Встраиваемые части мебели 7 глава
Устойчивость формы углового соединения оконной рамы зависит от размера клеевого стыка и точности подгонки соединения деревянных частей.Необходимо избегать перекоса вторых стенок фальца. Перекос в фальце стекла может привести к поломке стеклянного полотна. Рхли перекос происходит в области упора створок, то между створкой и рамой обвязки образуется неплотный стык. Плоскостность и точность подгонки углового соединения рамы зависят от способа подачи и прилегания брусков рамы при обработке конечных профилей, от тщательности выполнения этого рабочего процесса, используемого инструмента, инструментального суппорта и качества используемых станков.
Устойчивость формы углового соединения оконных рам с точки зрения склеивания зависит от вида клея, соблюдения инструкций по обработке, а также давления и длительности прессования в сочетании с походящей для обработки температурой.
В угловых рамных соединениях клей должен наноситься также и на всю поверхность торца подоконной стенки, здесь клей выполняет функции уплотни- тельного материала. Попавший в V-стыки или па поверхность рамы клей должен быть удален, так как иначе возможны проблемы при последующем сцеплении с рамой нанесенного лакокрасочного покрытия.
Пригонка оконной створки: оконная створка подгоняется в фальц таким образом, чтобы вокруг створки в фальце оставатся зазор около 5 мм, а внутри выступ располагался прочно; па наружном выступе оставляют зазор 1 мм. Для внутреннего выступа необходимо учитывать среди прочего толщину уплотнительного профиля; при наружном выступе не должно устанавливаться никакого уплотнения. Для предотвращения путаницы необходимо проставить одинаковый номер на соответствующие друг другу створку и обвязку. Однако такая маркировка не должна просвечивать через окончательное лакокрасочное покрытие.
Навешивание: после подгонки рамы створки последняя навешивается на раму обвязки с помощью соответствующей функционированию и обычной фурнитуры. Процесс навешивания зависит от типа выбранной фурнитуры. Производители фурнитуры разработали различные системы фурнитуры для закрывания и навешивания, при установке следует соблюдать соответствующие инструкции. Задачей фурнитуры прежде всего являются поддержание створки в подвижном состоянии и возможность запирания окна. Поэтому фурнитуру необходимо выбирать в соответствии со схемой открывания створки. Например, существует фурнитура для поворотно-откидных створок, поворотных створок с вращением вокруг не крайней оси и для среднеподвесных створок.
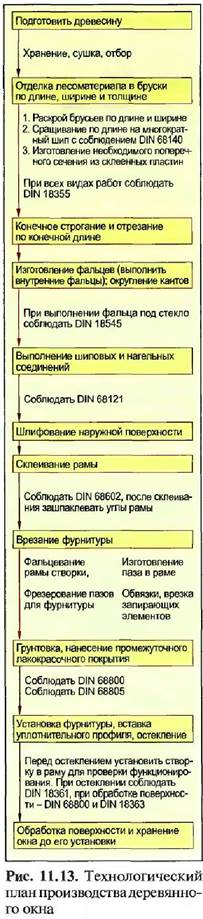
Проведение мероприятий для защиты рамы: перед остеклением и конечной установкой фурнитуры древесина должна быть защищена лакокрасочным покрытием посредством окрашивания кистью (DIN 18363 — Малярные и лакировальные работы).
ЗАДАНИЯ
5.5. Почему древесинадля изготовления окна в соответствии с DIN 68360 должна быть равномерно проросшей и иметь мало сучков?
5.6. Какие достоинства имеют склеенные из пластин оконные профили по сравнению с другими?
5.7. I Назовите 51 юперечных сечений профиля, которые используют дня одинарного окна.
5.8. Почему указанное в DIN 68121 минимальное значение толщины рамы створки ис должно быть занижено?
5.9. Назовите преимущество, которое получают в случае, когда бруски для рам обвязки и створки имеют одинаковую толщину и ширину?
5.10. Почему для некоторых рам предписано использование дополнительных запорных приспособлений по ширине и высоте?
5.11. Определите с помощью диаграммы количество дополнительных запорных приспособлений для откидного окна IV 78 по ширине, если размеры окна равны 2350 x 750 мм.
5.12. I Га сколько процентов отличаются теплопроводности древесины и алюминия?
5.13. Сколько миллиметров составляет удлинение пластикового профиля из поливинилх- лорида повышенной ударопрочное™, если при установке при температуре 10°С он имеет длину 3000 мм, а при воздействии солнечного излучения нагревается па 50°С?
5.14. Почему в пластиковых окнах армирующий профиль должен быть короче, чем пластиковый профиль?
