Нарезание резьб метчиками и плашками
Метчики – это режущие инструменты, предназначенные для нарезания резьбы в отверстиях и представляющие собой винт, на котором прорезаны режущие канавки радиусом  для образования режущих кромок и вывода стружки из зоны резания (рис. 80, а). Метчик состоит из рабочей части
для образования режущих кромок и вывода стружки из зоны резания (рис. 80, а). Метчик состоит из рабочей части  и хвостовой
и хвостовой  . Рабочая часть в свою очередь состоит из режущей (заборной)
. Рабочая часть в свою очередь состоит из режущей (заборной)  и калибрующей
и калибрующей  частей. Хвостовая часть служит для закрепления метчика в патроне или воротке.
частей. Хвостовая часть служит для закрепления метчика в патроне или воротке.
Переднюю поверхность зубьев режущей и калибрующей
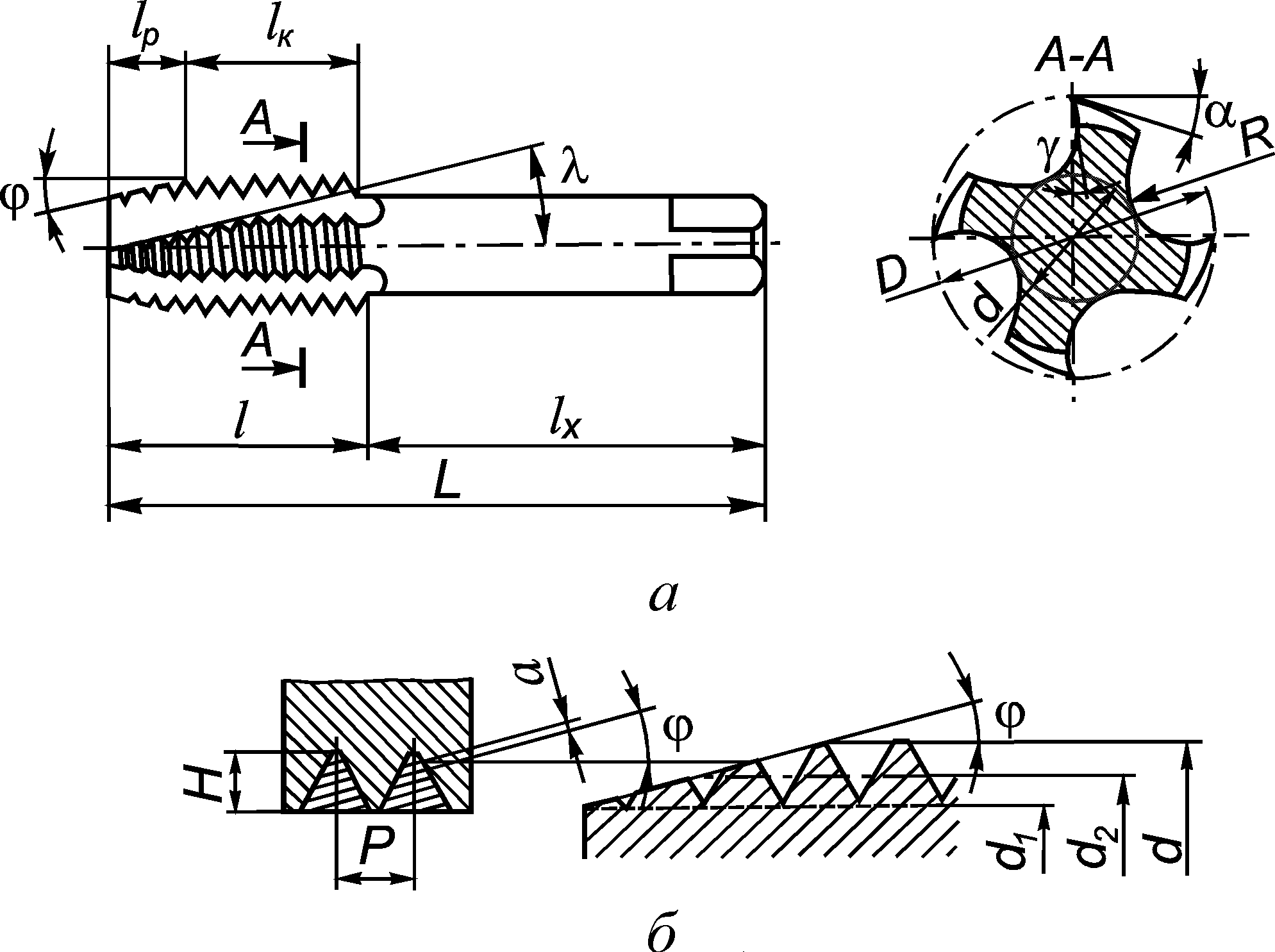 Рис. 80. Конструкция метчика:
а– конструктивные элементы; б – схема работы
режущей (заборной) части
Рис. 80. Конструкция метчика:
а– конструктивные элементы; б – схема работы
режущей (заборной) части
|
частей затачивают под углом  , называемым передним. Значение
, называемым передним. Значение  зависит от вида обрабатываемого материала и составляет
зависит от вида обрабатываемого материала и составляет  . Задняя поверхность режущей части метчиков имеет затылование по вершинам под углом
. Задняя поверхность режущей части метчиков имеет затылование по вершинам под углом  называемым задним. Величина заднего угла составляет
называемым задним. Величина заднего угла составляет  . На калибрующей части и боковых сторонах пера задний угол чаще равен нулю, и лишь у метчиков со шлифованной резьбой величина затылования составляет 0,2…0,3 мм по ширине пера.
