Средства технологического оснащения агрегатных станков
Неотъемлемой составляющей частью любого агрегатного станка является его технологическое оснащение. К таким средствам относятся :
- зажимные приспособления для обрабатываемых деталей ( последние не унифицированы и проектируются под конкретную деталь ),
- многошпиндельные насадки, служащие для обработки одновременно нескольких поверхностей с параллельными осями, в том числе, различных видов обработки,
- многошпиндельные коробки для одновременной обработки множества одинаковых отверстий,
- фрезерные насадки, предназначенные для изменения на 90 градусов направления оси вращения инструмента,
- кондукторы, назначение которых состоит в направлении инструмента, например, сверл малого диаметра ( до 4 – 5 мм.), либо при сверлении отверстий, расположенных на наклонных, фасонных поверхностях,
- режущий инструмент, который должен быть стандартным, но в то же время допускается применение комбинированного инструмента, в т.ч. ступенчатого сверла для одновременного сверления и получения фаски под последующее нарезание резьбы,
- вспомогательный инструмент в виде различных по конструкции патронов для крепления режущего инструмента ( см. примеры конструкций),
- сверлильные мосты типа навесных устройств, устанавливаемых на длинных направляющих и позволяющих обрабатывать деталь с обратной стороны (только для горизонтальных силовых головок),
- механизмы обратного хода, предназначенные для движения инструмента в направлении, противоположном перемещению пиноли силовой головки ( также при обработке труднодоступных сторон детали),
- механизмы удвоения хода и т.п.
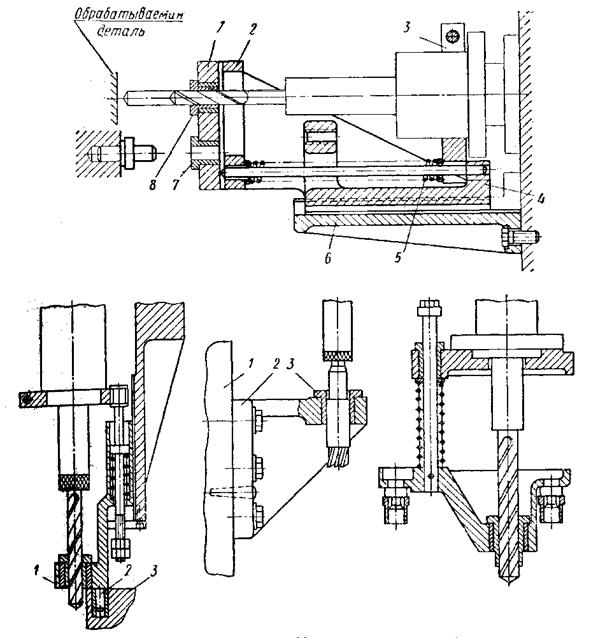
Рисунок 24 – Разновидности кондукторной оснастки для агрегатных станков
Устройство и принцип действия кондукторов вполне понятны из представленных схем.
Кондукторные направляющие втулки могут располагаться как в зажимных приспособлениях, так и в специальной подвижной планке. Втулки также могут крепиться в кронштейне.
Данный вид оснастки может быть объектом подробной конструкторской проработки, если это оговаривается в индивидуальном задании. В общем же случае кондуктор может быть показан на чертеже общего вида агрегатного станка схематично, без каких – либо конструктивных подробностей.

Рисунок 25 – Многошпиндельная инструментальная насадка (вариант)
Многошпиндельные насадки предназначаются для одновременной обработки нескольких отверстий. Они крепятся на фланцах пинолей или корпусах силовых головках. Вращение шпинделя силовой головки передается через вал 5 ведущей шестерне 6 и далее на рабочие шпиндели 3. Втулка 7 служит для направления осевого перемещения насадки.
Следует обратить внимание на особенность расчета осевых усилий и мощности при использовании многошпиндельных насадок: следует умножать значения, полученные для каждого инструмента на число шпинделей.
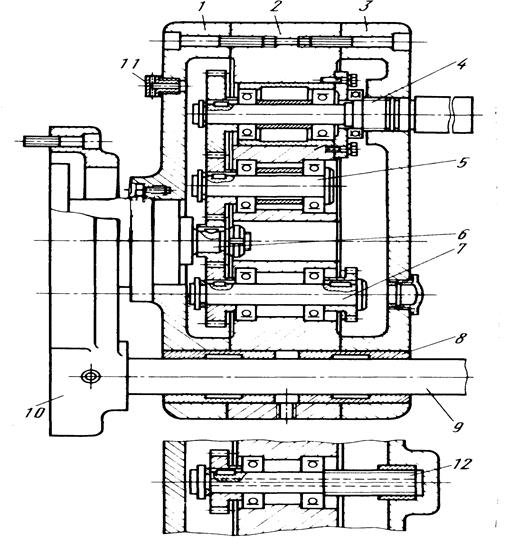
Рисунок 26 – Многошпиндельная насадка на силовую агрегатную головку
Данная многошпиндельная насадка содержит фланец 1, корпус 2 и крышку 3, внутри которых размещаются детали, передающие движение от шпинделя силовой головки к шпинделям 4, смонтированным на подшипниках, как и промежуточные валики 5. Корпус, крышка и фланец изготавливаются из алюминиевого сплава для снижения веса конструкции.
Насадки частично унифицированы, однако из – за большого разнообразия конфигураций обрабатываемых деталей, их зачастую проектируют как специальную оснастку. Следует также учитывать ограничения по межцентровым расстояниям шпинделей ( 27 мм ). Известны конструкции с регулируемыми межосевыми размерами.
Проектирование этого вида оснащения может быть предметом индивидуального задания.

