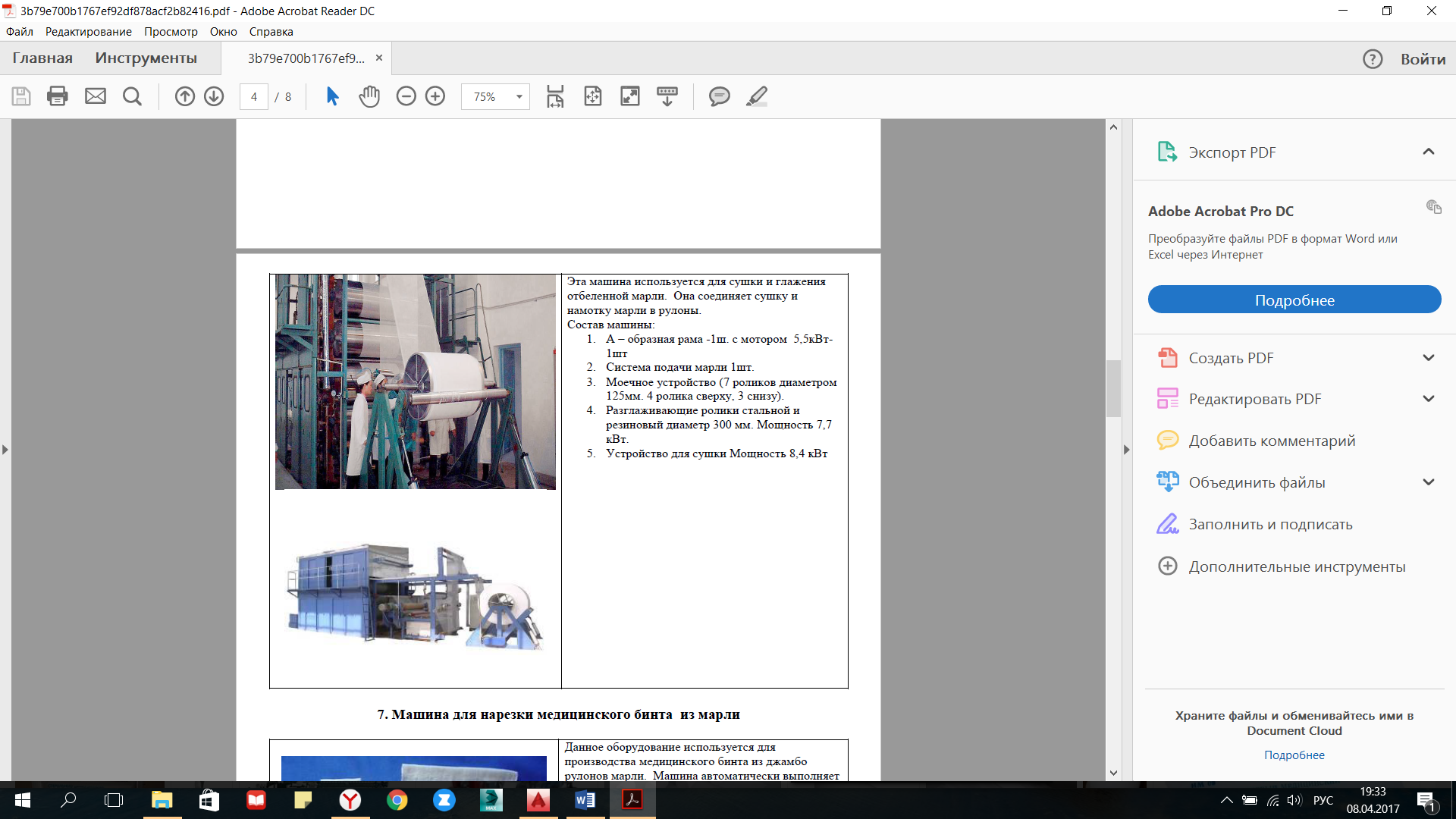
Рисунок 6 – Оборудование для сушки марли
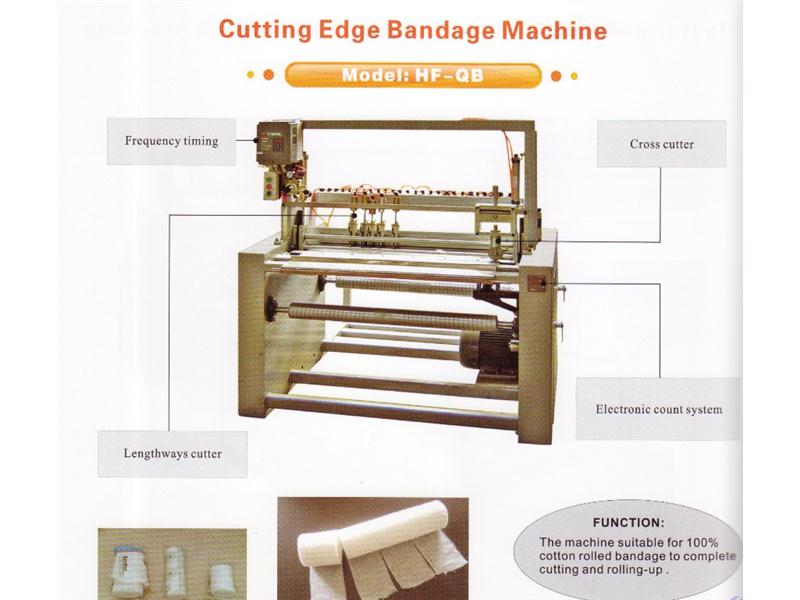
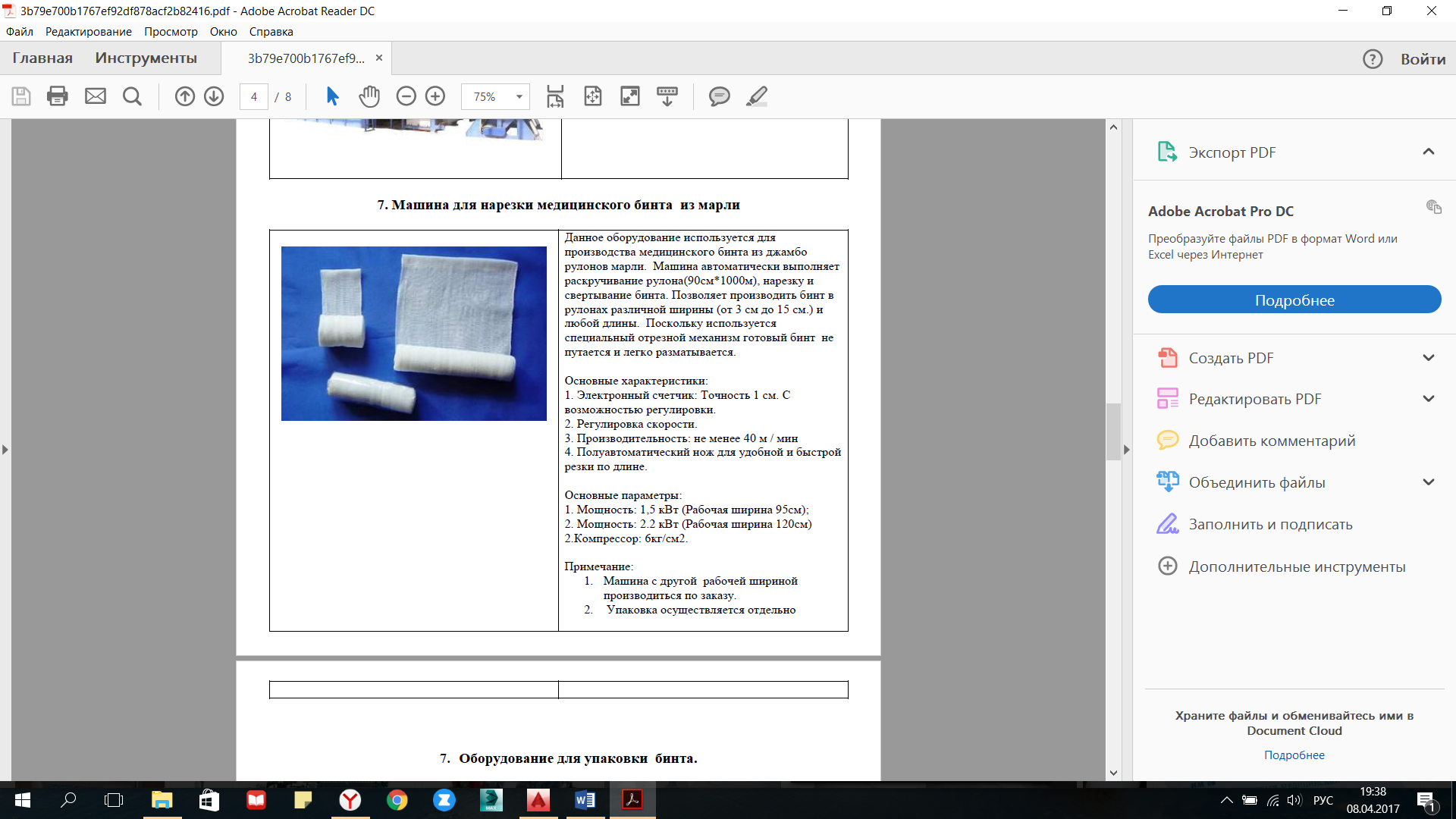
Рисунок 7 – Машина для нарезки медицинского бинта из марли
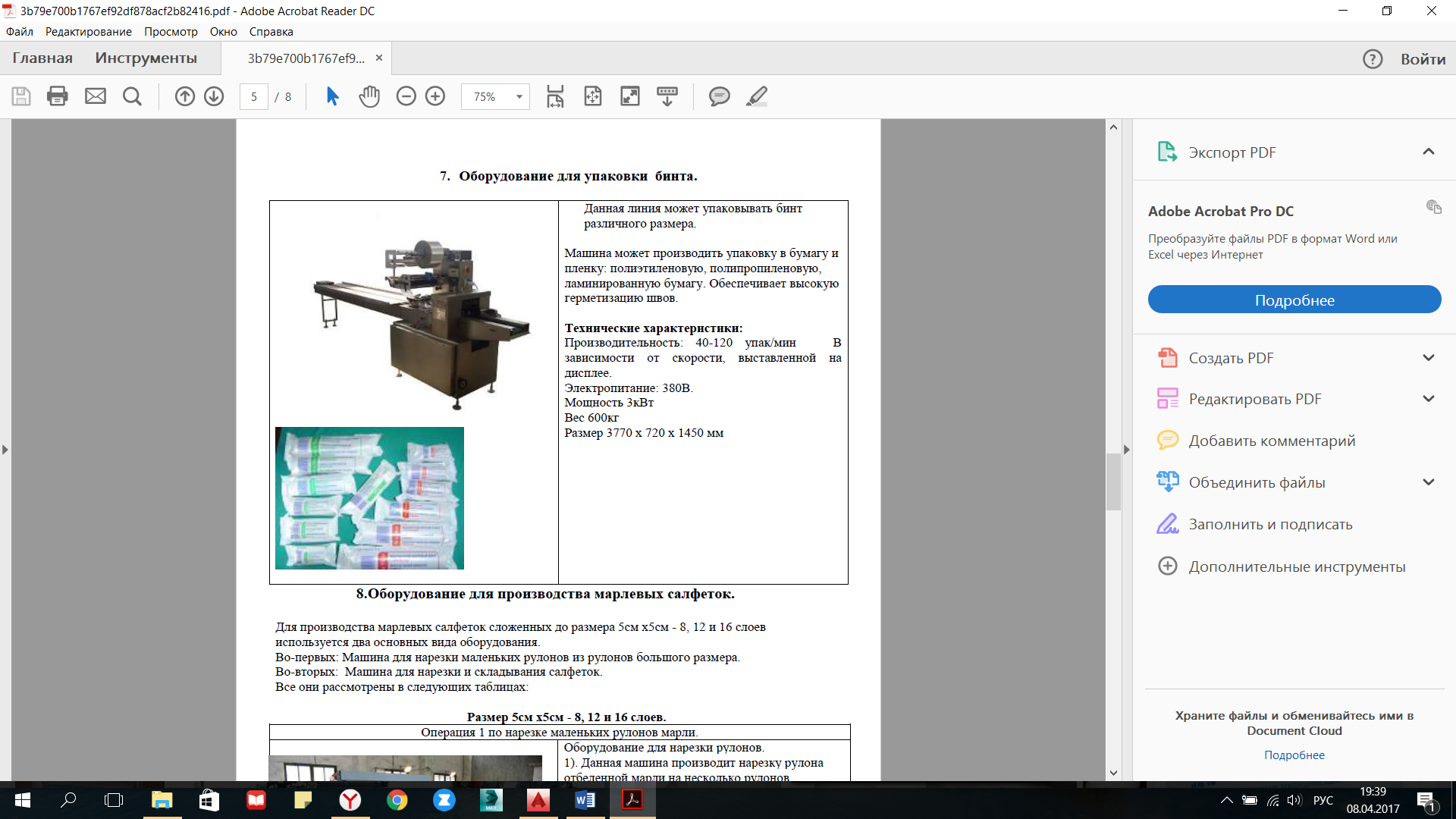
Рисунок 8 – Машина упаковки бинтов различного размера
Для производства марлевых салфеток сложенных до размера 5см x5см - 8, 