ГПС. Их назначение и классификация.
Одной из тенденций развития технологии изготовления деталей в серийном производстве является применение и использование в промышленности ГПС (гибких производственных систем).
Гибкие системы создавались для автоматизации мелкосерийного, серийного производства. При этом выравнивалась разница по производительности и мобильности с КС и массовым производством до определенного оптимума.
ГПС позволяет ликвидировать незавершенное производство, увеличить рентабельность его за счет увеличения производительности в 4 … 8 раз, а также позволяет осуществлять принцип в технологии «Делай вовремя».
ГАУ – гибкий автоматизированный участок.
ГАЦ – гибкий автоматизированный цех.
ГАЗ – гибкий автоматизированный завод.
ГПМ – гибкий производственный модуль.
ГПЯ – гибкая производственная ячейка.
ГАЛ – гибкая автоматическая линия.
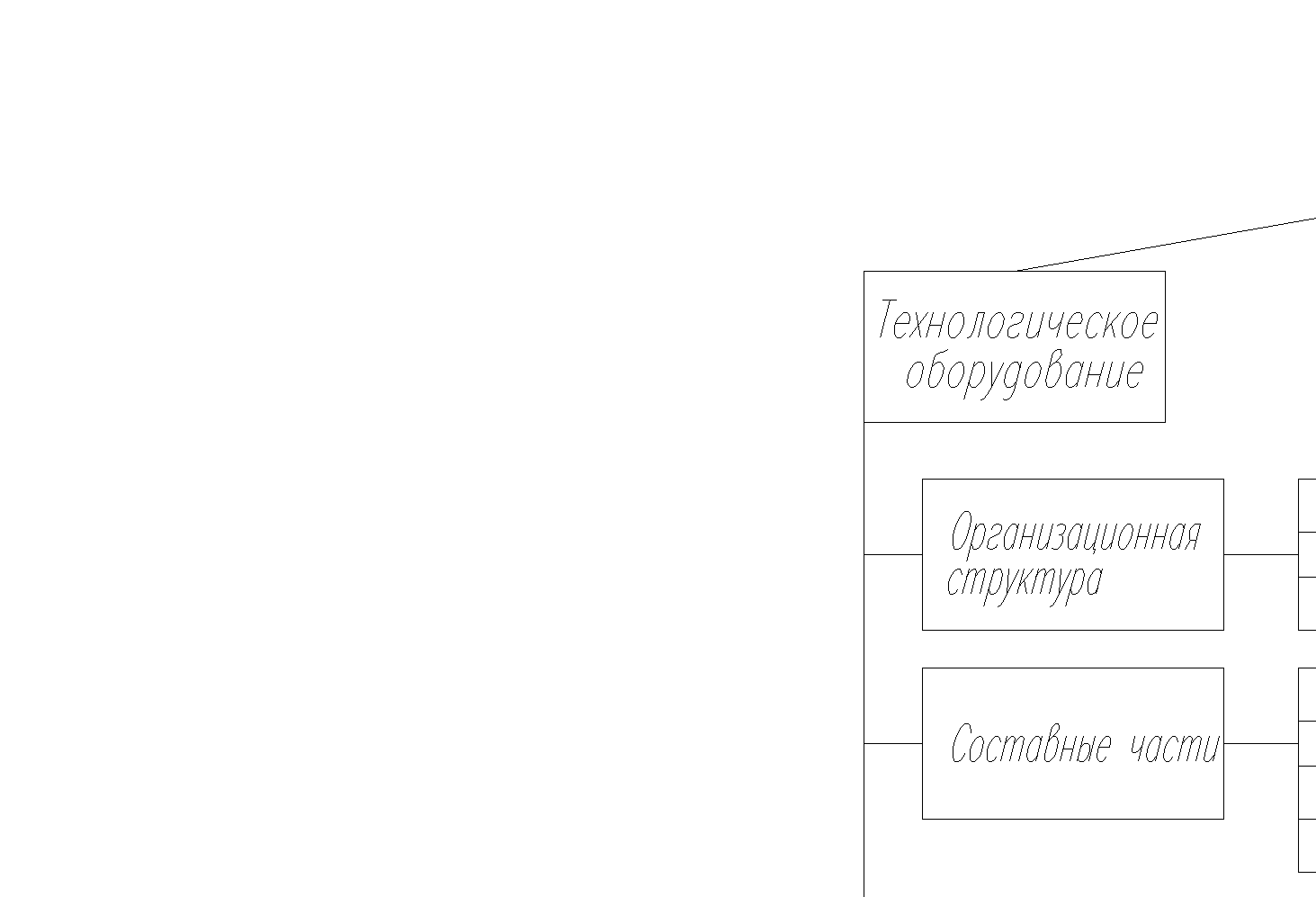
ТО – технологическое оборудование.