. На калибрующей части и боковых сторонах пера задний угол чаще равен нулю, и лишь у метчиков со шлифованной резьбой величина затылования составляет 0,2…0,3 мм по ширине пера.
Калибрующая часть служит для окончательного формирования профиля резьбы, ее зачистки и направления метчика. С целью уменьшения трения и снижения разбивания резьбы калибрующая часть метчика выполняется с обратной конусностью.
Параметрами, определяющими резьбу метчиков, являются: наружный диаметр  ; средний диаметр
; средний диаметр  ; внутренний диаметр
; внутренний диаметр  ; шаг резьбы
; шаг резьбы  ; угол профиля
; угол профиля  . У метчиков, предназначенных для нарезания метрической резьбы, шаг задается в миллиметрах, а угол профиля составляет
. У метчиков, предназначенных для нарезания метрической резьбы, шаг задается в миллиметрах, а угол профиля составляет  . У метчиков, предназначенных для нарезания трубной резьбы, шаг задается в нитках на один дюйм, а угол профиля равен
. У метчиков, предназначенных для нарезания трубной резьбы, шаг задается в нитках на один дюйм, а угол профиля равен  .
.
Заборная часть характеризуется длиной и углом  . В процессе работы метчика каждый зуб заборной части срезает слой толщиной а (рис. 80, б), который определяется по формуле
. В процессе работы метчика каждый зуб заборной части срезает слой толщиной а (рис. 80, б), который определяется по формуле
 ,
,
где - шаг нарезаемой резьбы;  - число перьев метчика.
- число перьев метчика.
Из приведенной формулы видно, что толщина среза стружки а зависит от  и . С уменьшением толщины срезаемого слоя уменьшается нагрузка на зуб и повышается стойкость метчиков. Однако чрезмерно малая толщина срезаемого слоя может привести к снижению стойкости метчика.
и . С уменьшением толщины срезаемого слоя уменьшается нагрузка на зуб и повышается стойкость метчиков. Однако чрезмерно малая толщина срезаемого слоя может привести к снижению стойкости метчика.
Метчики делятся на ручные, машинно-ручные и машинные. В зависимости от вида метчика и его назначения геометрические параметры и  могут принимать следующие значения:
могут принимать следующие значения:  ,
,  .
.
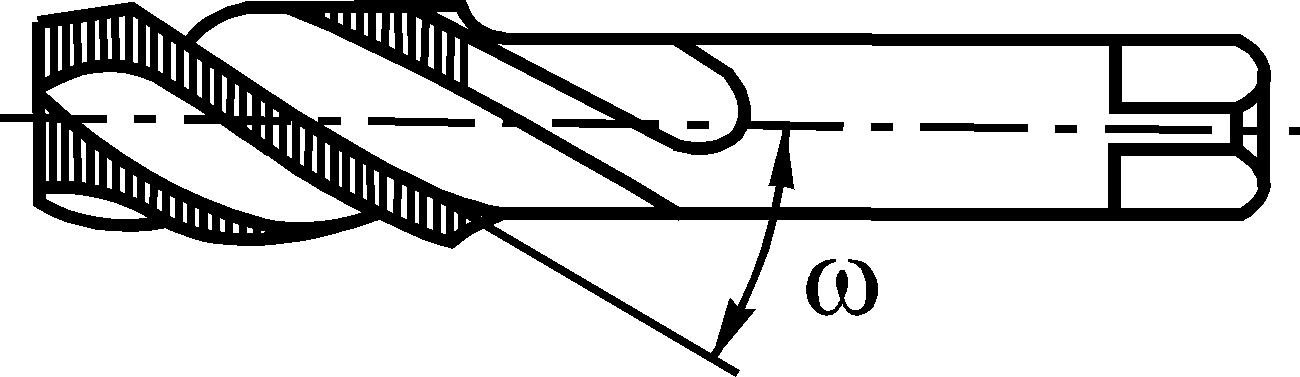 Рис. 81. Метчик с винтовыми
канавками
Рис. 81. Метчик с винтовыми
канавками
|
Для эффективного удаления стружки из канавок метчика его режущие кромки при заточке передней поверхности выполняются с наклоном к оси под углом  , который обеспечивает надежное транспортирование стружки в направлении движения подачи при обработке сквозных отверстий. При обработке глухих отверстий применяют метчики с винтовыми канавками (рис. 81), имеющими угол наклона
, который обеспечивает надежное транспортирование стружки в направлении движения подачи при обработке сквозных отверстий. При обработке глухих отверстий применяют метчики с винтовыми канавками (рис. 81), имеющими угол наклона  к оси метчика [16].
