Производительность.
При выборе оптимального варианта ТП по производительности определяется количество изделий, при котором трудовые затраты в сравниваемых ТП будут одинаковыми. Объем критической партии в этом случае

оптимален первый ТП.
Тш- норма штучного времени,
Тпз- подготовительно-заключительное время, время, подготовки исполнителя и средств технологического оснащения к выполнению технологических операций и приведение их в порядок после окончания смены.
Производительность труда – количество изделий, выпущенных в единицу времени Т.
Время трудоемкости выполнения операции называется нормой штучного времени.

t0- основное время, время, затраченное непосредственно на формообразование детали (деформирование, удаление стружки, нанесение материала, монтаж),
tв- вспомогательное время, время, затрачиваемое на установку, закрепление и раскрепление заготовки и детали при обработке и сборке, время на подвод и отвод инструмента и т.п.
tорг- время организационного обслуживания рабочего места; затрачиваемое на снабжение рабочего места заготовками, комплектующими, инструментом; на удаление готовой продукции и т.п.
tтех- время технического обслуживания рабочего места; затрачиваемое на подготовку рабочего места к работе: включение аппаратуры, прогрев, выключение оборудования и его уборку и т.п.
tпер- время перерывов в работе, применительно к поточно-конвейерному производству.
Время затрачиваемое на выполнение операций, называется операционным временем

Время на обслуживание рабочего места
Ориентировочно можно считать

Более точные значения составляющих Тшт приводятся в справочной литературе по нормированию работ в приборостроении.
Расчет основного времени поясним на примере определения t0 при сверлении отверстия d1 мм в пакете печатных плат толщиной 3 мм (Рис.1.5.).
Полная глубина сверления с учетом подхода к плате и выходу сверла из пакета составит

Обычно зазор между инструментом и выходом задается от 0,1 до 0,5мм. Тогда

Время прохождения сверлом этого расстояния при подаче S=0,05 (мм/об) и скорости V=50 (м/мин) составит

Если рассматривается операция пайки, то следует по справочнику определить, какое время задается для принятого припоя на пайку. Например, для припоя ПОС-61, при пайке выводов d0,5…0,8мм, время пайки составляет 5…10с. Принимаем на прогрев соединения 3с и на оплавление 5с, время пайки составит 8с. в расчетах t0= 8 c.
При штамповке, формовке и других операциях, где в прессе рабочий ползун совершает возвратно-поступательное движение, расчет t0проводится, исходя из выбранных двойных ходов в минуту.
Например, при пробивке базовых отверстий на печатной плате по характеристикам пресса выбираем

Для серийного производства характерной является переналадка оборудования и смена оснастки на изготовление новой партии изделий. Время, затрачиваемое на эти цели, называется подготовительно-заключительным и обозначается Tпз. При этом штучное калькуляционное время определяется как
Тшт- время штучное калькуляционное, N - количество изделий в партии.
Для автоматического оборудования время одной операции определяется по формуле
Тц- время цикла автомата на одну операцию, tрх- время на выполнение рабочих ходов, аналог ,txx- время на выполнение холостых ходов, аналог tв. Производительность автомата составит

Обычно производительность автоматов и другого оборудования выбирают из технических характеристик, указываемых в справочниках или паспортных данных. Например, установка ИМС на ПП на автомате такой-то марки выполняется со скоростью 2000 (шт/ч). значит, одна ИМС устанавливается за 1,8с. если на плате требуется установить 120 ИМС, то операция по их установке будет выполнена за 216с.
Для повышения производительности труда и уменьшения трудоемкости операций следует проанализировать выражение

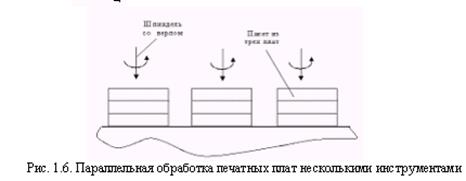
Если бы Тшт=t0, это было бы идеальное производство. В нем нет непроизводительных затрат. Для уменьшения t0 применяют параллельную обработку. Например,
многошпиндельное сверление печатных плат, одновременное сверление не одной, а нескольких плат в пакете (Рис.1.6.). При пайке погружение печатных плат сразу все соединения подвергаются пайке. Для уменьшения tв используют быстрозажимные устройства, многоместную обработку. Когда в одном приспособлении закрепляются несколько заготовок, применяют механизированные приводы вместо ручных и др.
Чтобы уменьшить tорг, следует использовать программируемые комплектовщики, обеспечивающие быстрое снабжение рабочих мест комплектующими изделиями, инструментом, заготовками.
Для уменьшения tтех оборудование должно быть надежным, обеспечивающим устойчивое сохранение установленных технологических режимов работы.
Время перерывов tпер устанавливается, согласно санитарным нормам и его произвольно не уменьшают.
Для уменьшения Тпз используют станки с программным управлением, для которых достаточно поменять программы, чтобы начать производство следующей партии изделий.
Когда существуют ТП, уже не дает роста производительности труда, следует его изменять. В противном случае производство станет не конкурентоспособным, морально устаревшим. Как пример можно привести обработку отверстий в трудно обрабатываемых материалах. Обычными методами, со снятием стружки, это происходит за часы, обработка лазером занимает минуты. Контроль характеристик печатных узлов ручным способом занимает много времени, в то же время использование тестового контроля аппаратуры снижает время контрольных операций во много раз.
Можно резко повысить производительность производства и снизить трудоемкость выполнения операций, однако это может вызвать увеличение стоимости готовой продукции. Поэтому основным критерием является себестоимость.
Перспективными являются гибкие производственные комплексы (ГПК), состоящие из гибких производственных модулей, управление которыми проводится от централизованной АСУ ТП.
Выбор варианта ТП по комплексному показателю.
Уровень техпроцесса характеризуется большим числом показателей. Задача выбора оптимального варианта легко решается, если один ТП превосходит остальные по всем показателям. Если превосходство одного показателя не очевидно, то оптимальное решение получают по комплексному показателю
ki - частный (относительный) показатель технического уровня, ai - весовой уровень i-го показателя,
i =1,2...m

Оптимален ТП, имеющий Пк=max. При подсчете надо выбрать номенклатуру частных показателей, их значимость. Все показатели в относительных единицах и приведены к показателю с положительным значением. Так чем выше трудоемкость, тем хуже качество, поэтому используют величину 1/трудоемкость. Веса определяются по экспертным оценкам. Если хотя бы один K =0, то Пк=0.
Дата добавления: 2016-11-26; просмотров: 2247;
Поиск по сайту

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