Согласно ГОСТ 26.228-90 ГПС представляет собой управляемую средствами вычислительной техники совокупность технологического оборудования (ТО), состоящую из ГПМ в сочетании ГПЯ и других видов, автоматических систем технологической подготовки производства и системы обеспечения, функционирования, обладающая свойством автоматизированной переналадки при изменении программы производства изделий, разновидность которой ограничена технологическими возможностями оборудования.
ГПМ – единица ТО, автоматически осуществляющая технологические операции, в пределах его технических характеристик, способная работать автономно или в составе ГПС, или ГПЯ.
ГПЯ – управляемая средствами ВТ совокупность нескольких ГПМ и системы обеспечения функционирования, осуществляется комплекс технологических операций, способных работать автономно и в составе ГПС при изготовлении изделий в пределах подготовки запаса заготавливают и РИ.
Промежуточным элементом ГПС является ГАЛ. ГАЛ отличается от ГАУ тем, что в ней операции располагаются в строгой последовательности ТП.
Операция ГПС служит для выполнения одой или нескольких операций обработки деталей. Предметная ГПС изготавливает отдельные детали, сб. единицы, а узловая изготавливает компоненты деталей, сб. единиц и осуществляет их сборку.
1-ый уровень автоматизации: При нем осуществляется автоматизированная переналадка оборудования при изготовлении освоенных изделий.
2-ой уровень автоматизации: Характеризуется автоматической переналадкой при изготовлении освоенных изделий.
3-ий уровень автоматизации: Когда производится автоматизированная переналадка при изготовлении новых изделий.
1 – МЦС – многоцелевой станок
2 – Тактовые (приемные) столы
3 – монорельс
4 – трансробот
5 – промежуточный накопитель
6 – автоматизированный склад
7 – диспетчерский пункт (ЭВМ)
8 – участок сборки приспособлений
Основным оборудованием ГПС являются МЦС, ГПЛ, ГПЯ, модули, сборочные автоматы, установки ТД и т.д.
Оборудование АТСС, принадлежит автоматизированному складу.
Вспомогательное оборудование – это промышленные роботы, тактовые столы, моечные машины, верстаки, тумбы и т.д.
Цель создания ГПС: ГПС создается в МС, СС, КС производствах с целью:
1. увеличения производительности труда.
2. улучшения условий труда.
3. снижения себестоимости изготавливаемой продукции при заданных программах производства и требований качества продукции.
Первая цель достигается уменьшением t шт., увеличением эффективного времени работы оборудования
Третья цель достигается уменьшением себестоимости изготовления - за счет устранения брака и незавершенного производства, а также уменьшением затрат при обновлении продукции.
Структуры ГПС
Структуры ГПС являются инструментом проектирования ГПС и служат для расчета ГПС. По функционально-целевому назначению структуры ГПС делятся:

® ПС определяет состав операций, а, следовательно, состав МТП (маршрутного технологического процесса) по обработки конкретного изделия.
® ТС определяет состав технологического оборудования.
Между ПС и ТС имеются только горизонтальные связи (функциональные, технологические связи и д.р.)