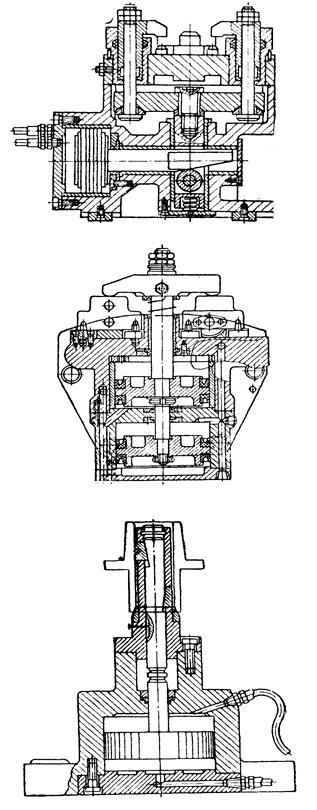
Рисунок 27 – Возможные варианты конструкций зажимных приспособлений
для агрегатных станков
Для агрегатных станков следует проектировать зажимные приспособления с механизированным приводом. Это необходимо для сокращения вспомогательного времени, затрачиваемого оператором на замену детали, которое должно быть перекрываемым. Только в этом случае создаются предпосылки для применения автоматического рабочего цикла и, следовательно, для высокопроизводительной работы станка. Конструкции таких приспособлений весьма разнообразны, они являются специальным узлом, поэтому также могут составлять индивидуальное задание.
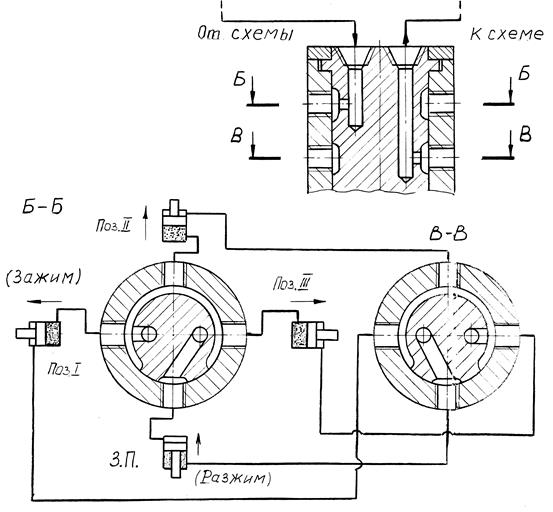
Рисунок 28 – Схема устройства гидро – или пневмораспределителя для управления зажимом – разжимом приспособлений
На агрегатных станках предусмотрен автоматический зажим и разжим обрабатываемых деталей в приспособлениях. Этой цели служит специальное устройство – распределитель, устанавливаемый в центре стола. На его внутренней, невращающейся части выполнена проточка, соединяющая силовые
цилиндры приспособлений, находящихся в рабочих позициях I - Ш с источником давления («Зажим»). В это время приспособление в загрузочной позиции (ЗП) срабатывает на разжим. Оператор снимает готовую деталь и устанавливает очередную заготовку. Далее, в начале поворота стола гильза распределителя, закрепленная на столе выводит в зону проточки отверстие очередного силового цилиндра, перемещающегося в рабочую позицию.
Работа станка в автоматическом режиме возможна только при условии, что оператор будет успевать менять заготовку за время рабочего цикла лимитирующей силовой головки.
 Если это условие не выполняется, то следует предусмотреть полуавтоматический цикл работы, хотя последний заметно снизит производительность
Если это условие не выполняется, то следует предусмотреть полуавтоматический цикл работы, хотя последний заметно снизит производительность
cтанка вцелом. 
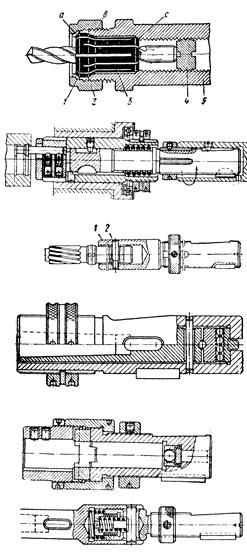
Рисунок 29 – Примеры механизмов патронов для закрепления инструмента в шпинделях агрегатных силовых головок
Отдельным и важным видом оснащения агрегатных станков являются вспомогательные инструменты, которые предназначены для крепления, регулировки и фиксации режущего инструмента в шпинделях силовых головок.
Среди них плавающие патроны, патроны для растачивания внутренних канавок, для крепления метчиков и т.п. Ниже приведены примеры таких конструкций, принцип действия которых ясен из приведенного рисунка.
Дата добавления: 2020-11-18; просмотров: 222;
Поиск по сайту
Узнать еще
- III. Механизмы, средства и методы психологического воздействия.
- А) Технические средства обучения
- А. Составление схемы технологического процесса
- Автоматизация технологического проектирования
- Автоматизированный расчет настроечных коэффициентов регулятора средствами SIMULINK
- Автоматические средства обнаружения и тушения пожара
- Адренергические средства
- Адсорбирующие средства

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
