Особенности технологии по изготовлению армированных деревянных конструкций
В современных условиях наиболее технологичны и широко освоены клееные деревянные конструкции прямоугольного сечения. В большинстве случаев применяются именно такие сечения и для армированных конструкций. Деревянные конструкции должны отвечать требованиям долговечности и огнестойкости, а прямоугольное сечение более массивное по сравнению с коробчатым или двутавровым сечением, поэтому отвечает предъявляемым требованиям к несущим деревянным конструкциям.
Различие технологии изготовления клееной заготовки от армированной клееной заключается в том, что в крайние грани армированного сечения вклеиваются арматурные стержни или полукаркасы. При изготовлении армированных деревянных конструкций следует учитывать, что габариты сечений клееных заготовок значительно меньше, чем габариты аналогичных неармированных конструкций. Так, высота сечений заготовок армированных конструкций меньше на 20 – 30 %, а ширина обычно составляет 120 – 170 мм, монтажная масса на 30 – 40 % меньше, чем у неармированных конструкций. Это приводит к снижению трудозатрат на изготовление клееных заготовок, позволяет увеличить оборачиваемость и производительность прессового оборудования.
При изготовлении армированных конструкций самым трудоемким процессом является вклеивания арматуры. Он включает в себя: операции приготовления клеевой композиции для склеивания арматуры с древесиной; фрезерование пазов по полостям досок для арматуры; сверление отверстий для поперечных стержней; подготовку арматуры (резку и сращивание по длине, очистку от загрязнений, обезжиривание, сварку полукаркасов); нанесение клеевой композиции, укладку и запрессовку стержней арматуры или арматурных полукаркасов.
Есть два варианта для выполнения операций по фрезерованию пазов, укладке и запрессовке арматуры. Первый вариант: на склеенных заготовках, полного габарита, имеющих заданную высоту и ширину конструкции, что весьма трудоемко (рис. 1.16, а), так как связано с необходимостью кантовать заготовку при двухстороннем армировании и повторно использовать прессовое оборудование. На отдельных плетях (доски, стыкованные по длине с пазами и остроганные), которые при сборке клеевого пакета укладываются в крайние зоны (рис. 1.16, б). Второй вариант изготовления – более удобный и экономичный, так как позволяет изначально произвести операции по вклеиванию арматуры и провести их параллельно другим операциям по изготовлению клееной конструкции, однако затрудняет армирование полукаркасами с поперечной арматурой. Армирование конструкций по боковым поверхностям при ширине сечения до 100 – 150 мм является самым рациональным решением с конструктивной и технологической точки зрения. В этом случае заготовка лежит плашмя и пазы под арматуру фрезеруются по боковым поверхностям заготовки. Растянутая арматура располагается по линии главных растягивающих деформаций (рис. 1.16, в). При подобном армировании есть возможность применять конструкций с составным по ширине сечением (рис. 1.16, г), что позволит получить сечение шириной 200 мм и более и значительно сократить расходы на изготовление, т.к. отпадает необходимость кантовать конструкцию при вклеивании стержней с выдержкой в каждой позиции 10 – 12 часов. Для повышения огнестойкости конструкций арматуру нужно размещать внутри составного сечения. Составные по ширине армированные элементы соединяют стяжными болтами диаметром 14 – 16 мм через 2 – 3 метра по длине. Болтовые соединения с целью повышения огнестойкости конструкции целесообразно утапливать в древесину и закрепить деревянными пробками (рис. 1.16, г).
