Технологические процессы получения заготовок методом обработки металлов давлением. Прокатка, прессование и волочение
Обработкой давлением называются процессы получения заготовок или деталей машин силовым воздействием инструмента на исходный материал. Все процессы обработки металлов давлением основаны на пластическом деформировании заготовок.Поддеформацией вообще понимают процесс изменение формы и размеров твердого тела, под воздействием приложенных к нему нагрузок. Пластическая деформация – это деформация, которая остается после снятия внешней нагрузки, (тело не восстанавливает первоначальную форму и размеры). Для увеличения пластичности металл нагревают до температуры, при которой наиболее полно проявляются его пластические свойства или подвергают обработке в холодном состоянии.
В машиностроении широко используют основные способы получения заготовок обработкой давлением, которые классифицированы и проиллюстрированы рисунком 8.1.
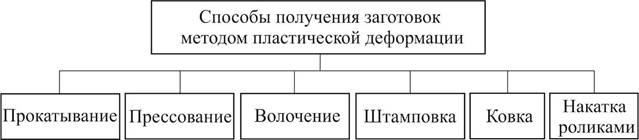
Рисунок 8.1 – Основные способы получения заготовок методом обработки металлов давлением
Под прокатыванием принято понимать процесс обжатия заготовки между вращающимися валками. В зависимости от прокатываемого профиля валки могут быть гладкими (рисунок 8.2, а) и калиброванными (ручьевыми) для получения сортового проката (рисунок 8.2, б). Ручей это профиль на боковой поверхности валка. Промежутки между ручьями называются буртами. Используют три основных процесса прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная, поперечная, поперечно – винтовая (рисунок 8.3).

Рисунок 8.2 – Прокатные валки: гладкий (а), калиброванный (б); 1 – рабочая часть, 2 – шейка, 3 – трефа, 4 – ручьи, 5 – бурты
При продольной прокатке деформация осуществляется между вращающимися в разные стороны валками (рисунок 8.3, а). Заготовка втягивается в зазор между валками за счет сил трения. Припоперечной прокатке (рисунок 8.3, б) оси прокатных валков и обрабатываемого тела параллельны или пересекаются под небольшим углом. Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном. В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления. Припоперечно – винтовой прокатке (рисунок 8.3, в) валки, вращающиеся в одну сторону, установлены под углом друг другу. Прокатываемый металл помимо вращения получает еще поступательное движение. В результате сложения этих движений каждая точка заготовки движется по винтовой линии.
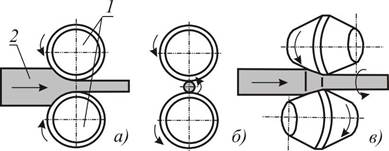
Рисунок 8.3 – Схемы процессов прокатки: продольная (а), поперечная (б), поперечно-винтовая (в); 1 – прокатные валки, 2 – заготовка
Процессы прокатки осуществляют на специальных прокатных станах. Прокаткой получают: плиты толщиной 50 – 350 мм, листы толщиной 3 – 50 мм и полосы (сматываемые в рулоны) толщиной 1,2 – 20 мм, рельсы, проволоку, трубы.
Под прессованием понимают вид обработки металлов давлением, при котором металл, заключенный в замкнутую форму, выдавливается через отверстие, меньшей площади, чем площадь сечения исходного материала. Инструментом при прессовании служат различные матрицы. Матрица – это основной инструмент для прессования, непосредственно формирующий профиль при выдавливании металла через свой внутренний контур, повторяющий форму сечения заготовки. Применяются два процесса прессования: прямой и обратный. При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении (рисунок 8.4, а). При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей (рисунок 8.4, б).
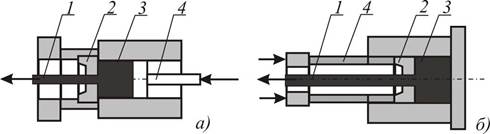
Рисунок 8.4 – Схема процессов прессования прутка прямым (а) и обратным (б) прессованием; 1 – получаемая заготовка, 2 – матрица, 3 – заготовка, 4 – пуансон
Прессование, как правило, осуществляют на гидравлических прессах. Прессованием получают прутки диаметром 3 – 250 мм, трубы диаметром 20 – 400 мм с толщиной стенки 1,5 – 15 мм, профили сложного сечения сплошные и полые с площадью поперечного сечения до 500 см2.