11.4.2.2. Пластиковые окна
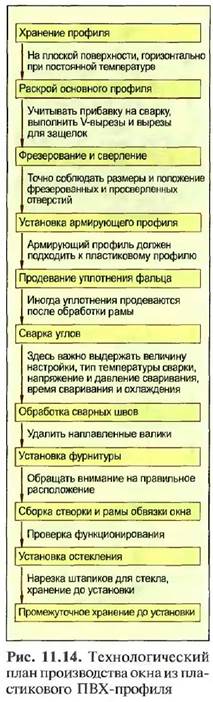
Процесс изготовления пластиковых окон на некоторых этапах существенно отличается от процесса изготовления деревянных окон (рис. 11.5).
Раскрой профиля: в зависимости от величины предприятия для раскроя используются пилы с одинарным или двойным скосом. При раскрое многое зависит от настройки точной длины профиля. Каждый профиль на каждом из соединяемых сваркой концов должен иметь прибавку по длине 2,5—3 мм к готовому размеру, так как при расплавлении профиль укорачивается на этот размер (так называемая окалина).
Для раскроя профиль должен быть закреплен под соответствующим углом без перекашивания, для того чтобы образовался точный стык. V-вырезы на профиле обвязки или на профиле створки для принятия импоста или горбыля выполняются при помощи одного или двух пильных полотен, для изготовления выреза на сопряженной детали используют одни и те же станки.
При раскрое и после него на место разреза не должно попадать никаких загрязнений, чтобы прочность углового соединения при сваривании не снизилась. Раскроенные профили должны свариваться самое позднее через три дня после раскроя, так как в противном случае поглощение влаги на месте сваривания приведет к снижению прочности.
Установка в профиль элементов жесткости: ПВХ-профили имеют достаточно высокую гибкость. Поэтому перед свариванием в оконные створки из ПВХ-про- филя начиная с длины канта 80 см необходимо устанавливать элементы жесткости из алюминиевого профиля или профилей из оцинкованного стального листа. Поверхности разрезов стального профиля перед установкой армирования в пластиковый следует защитить от коррозии. Разрезанные со скосом армируки цие профили, которые должны заканчиваться примерно за 10 мм до обеих поверхностей разреза пластикового профиля, для предотвращения сползания прикручивают к последнему.
Сверлильные и фрезеровочные работы: сливные отверстия для отведения воды из рамы обвязки и фальца стекла, а также отверстия для поворотных изапирающих приспособлений на малых предприятиях просверливаются с помощью ручных электроинструментов с использованием шаблонов для сверления и фрезерования. На больших предприятиях для этого используют специальные стационарные станки. При производстве этих видов работ многое зависит прежде всего от соблюдения предписанных углов и расстояний между выемками.
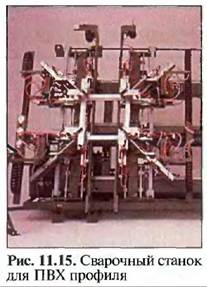
Сварочные работы: пластиковые профили практически всегда соединяются с помощью станков для стыковой сварки так называемым методом зеркальной сварки, реже соединяются винтами с помощью уголков (рис. 10.15).
Срезанные со скосом профили пневматически прижимаются к обоим нагреваемым электрически сварочным зеркалам до тех пор, пока профили не достигнут требуемой сварочной температуры от 230 до 265°С. После этого тот же станок сжимает ставшие вязкотекучими концы профиля с давлением от 0,2 до 0,4 Н/мм2 для образования оконных углов.
Различные сварочные автоматы позволяют сваривать друг с другом все оконные углы за одну рабочую операцию. Качество сварных угловых соединений при этом зависит от температуры плавления профиля, толщины расплавляемой длины на сварочном зеркале, времени прогрева, давлении при стыковании профиля и от времени охлаждения. Эти величины могут настраиваться на сварочном аппарате.
Работы по зачистке: по истечении предписанного времени сжатия и охлаждения места сварки зачищаются, то есть выравниваются с помощью ручных электроинструментов или так называемого углозачистного автомата.
Углозачистной автомат снабжен резцами для тягового строгания, которые одновременно зачищают верхние и нижние валики сварных швов, и одним фрезерным инструментом, устанавливаемым в зависимости от пластикового профиля, который предназначен для зачистки внутренних и наружных углов. Б ручных электроинструментах используют пазовую фрезу для видимых поверхностей или отрезную фрезу для удаления валиков сварного шва, которая удаляет выступающие части валика посредством образования видимого на готовом окне паза в месте углового соединения. Удаление сварного валика посредством шлифования или полирования по причине высоких производствен-ных затрат применяется только в исключительных случаях.