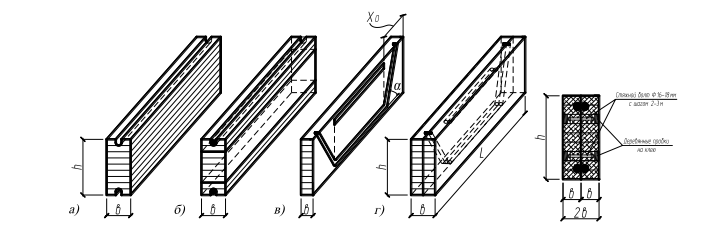
Рис. 1.16 Технологические варианты изготовления деревянных армированных балок
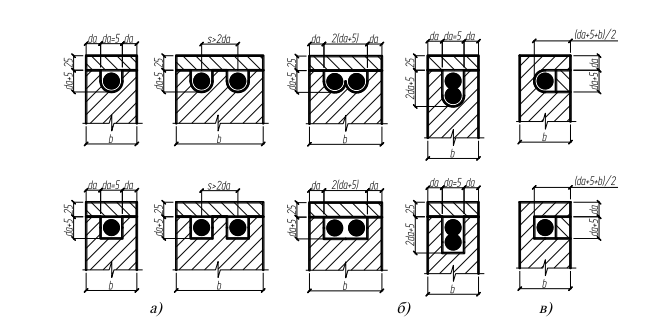
Рис. 1.17 Размещение пазов полукруглого и прямоугольного очертания по ширине сечения: а – обычным способом; б - групповым способом; в – при вклеивании стержня по боковой поверхности
Арматурные стержни вклеивают в пазы, которые расположены в один ряд по ширине сечения и фрезерованные по длине пласта. Пазы также могут быть образованны отдельными брусками толщиной, равной наружному диаметру арматуры. Необходимо обеспечить надежное склеивание арматуры с древесиной и сделать минимальный расход клеевой композиции, из этих факторов выбирается форма и размер пазов.
Обычно этим требованиям отвечают пазы прямоугольного и полукруглого профилей (рис. 1.17). При этом размеры паза (ширина и глубина) принимаются равными  + 5 мм, где – диаметр арматуры. Расстояние между осями стержней должно быть не менее двух диаметров.
+ 5 мм, где – диаметр арматуры. Расстояние между осями стержней должно быть не менее двух диаметров.
Если ширина сечения имеет ограниченный размер, есть возможность применить групповое армирование, при котором стержни (не более трех) размещают в общем пазу. В этом случае стержни соединяют сваркой в единое целое, пазы заполняются с помощью специального устройства (шприца с диаметром сопла не менее 12 мм) или шпателя. Последний способ применяют для вязкого клеевого состава при количестве наполнителя более 300 массовых частей на 100 массовых частей смолы.
При вклеивании арматуры для фиксации ее в проектное положение необходимо создать контактное (минимальное) давление порядка 0,05 – 0,1 МПа (0,5 – 1  ). Для создания такого давления используют инвентарные запрессованные устройства (вайм, прижимов и др.) в точках, расположенных по длине арматуры на расстоянии 20 – 25 диаметров стержня друг от друга. Процесс склеивания происходит в течение 10 – 12 ч при температуре 18 – 20 °С. За данный промежуток времени клеевое соединение достигает разборной прочности (60 – 70 % от конечной). При нагреве до 50 – 60 °С разборная прочность достигается через 2 – 3 ч с последующей 30-минутной выдержкой в прессе.
). Для создания такого давления используют инвентарные запрессованные устройства (вайм, прижимов и др.) в точках, расположенных по длине арматуры на расстоянии 20 – 25 диаметров стержня друг от друга. Процесс склеивания происходит в течение 10 – 12 ч при температуре 18 – 20 °С. За данный промежуток времени клеевое соединение достигает разборной прочности (60 – 70 % от конечной). При нагреве до 50 – 60 °С разборная прочность достигается через 2 – 3 ч с последующей 30-минутной выдержкой в прессе.
Склеивание арматуры с древесиной можно выполнить, нагревая заготовки конвекционным способом в камере аэродинамического прогрева или терморадиационным способом с помощью инфракрасных электрических излучателей.
Клееные заготовки вместе с армированными элементами собирают на клею обычными способами, так как армированный элемент по габаритам не отличается от обычной стыкованной по длине ламели.
