Плавка с расходуемым электродом
Чтобы слиток не загрязнялся материалом электрода, применяют плавку с электродом из переплавляемого металла. Электрод при плавке расходуется и, расплавляясь, образует слиток. Применение расходуемого электрода имеет то преимущество, что переплавляемый металл непрерывно подогревается проходящим током и интенсивно дегазируется.
Расходуемый электрод готовят или, из прутков иодидного материала, или из губки путем ее прессования или плавки в печи с нерасходуемым электродом. Трудность получения расходуемого электрода из губки заключается в необходимости сильного ее измельчения перед прессованием. Для введения в металл легирующих добавок и для получения сплавов добавляемый металл вводят в расходуемый электрод.
Успешная работа дуговой печи с расходуемым электродом зависит от непрерывной подачи электродов к дуге до тех пор, пока слиток не достигнет необходимого размера.
Для плавки с расходуемым электродом можно применять как постоянный, так и переменный ток, однако на практике обычно применяют постоянный ток прямой полярности (электрод отрицательный). При работе на постоянном токе более стабильна температура катода. При обратной полярности больше вероятность переброса дуги на стенку кристаллизатора. Для выпрямления тока используют мотор-генераторы или мощные выпрямители (селеновые, германиевые, кремниевые).
Существует два вида конструкций дуговых печей: у одних печен по мере хода плавки и нарастания электрода опускается изложница, у других поднимается электрод. Цирконий, например, плавят в вакуумно-дуговой печи, схематически изображенной на рис. 89.
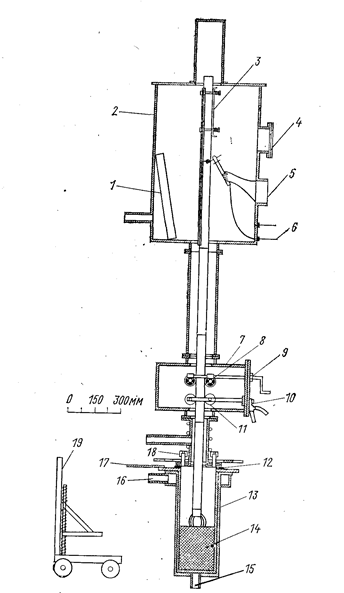
Рис. 89. Общая схема дуговой печи с расходуемым электродом (Металлургия циркония. Под ред. Б. Ластмана и Ф. Керза, 1959,рис. 87): 1 - запасной электрод; 2 - сварочная камера; 3 - направляющее устройство; 4 – смотровое окно; 5 - резиновая перчатка; 6 - подвод тока для сварки электродных прутьев; 7 - коробка передач для передвижения, электрода; 8 - стальные направляющие ролики; 9 - ручка для передвижения электрода; 10 - подвод тока к электроду (катод); 11 - медные контактные ролики для подвода тока к электроду; 12 - изолирующее кольцо; 13 - водяная рубашка; 14 - циркониевый слиток в тигле; 15 - ввод воды; 16 - отвод воды; 17 - подвод тока к тиглю (анод); 18 - смотровое стекло: 19 - тележка для передвижения собранного тигля.
В верхней части печи проходит шток, на конце которого укреплена циркониевая цанга. Водоохлаждаемый медный поддон опускают, и на него ставят электрод, состоящий из циркониевых прутков, скрепленных циркониевой проволокой, затем поддон поднимают до исходного положения. Между цангой и электродом зажигают дугу, и верхняя часть электрода расплавляется. Далее ток отключают, опускают шток, и цанга приваривается к электроду. После остывания электрод поднимают над поддоном на некоторое расстояние. На поддон кладут немного металлического циркония для начала процесса и зажигают дугу. По мере расплавления электрод постепенно опускается. На уровне дуги снаружи печи установлен соленоид для перемешивания расплава. Плавку производят при остаточном давлении 10-3 мм рт. ст.
В процессе плавки дуга может замкнуться не на поддон, а на водоохлаждаемую медную стенку изложницы. В этом случае возникает опасность взрыва вследствие соприкосновения воды с расплавленным металлом. Кроме того, такие взрывы вызывают опасность загорания водорода, образующегося при реакции циркония с водяным паром. Чтобы замыкание дуги на стенку не произошло, необходимо поддерживать расстояние между электродом и стенкой изложницы. Обычно работают на дуге длиной 20-35 мм. Если же замыкание произойдет, то срабатывает автоматическое устройство - так называемая максимальная токовая защита, отключающая подачу напряжения на печь в случае резкого увеличения тока. Мощные дуговые печи в целях безопасности помещают в защитные бункеры, и управление работой печи осуществляют дистанционно. В печах, применяемых для плавки циркония, получают циркониевые слитки 300-400 кг.
Для плавки титана применяют печи аналогичной конструкции, но более мощные. В универсальной дуговой печи проводят две плавки: первую—с нерасходуемым графитовым электродом для получения расходуемого электрода, вторую—с расходуемым. При второй плавке дуги 30-40 м.м, напряжение 27-32 в, ток 5400 а. Получаемые слитки титана достигают 5-10 т.
Делались попытки использовать плавку с расходуемым электродом для получения слитков бериллия. Однако оказалось, что для плавки бериллия требуется значительно больший расход энергии, чем для плавки других металлов: 1,8 квт/кг по сравнению с 0,1-0,3 квт/кг для Zr, Ti и т. д. Плавка и затвердевание бериллия происходят настолько быстро, что металл не претерпевает значительного рафинирования, что приводит к пористости слитков. К тому же большая вязкость расплавленного бериллия мешает хорошему заполнению изложницы и приводит к образованию усадочных раковин.
Дата добавления: 2020-02-05; просмотров: 735;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