® КС определяет состав вспомогательного оборудования и его взаимосвязь с основным технологическим оборудованием.
® ИУС – система обеспечения управления ГПС. Управление происходит материальными потоками (поток заготовок, готовых изделий, РИ) и информационными потоками.
Между КС и ИУС есть как горизонтальные, так и вертикальные связи. ИУС работает по иерархической системе управления.
Задача ПТС – определить состав основного технологического оборудования и его технологические возможности. ПТС характеризуется ПТ Потенциалом, под которым понимается совокупность производительностей при изготовлении n – групп деталей или k–х деталей на данной ГПС, а также их технологические возможности.

где n – число конструктивно-технологических групп;
k – k-ая деталь группы;
Р – потенциал;
 – производительность Д1-детали:
– производительность Д1-детали:
 /за 1 час/
/за 1 час/
КТ.И. – коэффициент технического использования;
 /годовая/
/годовая/
ОТС – ее задачей является определение состава вспомогательного оборудования и расчет площадей, необходимых для размещения основного и вспомогательного оборудования ГПС.
ОТС характеризуется ОТ Потенциалом, определяющим степень автоматизации будущей ГПС и ее универсальность.
где n – число групп, которые можно обработать на данной ГПС;
А – коэффициент, определяющий степень механизации ГПС в ТС;
где Ко – капитальные затраты на основное технологическое оборудование;
Сзп – затраты на ЗП всех рабочих в ГПС;
Ен – нормативный коэффициент, Ен = 0,6…0,9;
Т.к. основу любой ГПС составляет выбор ПТС, в которой в основном ~50% стоимости составляет технологическое оборудование, поэтому выбор любой ГПС уже определяется стоимостью технологического оборудования.
ГПС: 50% – технологическое оборудование;
25% – технологическая оснастка (РИ, приспособления, …)
15% – транспортные системы;
10% – ЭВМ, управление структуры.
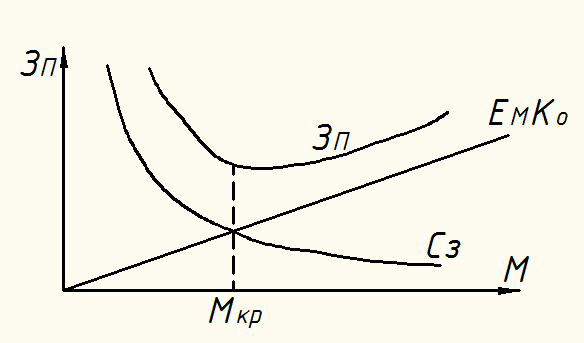
Целевой функцией при ТЭО выбора ПТС являются превентивные затраты по тому или иному варианту ГПС.
Зп =Сз + Ен·Ко,
где Сз – себестоимость (технологическая) изготовления продукции в ГПС,
Ен – нормативный коэффициент, Ен = 0,15,
Ко – капитальные затраты на оборудование.
Для малолюдной технологии критерием является приведенные народно-хозяйственных затраты:
Зп.н =Сз + Ен·Ко+ Еп·H·L;
где Еп – нормативный коэффициент использования трудовых резервов;
H – ЗП одного высвобожденного рабочего;
 L – число высвобожденных рабочих.
L – число высвобожденных рабочих.
М – число МТП для той или иной структуры ГПС.
Дата добавления: 2016-06-15; просмотров: 4652;
Поиск по сайту
Узнать еще
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- IV. Термодатчики, их устройство и назначение.
- Protozoa. Общая характеристика подцарства. Классификация. Представители. Медицинское значение.
- А) Назначение и порядок выполнения расчетов
- Аналого-цифровые преобразователи: назначение, ошибки преобразования, способы уменьшения динамических ошибок преобразования. Виды АЦП, сравнительная оценка.
- Аналоговые усилители. Классификация. Основные характеристики и параметры усилителей
- Архивация файлов, назначение, виды и основные возможности архиваторов.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