При армировании конструкций полукаркасами, представляющими собой основную продольную арматуру с приваренными перпендикулярно или под углом к ней поперечными стержня длиной не менее 0,55 h или 20 – 25 d (h – высота сечения), в клееной заготовке под поперечную арматуру каркаса сверлятся отверстия диаметром, на 5 мм превышающим наружный диаметр стержня, и боковые отверстия диаметром 3 – 5 мм для выдавливания воздушных пробок и избытка клея.
Последовательность действий для изготовления деревянных клееных конструкций с поперечным армированием:
- По контуру изделия высверливаются отверстия;
- Производится удаление стружки сжатым воздухом;
- Выполняется постановка контрольного стержня в отверстие для контроля точности и глубины сверления;
- Производится защита поверхности от попадания клея;
- Заполнение отверстий дозированным количеством клея;
- Стержни арматуры очищают, обезжиривают, после чего смазывают клеем и погружают виброинструментом;
- Производится фиксация арматурного стержня в проектное положение;
- По мере впитывания клея древесиной производится его подливка;
- Необходимо произвести технологическую выдержку стержней до набора клеевым соединением технологической прочности;
- Производится испытание контрольных образцов, которые изготовлены на той же порции клея и по той же технологии, что и реальная конструкция.
Технологическая последовательность сварки элементов с вклеенными стержнями:
- В проектное положение необходимо закрепить закладные детали;
- Производится сварка с постоянным током с перерывами для охлаждения металла; необходимо удалить шлак; швы могут быть перекрестные, прерывистые;
- Древесину во время сварки защищают экраном из листовой стали;
- Производится проверка жесткого стыка;
- Выполняется маркировка элементов конструкции.
По окончанию данных манипуляции, конструкция вынимается из пресса и отправляется на склад (выдержка конструкции 7-10 дней).
При изготовлении армированных деревянных конструкций необходим систематический контроль прочности клеевых соединений арматуры с древесиной. С этой целью от каждого замеса клея изготовляют образцы – кубики размерами 20 × 20 × 20 мм, которые испытываются через 7 – 10 дней после изготовления конструкции. При этом прочность кубиков при сжатии должна быть не менее 65 МПа (650 кгс/  ). Для проверки прочности клеевого соединения изготовляют деревянные образцы в виде призм с вклеенными стержнями, которые испытывают на сдвиг при растяжении или сжатии.
). Для проверки прочности клеевого соединения изготовляют деревянные образцы в виде призм с вклеенными стержнями, которые испытывают на сдвиг при растяжении или сжатии.
Во всех случаях прочность соединения, определяемая величиной отношения разрушающего усилия к поверхности склеивания, должна быть не менее 6 МПа (60 кгс/ ) при разрушении соединения не менее чем на 90 % по древесине.
При этом прочность соединения определяется по формуле:
 =N/
=N/  (1.19);
(1.19);
где =  (1.20);
(1.20);  – длина внешней части арматуры;
– длина внешней части арматуры;  – диаметр паза.
– диаметр паза.
Качество готовых изделий проверяться путем контрольного испытания конструкции, которое заключается в разрушения образца согласно действующим рекомендациям по испытанию деревянных конструкций [20]. При запрессовке клееной конструкции с армированными элементами, качество склеивания повышается за счет более равномерного распределения давления по длине заготовки.
Для повышения огнестойкости и долговечности конструкций арматура защищается доской толщиной не менее 25 мм, наклеиваемой поверх стержней или помещается в глубокий паз поверх арматуры.
Дата добавления: 2020-04-12; просмотров: 949;
Поиск по сайту
Узнать еще
- CALS-технологии в автоматизированном производстве
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II.1.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ
- III.1.4. ОСОБЕННОСТИ РАЗВИТИЯ ПОЗНАВАТЕЛЬНОЙ СФЕРЫ У ДЕТЕЙ С НАРУШЕНИЯМИ СЛУХА
- III.1.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ
- III.2.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ
- III.3.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ
- III.4.5. ОСОБЕННОСТИ РАЗВИТИЯ ЛИЧНОСТИ И ЭМОЦИОНАЛЬНО-ВОЛЕВОЙ СФЕРЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