Установка уплотни тельных профилей и фурнитуры: уплотни тельные профили протягиваются в оконный профиль вручную до или после сваривания углов. При этом они не должны растягиваться во избежание напряжений в уплотнительном профиле.
Как правило, применяемая фурнитура рекомендуется производителем профиля. Несущая способность фурнитуры часто выбирается в зависимости от размера створки (рис, 11.16). Установка фурнитуры, не согласованной с профилем, в большинстве случаев требует повьш шнных i [роизводствен ных затрат в связи с необходимостью проведения фрезерных работ.
При выполнении сверлильных работ для винтовых соединений необходимо следить за тем, чтоб диаметр сверла не был выбран слишком большим, а шурупы фурнитуры могли проходить минимум сквозь две стенки профиля. Если шурупы проходят только через одну стенку, а за ней устанавливается армирующий профиль, то при нагрузке прочность на разрыв также становится достаточной. Шурупы ни в коем случае не должны быть перекручены. При установке фурнитуры нельзя, чтобы уплотнитель- ные профили были повреждены.
Нарезка штапика: перед остеклением производится нарезка штапиков — деревянных или пластиковых реек, фиксирующих (удерживающих) стекло- пакет в окне. На малых предприятиях длина измеряется линейкой и штапик нарезается на торцовке или усорезной пиле для резания под углом. На больших предприятиях для раскроя штапика используются специальные копировальные фрезерноотрез- ные станки. При этом длина штапика определяется ощупыванием длины соответствующего фальца на еще не остекленной створке и передается на фрезер- поотрезной станок.

При нарезании штапика должна соблюдаться точная длина. Если она превосходит положенное значение, могут возникнуть напряжения, которые приводят к тому, что штапик выпрыгивает из крепления.
//.4.2.3. Алюминиевые окна
Рабочие процессы по изготовлению алюминиевых и пластиковых окон очень схожи друг с другом.
Раскрой профиля: раскрой рамного профиля производится на частично автоматическом фрезер- но-отрезном станке с одним или двумя скосами. Предельно допустимый допуск при раскрое составляет ± 1 мм. Последующие чистовые работы по зачистке поверхности скоса не должны производиться вручную, так как механическая зачистка уже обеспечивает плотные стыки.
Проведение штамповочных, копировально-фрезер- ных и сверлильных работ: на гидропневматическом вырубном станке после закрепления профиля производится вырубка, например, шлицев и прорезей для отведения воды и воздуха, крепежных отверстий для привода, отрезание по необходимой длине и пробивка отверстий в толкающей штанге фурнитуры.
На коп ир овально - фрезерн о м станке с высокой скоростью резания благодаря применению специальных фрез для алюминия с диаметром от 5 до 20 мм па закрепленном рамном профиле фрезеруются отверстия. При этом используются шаблоны, упоры и другие вспомогательные приспособления.
На вертикально-сверлильном станке со стойкой или настольном сверлильном станке с высокой частотой вращения просверливаются отверстия, например отверстия для винтов и болтов для углового соединения. Используются шаблоны для сверления в целях экономии времени на разметку и центрование отверстий, а также для выдерживания точного положения просверленных отверстий. Названные выше три типа станка могут выборочно применяться для различных типов операций; например, круглые отверстия могут быть получены с помощью всех трех видов станков.

Производство угловых соединений: различают механические угловые соединения в комбинации со склейванием и угловые соединения посредством стыковой сварки оплавлением на специальном сварочном станке. На малых предприятиях почти всегда используют механические соединения (рис. 11.17). Срезанные на ус рамные профили соединяются алюминиевыми профильными уголками, вставленными п по-лость профиля. Уголки производятся методом литья под давлением или методом эк- струзионного прессования. Крепление уголков производится с помощью вдавливания и прессования стенок профиля в предусмотренные для этого пазы уголка или в цельный материал. Другая возможность крепления заключается в соединении с помощью шурупов, болтов или конических штифтов. Почти всегда в дополнение к механическому соединению углов производится проклеивание специальным двух компонентным клеем при одновременном уплотнении косого стыка. Клей должен быть устойчивым к погодным воздействиям и теплостойким. При проведении склеивания необходимо соблюдат ь определенные инструкции и предписания.
Установка фурнитуры: крепление отдельных частей фурнитуры производится с помощью регулировочных винтов, клиньев или упоров в предварительно прессованные для этого пазы, а также в выемки и углубления. Используемые для крепления винты должны быть самонарезающими или иметь упорное действие. Использование шаблонов и калибров упрощает установку фурнитуры. Одновременно обеспечивается безупречная работа фурнитуры. Подвижные части перед установкой в раму необходимо слегка смазать не содержащим кислоту жиром.