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие в инструменте, называемом волокой (рисунок 8.5). Волока – это инструмент, в котором осуществляется обжатие металла при его обработке волочением. Волоки для повышения надежности оснащаются специальными вставками из твердых материалов – фильерами. Конфигурация отверстия фильеры определяет форму получаемого профиля.
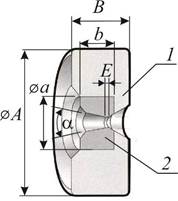
Рисунок 8.5 – Волока в разрезе и ее геометрия: 1 – стальная волока; 2 – фильера из твердого сплава
Волочение металла происходит без нагрева заготовки. Применяют как обычные процессы волочения (рисунки 8.6, а, б, в), так и процессы, направленные на снижение сил трения при волочении. Например, волочение с противонатяжением, при этом снижается удельное давление металла в зоне деформации и, как следствие, уменьшается трение и износ волоки; Вибрационное волочение с наложением вибраций на проволоку или волоку, а в некоторых случаях на проволоку и волоку одновременно; Волочение через не приводные роликовые волоки (рисунок 8.6, г). Волочение в режиме жидкостного трения создает в очаге деформации смазочного слоя, который обеспечивает полное разделение трущихся поверхностей.
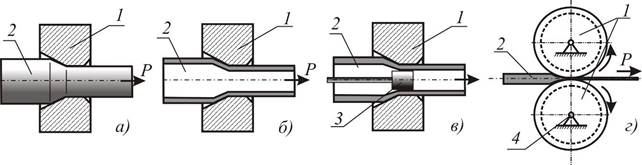
Рисунок 8.6 – Схема процессов волочения: проволоки и прутков круглого сечения (а); труб без утонения стенки (б); труб с утонением стенки (в); волочение через неприводные волоки (г): 1 – волока, 2 – протягиваемая исходная заготовка, 3 – оправка, 4 – узлы опор роликовой волоки
Оборудованием для волочения служат волочильные станы. Эти агрегаты в зависимости от принципа работы тянущего устройства, могут быть двух видов: с прямолинейным движением металла и с намоткой обрабатываемого металла на барабан. Станы с прямолинейным движением обрабатываемой заготовки (цепные и реечные) применяют для волочения и калибровки прутков, труб и других изделий, которые не сматываются в бухты. Станы с намоткой металла на барабан применяют для производства проволоки, специальных профилей и труб небольшого диаметра. Продукцией процессов волочения являются: метизные изделия (пружины, болты, гвозди, винты, шурупы), проволока и арматура, сварочные электроды, металлические ленты, трубы небольшого диаметра.
Контрольные вопросы к лекции 8:
1. На чем основан метод обработки металлов давлением. Дайте определение понятию деформация.
2. Перечислите основные способы метода обработки металлов давлением.
3. Охарактеризуйте способ получения заготовок прокатыванием. Дайте классификацию процессов прокатывания.
4. Какое оборудование и инструменты используют в процессе прокатывания. Какие заготовки получают прокатыванием.
5. Охарактеризуйте способ получения заготовок прессованием. Дайте классификацию процессов прессования.
6. Какое оборудование и инструменты используют в процессе прессования. Какие заготовки получают прессованием.
7. Охарактеризуйте способ получения заготовок волочением. Дайте классификацию процессов волочения.
8. Какое оборудование и инструменты используют в процессе волочения. Какие заготовки получают волочением.
| <== предыдущая лекция | | | следующая лекция ==> |
| Технологические процессы получения заготовок литейным методом | | | Технологические процессы получения заготовок методом обработки металлов давлением. Штамповка и ковка |
Дата добавления: 2016-09-26; просмотров: 3694;
Поиск по сайту
Узнать еще
- Cпособы получения частиц порошков
- I. Расчёт методом контурных токов.
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- II. Расчёт методом суперпозиции.
- II. Сварка металлов
- II. Смазочные масла и пасты, употребляемые при обработке металлов
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.
- IV. Травление металлов.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