к оси метчика [16].
В основном метчики изготовляют из быстрорежущих сталей. Получают распространение также твердосплавные метчики. Твердосплавные метчики малых размеров делаются цельными. В метчиках больших размеров к рабочей части твердосплавные пластины припаиваются или крепятся механическим способом.
Плашки, также как и метчики являются многолезвийными
инструментами и предназначены для нарезания наружных резьб, они бывают круглыми, квадратными и шестигранными. На практике наибольшее распространение получили круглые плашки благодаря их простоте, дешевизне и надежности в эксплуатации. Плашки изготавливаются из инструментальных легированных сталей, таких как ХВСГ и 9ХС, или быстрорежущих сталей.
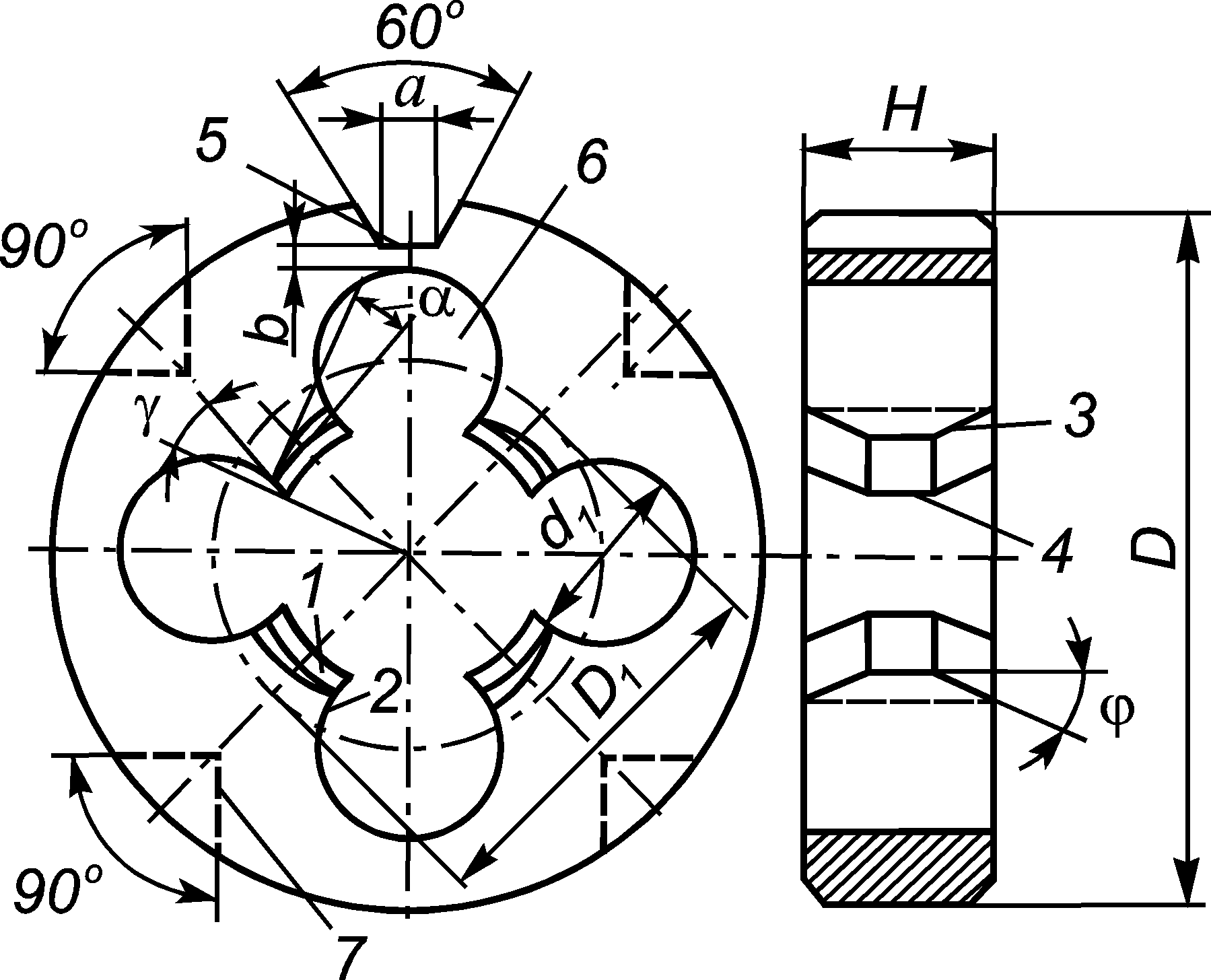 Рис. 82 . Плашка круглая:
1 – режущий зуб; 2 – передняя поверхность; 3 – заборная часть; 4 – калибрующая часть; 5 – паз под регулировочный винт; 6 - стружечные канавки; 7 – крепежное углубление
Рис. 82 . Плашка круглая:
1 – режущий зуб; 2 – передняя поверхность; 3 – заборная часть; 4 – калибрующая часть; 5 – паз под регулировочный винт; 6 - стружечные канавки; 7 – крепежное углубление
|
Плашка представляет собой гайку, у которой режущие зубья образуются в процессе изготовления стружечных канавок. Основные конструктивные элементы и геометрические параметры круглой плашки представлены на рис. 82.
На зубьях плашки имеются режущие и калибрующие нитки. Режущая часть получена путем срезания ниток под углом  к оси плашки и затылованием этих ниток с образованием заднего угла
к оси плашки и затылованием этих ниток с образованием заднего угла  . Угол заборной части принимается равным
. Угол заборной части принимается равным  . Режущая часть у плашек выполняется с двух сторон, что увеличивает срок службы инструмента. Калибрующая часть имеет полный профиль резьбы. Зубья на ней не затылуются. Длина калибрующей части равна 3…6 ниткам (виткам). Передний угол
. Режущая часть у плашек выполняется с двух сторон, что увеличивает срок службы инструмента. Калибрующая часть имеет полный профиль резьбы. Зубья на ней не затылуются. Длина калибрующей части равна 3…6 ниткам (виткам). Передний угол  , в зависимости от обрабатываемого материала, принимается равным