1 1.5. Стык между рамой обвязки и оконной створкой
Стык между рамой обвязки и оконной створкой в закрытом состоянии окна должен обеспечивать защиту от воздухообмена между внутренним помещением и наружной областью, а также от дождя. Плотность стыка определяется проницаемостью стыка и устойчивостью к ливневому дождю.
11.5.1. Проницаемость стыков, устойчивость к ливневому дождю и деформация под воздействием ветровых нагрузок
Относительная проницаемость стыков: с ее помощью измеряется количество воздуха, которое проходит через 1 м стыка между рамой и створкой окна в единицу времени. Воздухообмен между наружным и внутренним воздухом вызывается перепадом давления.
Коэффициент проницаемости стыков а — это количество воздуха, так называемый воздушный поток У, который проникает через 1 м стыков между рамами и створками при перепадах давления в 10 Па (1 мм вод. ст., сила ветра 3 балла) за 1 час (см. 14.2.7).
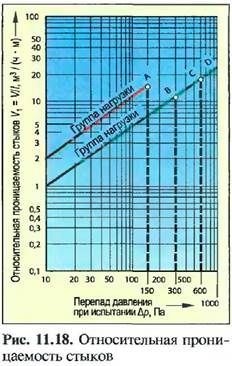
Коэффициент проницаемости стыков в качестве параметра применяется в том случае, когда при изготовлении одинаковых окон необходимо осуществить их контроль на проницаемость стыков. Посредством величины относительной проницаемости стыков V. Учитывается реальный перепад давления воздуха в постройке. Значение коэффициента а и величина Vy не должны быть превышены (табл. 11.5 и 11.18).
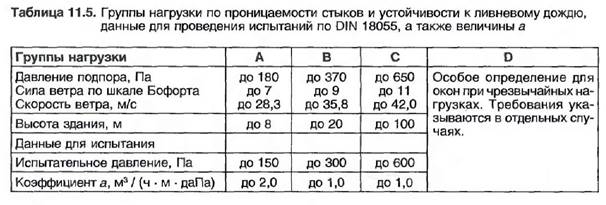
Требования по проницаемости стыков и устойчивость к ливневому дож/до распределены в DIN 18055 по четырем группам нагрузки (табл. 11.5).
Бели значения коэффициента а или величина У1 превышают норму, фальцы должны иметь дополнительное уплотнение.
Устойчивость к ливневому дождю: в данном случае речь идет о гарантии того, что производится непосредственное и контролируемое отведение попадающей в конструкцию рамы воды.
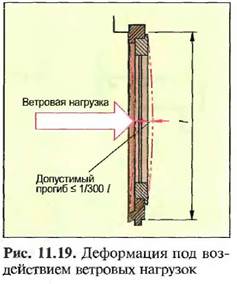
Деформация под воздействием ветровых нагрузок: испытание окна производится на специальном испытательном стенде при определенном перепаде давления между обеими сторонами остекленного окна. При этом симулируется ветровая нагрузка. При испытании на ветровую нагрузку прогиб створки или рамы обвязки, косяка и ригеля не должен превышать 1/300 расстояния между опорами (рис. 11.2). Для стеклопакета прогиб между кантами стеклянного полотна может составлять 8 мм.
11.5.2. Уплотнителъные профили и их расположение в стыке
Требования группы нагрузки А мо!ут быть выполнены без уплотнения, для групп нагрузки В и С требуется установка эластичного уплотнительного профиля на основе эти лен-про пиле н-терполимерного каучука, силиконового каучука, поли- хлоропрена или поливинил хлорида.
Уплотнение в области фальца для обеспечения надежной устойчивости к ливневому дождю является изнашивающейся деталью, по этой причине должна быть предусмотрена возможность его замены. Для проницаемости стыков и устойчивости к ливневому дождю не играет роли место расположения уплотнительного профиля: в раме створки или раме обвязки. Из-за строения рамного профиля в алюминиевых и пластиковых окнах уплотнительный профиль устанавливается преимущественно в раме обвязки, в деревянных окнах — в раме створки.11ринимая во внимание проницаемость стыков, уплотнение должно проходить вокруг всей створки, располагаться на одном уровне, образовывать четкие углы и по возможности плотно присоединяться с помощью приклеивания, сварки или вулканизации. Круговое уплотнение должно иметь стык в середине верхнего поперечного участка, так как здесь нагрузка является наименьшей.