12 и 16 слоев используется два основных вида оборудования.
- Машина для нарезки маленьких рулонов из рулонов большого размера.
- Машина для нарезки и складывания салфеток.
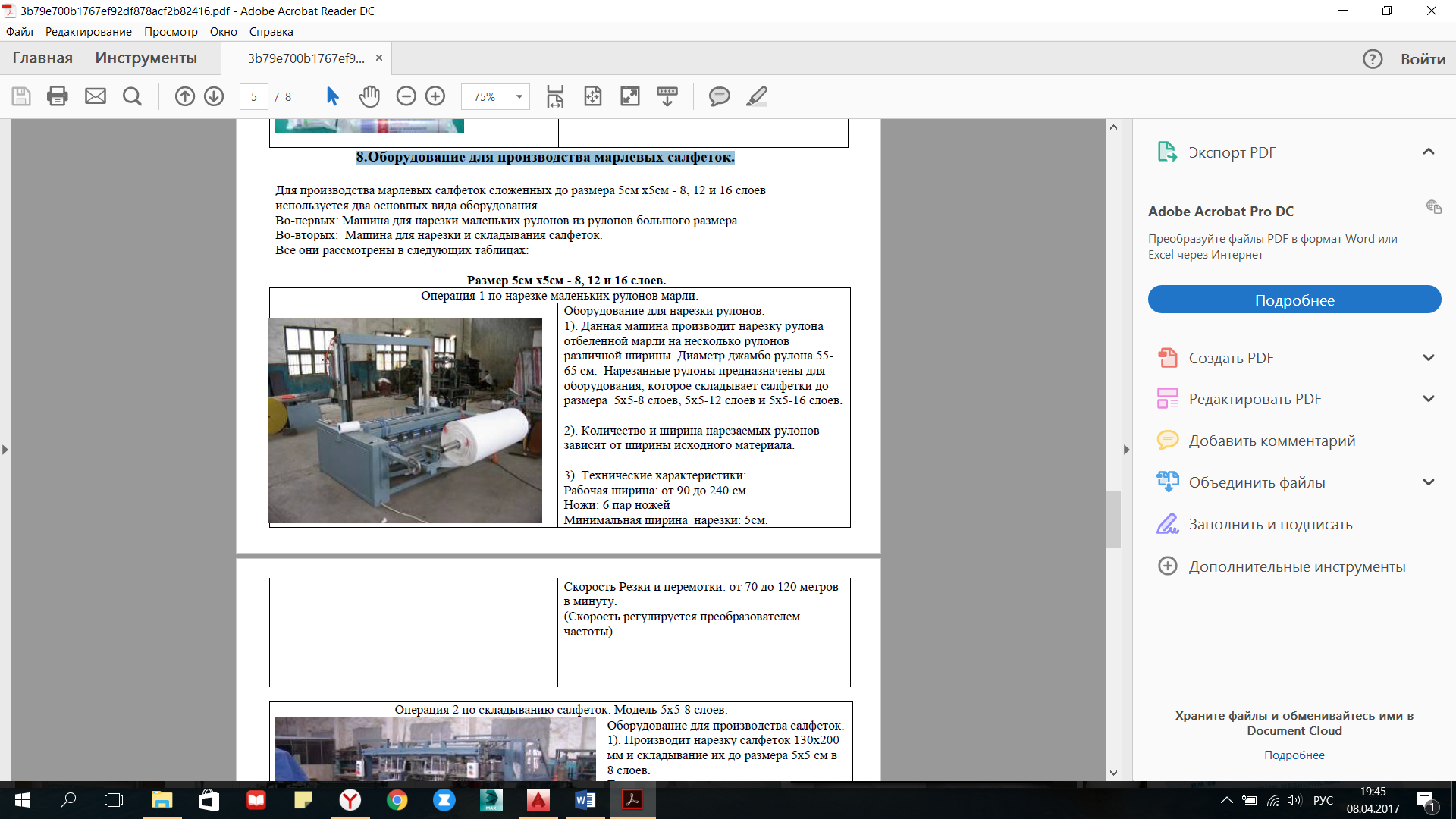
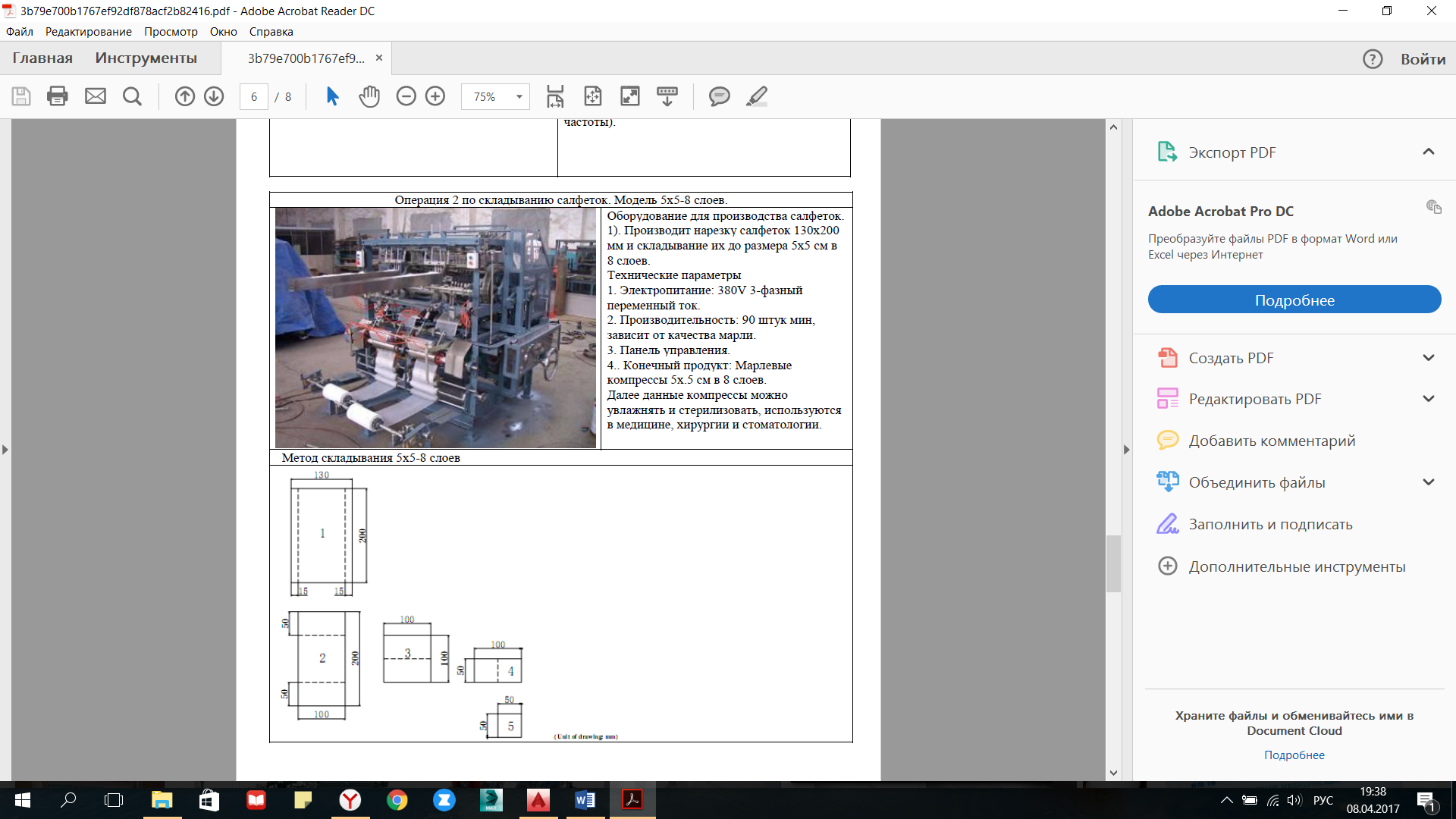
Рисунок 9 – Оборудование для производства марлевых салфеток.
стерилизация бинтов и салфеток
Существует несколько методов стерилизации:
- паровая стерилизация (автоклавирование водяным паром под давлением),
- воздушный (обработка сухим горячим воздухом)
- инфракрасное излучение,
- гласперленовый (обработка в среде нагретых стеклянных шариков),
- газовый, жидкостный, плазменный и др.
Место, где стерилизуются бинты, обычно разделяют на две половины: в одной – бинты поступают на стерилизацию, на другой – принимают стерильные бинты. При паровом методе бинты нужно выдержать 30-45 минут при температуре 119—120° С. После окончательной просушки каждую партию товара тестируют на наличие отклонений от нормы.
В итоге стерильные бинты укладывают по 1000-1500 штук в фацерные ящики, не пропускающие влаги, которые закрывают фанерой и окантовывают полосовым железом. Нестерильные бинты заворачивают бумагой или пленкой, по 5-30 штук (не более), складывают в картонные коробки или пачки и скрепляют бандеролью.
| <== предыдущая лекция | | | следующая лекция ==> |
| Мембранная технология | | |
Дата добавления: 2017-05-02; просмотров: 2768;
Поиск по сайту
Узнать еще
- B. Медленно действующие противоревматоидные средства
- I. Решение логических задач средствами алгебры логики
- I.2.1 ПОЛНАЯ И ВНУТРЕННЯЯ ЭНЕРГИЯ СИСТЕМЫ. ТЕПЛОТА И РАБОТА
- I.3.1 РАБОТА. МОЩНОСТЬ
- I.4.3 РАБОТА. МОЩНОСТЬ. ЭНЕРГИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
- II. РАСПРЕДЕЛЕНИЕ ЛЕКАРСТВЕННЫХ СРЕДСТВ В ОРГАНИЗМЕ. БИОЛОГИЧЕСКИЕ БАРЬЕРЫ. ДЕПОНИРОВАНИЕ
- II.Работа с Internet Explorer (проводник)
- III. 3 РАБОТА И ЭНЕРГИЯ. ЗАКОНЫ СОХРАНЕНИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