, в зависимости от обрабатываемого материала, принимается равным  . Вместе с тем следует отметить, что передний угол у круглой плашки не является постоянным вдоль режущей кромки, а уменьшается от вершины зуба к его периферии.
. Вместе с тем следует отметить, что передний угол у круглой плашки не является постоянным вдоль режущей кромки, а уменьшается от вершины зуба к его периферии.
Число стружечных канавок у плашек составляет 3…8 и определяется наружным диаметром плашки  . Высота плашки
. Высота плашки 
Наружная поверхность и торцы плашки являются базирующими элементами при установки плашки в плашкодержателе или в специальном патроне для нарезания резьбы.
На плашке делается призматический паз с углом  и шириной
и шириной  3…16 мм. Этот паз ориентирует плашку при ее установке в плашкодержателе. Кроме того, он облегчает разрезание плашки после ее затупления. Перемычка между дном паза и стружечным отверстием
3…16 мм. Этот паз ориентирует плашку при ее установке в плашкодержателе. Кроме того, он облегчает разрезание плашки после ее затупления. Перемычка между дном паза и стружечным отверстием  мм.
мм.
Конические крепежные углубления 7 (см. рис. 82) служат для закрепления плашки соответствующими винтами плашкодержателя. Оси двух верхних углублений смещены на некоторую величину от линий, проходящих под углом  к вертикальной оси, что позволяет выбирать зазоры при закреплении и регулировать параметры разрезанных плашек после переточек.
к вертикальной оси, что позволяет выбирать зазоры при закреплении и регулировать параметры разрезанных плашек после переточек.
Дата добавления: 2016-12-16; просмотров: 4308;
Поиск по сайту
Узнать еще
- HАЗHАЧЕHИЕ РЕЗЬБ И СТАHДАРТЫ
- ВОПРОС 10. КЛАССИФИКАЦИЯ РЕЗЬБ. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЬБЫ.
- Геометрическая форма и основные параметры резьбы
- Геометрические параметры резьбы
- Группа 5: Зубо- и резьбообрабатывающие
- ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ С ЗАЗОРОМ
- ДОПУСКИ И ПОСАДКИ МЕТРИЧЕСКОЙ РЕЗЬБЫ С НАТЯГАМИ И ПЕРЕХОДНЫМИ ПОСАДКАМИ
- Допуски и посадки резьб с зазором

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