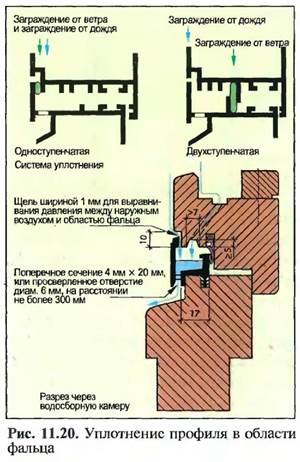
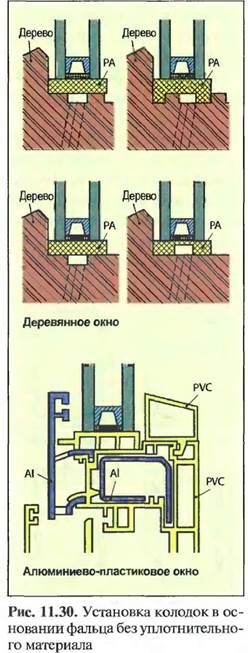
Для обеспечения надежной устойчивости к ливневому дождю в течение долгого времени эксплуатации наряду с исполнением фальца, расположением уплотнения, а также дренажных отверстий для воды в шине, защищающих от попадания дождя, особенно важную роль играет положение уплотнения в области фальца. Благоприятными являются так называемые двухступенчатые системы уплотнения с пространственно разделенными заграждениями от ветра и дождя. Двухступенчатая кон струю шя функционирует только в том случае, когда возможно выравнивание давления между наружным воздухом и пространством фальца, а также контролируемое отведение воды из пространства фальца (рис. 11.20). При этом должна быть гарантия того, что ветер может проникнуть через дождевое заграждение, вследствие чего происходит выравнивание давления в фальце. Пространственное разделение заграждений от ветра и дождя не только повышает устойчивость к ливневому дождю, но также уменьшает значение коэффициента проницаемости стыков а.
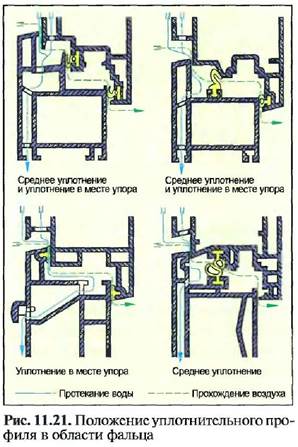
5.1.7. По положению уплотни тельного профиля в области фальца различают три вида уплотнения:расположенное внутри или снаружи уплотнение в месте упора;
5.1.8. комбинированное уплотнение в месте упора и среднее уплотнение;
5.1.9. среднее или центральное уплотнение (рис. 11.21).
Как правило, из-за наибольшего количества достоинств применяется среднее уплотнение, а также комбинация среднего уплотнения и расположенного с внутренней стороны уплотнения в месте упора.
1 1.6. Работы по остеклению
К работам по остеклению относятся определение системы остекления и толщины стеклянного полоша, учет размеров фалы (а стекла, подготовка фаты [а для стекта и уплотнение.
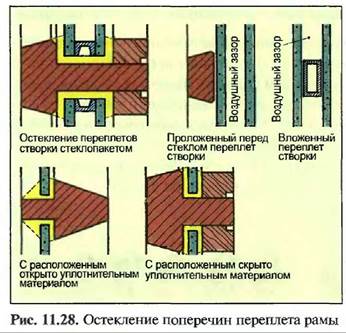
IL6*1. Отличие
окон по типу остекления
Различают одинарное окно с однослойным стеклянным полотном, одинарное окно со стеклопакетом и окно с зимними и летними iте- рснлетами с однослойным стеклянным полотном и/или стекло- пакетом (рис. 11.22).
1 /. 6. /. /. Одинарное окно с однослойным стеклянным полотном
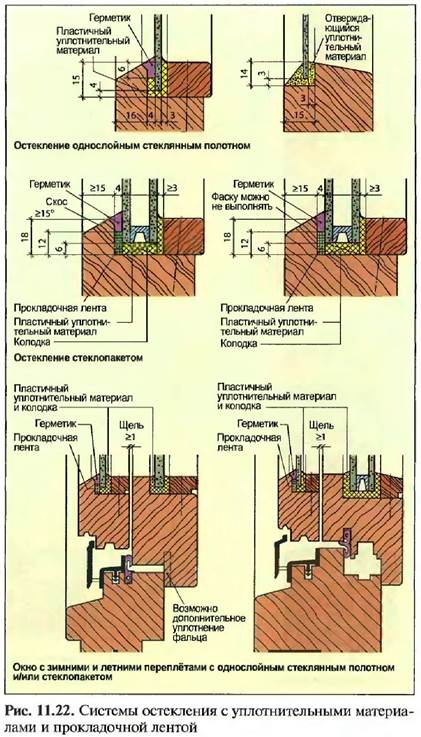
В одш lapHOM окне рамный профиль створки состоит из одной части и остекляется только одним стеклянным полотном. Недостатком являются низкая тепло- и звукоизоляция. Вследствие сильно офаниченной теплоизоляции стеклянное полотно очень быстро запотевает. Стеютянные полотна герметизируются отвергающимся или пластичным расположенным открыто уплотнительным матери 3jю м, реже и ciюльзуются удержи ваю- щие стекло профили с эластичным уплотнительн ым материалом. Одинарные окна с однослойным стеклянным полотном допускается применять только для нежилых помещений.
11.6.1.2. Одинарное окно
со стеклопакетом
В одинарном окне со стеклопакетом. Рама располагается в двойном фальце с дополнительным уплотнительным профилем. В качестве остекления используется стеклопакет. Использование стек 10- пакета позволяет добиться достаточно высокой теплоизоляции. Звукоизоляция вследствие относительно небольшого расстояния между полотнами стекла лучше, чем при использовании только одного стеклянного полотна. Стеклопакет удерживается с помощью расположенного со стороны помещения удерживающего профиля и чаще всего уплотняется с помощью эластичного уплогнительного материала. Для окон со стеклопакетным остеклением стоимость материала и работ выше, чем для окна с одинарным ос-
тсклением, но ниже, чем при двойном остеклении. Остекление с помощью стекло- пакета сегодня применяется чаще всего.
5.2.9. Окно с зимними и летними переплетами
с однослойным стеклянным полотном и стеклопакетом
В окне с зимними и летними переплетами, также называемом двойным окном, рамный профиль створки состоит из двухчастен. В каждой из обеих створок располагается или однослойное стеклянное полотно, или в одной из створок однослойное стеклянное полотно, в другой створке используется стеклопакет. Возникающее между стеклянными полотнами обеих створок воздушное пространство способствует хорошей теплоизоляции. Отпотевание внутренней стороны наружного остекления происходит в том случае, когда теплый воздух помещения может проникнуть в пространство между двумя стеклянными полотнами. По этой причине необходимо устанавливать уплотнение в фальце на внутренней створке,
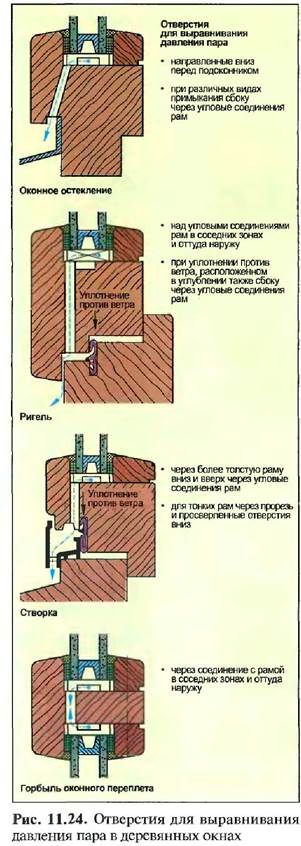
5.2.10. Остекление с неуплотненным пространством фальца и сухой способ остекления
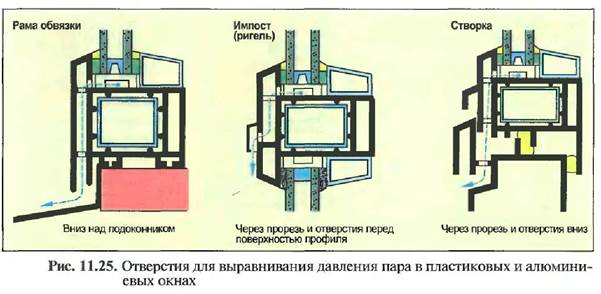
При таком способе остекления перед пространством фальца должны располагаться отверстия для выравнивания парциального давления пара внутреннего и наружного воздуха. Это делается для того, чтобы в полости между кантом стеклянного полотна и основанием фальца не конденсировалась вода, и было возможно выравнивание влажности воздуха. Эффективным оказывается расположение минимум трех отверстий во внутреннем горизонтальном фатьце и минимум одного отверстия в области верхнего угла. М инимальный размер отверстий не должен быть меньше 8 мм при сверлении, а для отверстия в виде прорези 5 х 20 мм (рис. 11.24).
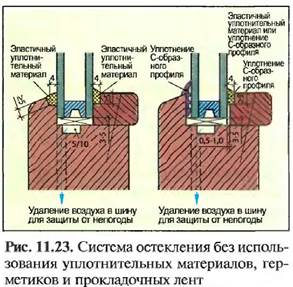
Используемая для пластиковых и металлических окон техника остекления без уплотнительного материала, но с использованием уплотнительныхпрофилей, так называемый сухой способ остекления, все чаще применяется и для деревянных окон. В этом случае при остеклении деревянных окон уплотнительные материалы и герметики не используются совсем или частично (рис. 10.23).
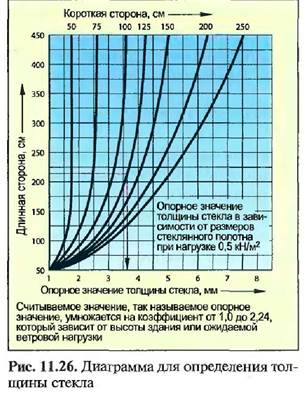
11.6.2. Определение толщины стекла
Для остекления с однослойным стеклянным полотном толщина стекла может быть определена по диаграмме или с помощью таблиц в зависимости от ширины и высоты полотна (рис. 1 1.26).
В DIN 18056 приведены данные о минимальной толщине стеклянного полотна. При установке стеклопакетов необходимо соблюдать инструкции по остеклению от их производителей.
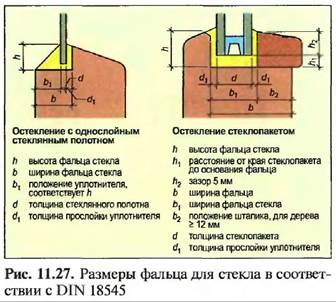
11.6.3. Определение размера фальца стекла
Размеры фальца стекла должны учитываться при планировании остекления, для того чтобы предотвратить повреждения или разрушения остекления особенно при нагрузке. В стеклопакетах краевое соединение дополнительно защищается от воздействия ультрафиолетового излучения. По-разному определяют размеры фальца для остекления однослойным стеклянным полотном и остеклении стеклопакетом (рис. 11.27 и табл. 11.6). Размеры фальца для стекла действительны также для горбылей оконного переплета створки.

Высота фальца для стекла приведена ь табл. 11.6. Ширина фальца для стекла рассчитывается в соответствии с DIN 18545.
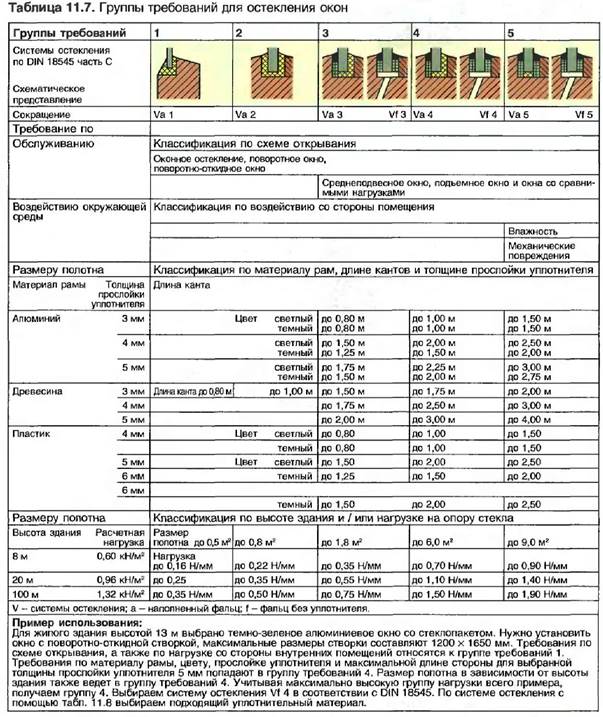
11.6.4. Выбор системы остекления и уплотнительного материала
Окно подвергается различным воздействиям, которые вызывают перемещение стеклянного полотна в фальце стекла. Для того чтобы в фальц не могла проникнуть вода и вызвать повреждения в раме или в стекольном полотне, систему остекления необходимо выбирать в соответствии с требованиями, изложенными в таблице, изданной Институтом оконной техники (табл. 11.7). Эта таблица является совокупностью Предписания по выполнению строительных работ, части С (Общие технические условия в контрактах на строительные работы), и DIN 18361 (Работы по остеклению с использованием уплстнительных материалов и прокладочной ленты).
11.6.5. Подготовка фальца для стекла
Перед вставкой стекольного полотна фальц для стекла должен быть подготовлен соответствующим образом. При этом следует соблюдать инструкции выбранного производителя уплотни- тельного материала, Предписания по условиям выполнения всех видов строительных работ (VOB) и государственные промышленные стандарты. В любом случае перед остеклением нужно убедиться, что фальц для стекла сухой и чистый.
Необходимо контролировать надежность функционирования отведения воды и вентиляции пространства фальца для выравнивания давления пара через отверстия (прорези), которые находятся в пространстве фальца и ведут оттуда наружу.
На фальц для стекла и штаники перед остеклением необходимо нанести грунтовку и промежуточное покрытие. Покрытие должно соответствовать требованиям инструкции «Лакокрасочные системы для деревянных окон, требования на лазурные и укрывистые покрытия для точных по размеру строительных конструкций». Пропитывание средствами защиты древесины не обязательно.
Влажность древесины не должна превышать максимально установленные величины для европейских и тропических пород древесины.
Пластиковые окна в области фальца стекла должны быть покрыты промотором адгезии (веществом, повышающим прочность сцепления) в том случае, если находящиеся на поверхности пластикового окна смазочные материалы не позволяют добиться достаточного сцепления уплотнительного материала без такихсредств. Эти вещества делают возможным сцепление уплотнительного материала с поверхностью или улучшают его.
Алюминиевые окна в основном в зоне фальца для стекла должны быть покрыты промотором адгезии. Алюминиевые профили часто защищают от коррозии с помощью бесцветного, едва различимого защитного покрытия. В области фальца стекла это покрытие для большинства видов уплотнительных материалов должно быть удалено.
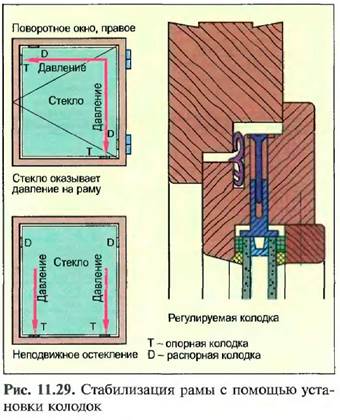
11.6.6. Установка стеклянного полотна с помощью колодок
Установка и система опор блока остекления в раме створки с помощью колодок производится таким образом, чтобы ни в стеклянном полотне, пив раме не возникали недопустимые напряжения, которые могут привести к поломке стеклянного полотна или отрицательно повлиять на свойства створок (рис. 11.29). Для установки с помощью колодок используют пластиковые колодки из полиамида. Различают опорные (несущие) колодки и распорные (регулирующие расстояние) колодки.
Опорные колодки являются опорой для стеклянного полотна в рамс. Они устанавливаются в тех местах, где сжимающие усилия нагружают раму створки. Эти колодки должны быть примерно на 2 мм шире, чем толщина блока остекления, для того чтобы остекление 1 ю всей толщине опиралось надежно на колодку, а краевое уплотнение стеклопакета при этом не было нагружено на растяжение, сжатие или срез. Толщина опорной колодки соответствует расстоянию между блоком остекления и фальцем 5 мм и более.
Распорные колодки обеспечивают равномерный зазор между стеклянным полотном и рамой. Они должны быть на 0,5—1 мм тоньше, чем соответствующие опорные колодки (рис. 11.31).
Колодки, длина которых составляет от 60 до 150 мм, как правило, наклеиваются в фальц на расстоянии 50—150 мм от угла фальца. Для стеклянных витрин и тому подобных стеклянных конструкций большой площади используются более широкие промежутки. При этом опорные колодки должны располагаться точно над местами крепления рамы.
Для поворотных створок, где ось вращения не крайняя, опорные колодки должны располагаться над вращающейся опорой. Для окон с профилями заводского исполнения колодки следует устанавливать, руководствуясь указаниями производителя профиля. Изготовители стеклопакетов также дают рекомендации по установке колодок остекления из стеклопакетов или функционального стекла.
После установки колодок необходимо проверить, можно ли открыть и закрыть створку без помех. Если нет, то остекление необходимо вынуть из створки и установить колодки заново.
Можно выиграть преимущество, используя регулируемые колодки (рис. 11.29). Выполненная в форме опорной колодки круглая цапфа диаметром 10 мм снабжена регулировочным винтом, головка которого упирается в пластину противодавления или стенку профиля. Остекление с регулируемыми колодками можно в любое время подкорректировать, что является особенным преимуществом при юстировке створки, при монтаже окна, а также работах по техническому обслуживанию и ремонту.
Дата добавления: 2020-07-18; просмотров: 743;
Поиск по сайту
Узнать еще
- Cыры, созревающие при участии слизи.
- II.III. Частично - поисковые или эвристические методы.
- III. Переход деепричастия в другие части речи
- III. Световоспринимающая и светопроводящая части глаза. Оптическая сила глаза. Аккомодация.
- III. Части речи и принципы их классификации
- IV. Переход местоимений в другие части речи
- Індивідуальний стиль 1 глава
- Індивідуальний стиль 2 глава

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
