Кривошипные прессы двойного действия.
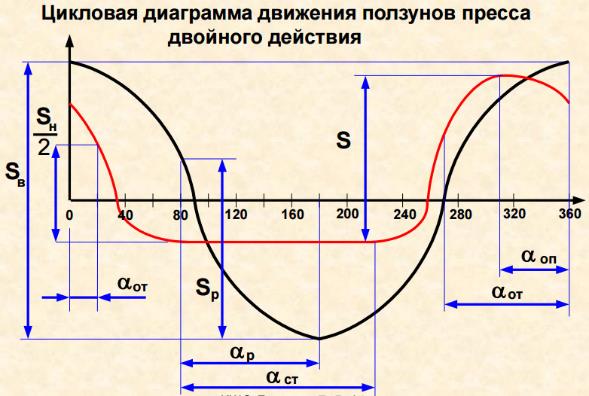
Движение определяемое по диаграмме имеет несколько участков:
1. Ползун внутренний – холостой ход вниз до касания заготовки Ползун наружный - ход вниз, прижим заготовки.
2. Ползун внутренний – осуществляется рабочий ход ( aр ) Ползун наружный - выстой ( aст ) – прижим заготовки.
3. Ползун внутренний – обратное движение на угол ( aох ) Ползун наружный - неподвижен.
4. Внутренний(вытяжной) и наружный (прижимной) ползуны совершают холостой ход вверх.
5. Участок опережения ( aоп ). При остановке наружного ползуна в верхнем положении, внутренний ползун будет находиться ниже своего верхнего положения.
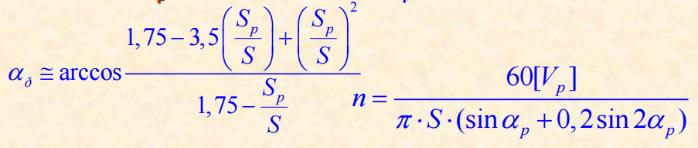
Для механизма вытяжки - главное условие движения звеньев: Скорость вытяжного ползуна на рабочем участке его прямого хода не должна превышать допустимого значения скорости вытяжки [ V ]. Стремятся повысить n при соблюдении V < [ V ] Данное требование приводит к увеличению количества звеньев и усложняет конструкцию: Выбор начинают с 4-х звеньев кривошипного механизма: Задаются : Sp / S. Определяются : ap , n.
Механизм прижима
1. Обеспечение угла стояния aст (контакта с заготовкой);
2. Характер остановки в нижнем положении (условие контракта);
3. Достаточный угол aот - открытое штамповое пространство для доступа средств механизации.
Требования к aст и aот противоположны, поэтому предпочтение отдается aст – контакту.
Выбор начинают с проверки величины aст при минимальном количестве звеньев. Кинематический анализ показывает, что чем большее число звеньев входит в цепь, тем меньше DS :
При 8-ми звенном механизме - ∆S = 0,008…0,12
При 10-ти звенном механизме - ∆S = 0,001…0,005
19. КГШП и чеканочные прессы.
КГШП предназначены для выполнения операций горячей штамповки и характеризуются значительными по величине силовыми и энергетическими показателями. КГШП относятся к наиболее сложным, дорогим и высоко- производительным типам КШО, обладающим относительно большим расходом энергии. Наибольшие экономические преимущества применения КГШП достигаются в массовом и крупносерийном производстве при штамповке в закрытых штампах. Наиболее прогрессивный и основной вид оборудования для горячей штамповки. ГОСТ 6809 – 87 Номинальное усилие Рн = 6,3…63 МН
По типу исполнительного механизма КГШП классифицируют на прессы:
· С кривошипно-ползунным механизмом (с укороченным или со сдвоенным шатуном;
· Кривошипно-клиновым;
По расположению эксцентрикового вала КГШП разделяют:
· на прессы с параллельным
· перпендикулярным фронту валом.
Основной производитель КГШП в России – ОАО завод по выпуску «Тяжелых механических прессов».
Особенности:
· быстроходность;
· высокая жесткость конструкции;
· постоянный ход;
· небольшие скорости деформирования;
· наличие выталкивателей.
Типовые конструкции КГШП подразделяют на три группы:
· легкие прессы номинальным усилием 6,3…16 МН;
· средние прессы номинальным усилием 20…50 МН;
· тяжелые прессы номинальным усилием 63…160 МН, для производства поковок массой более 50 кг и собственной массой более 500 т.
Чеканочные кривошипно-коленные прессы
Назначение : Чеканочные кривошипно-коленные прессы предназначены для выполнения операций холодной и горячей калибровки, чеканки, выдавливания и т.п.
Технологические особенности :
· Большое усилие деформирования, действующее на небольшой длине рабочего хода ползуна (не более нескольких мм).
· Небольшая энергия.
Данные особенности технологической операции приводят к необходимости применения в чеканочных прессах другого исполнительного механизма – кривошипно - коленного. Характерная особенность данного механизма – малая скорость при подходе к крайнему нижнему положению ползуна.
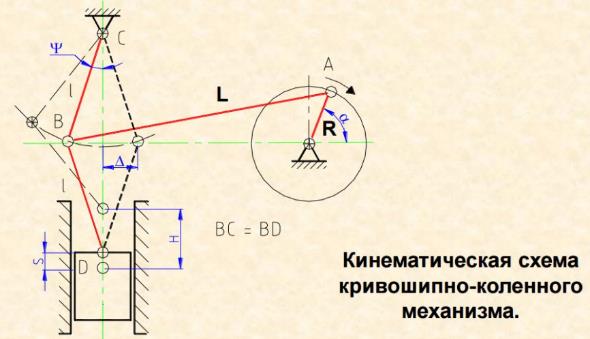
Механизм состоит из шарнирного четырехзвенника к подвижному шарниру коромысла, которого присоединено звено с ползуном. (шестизвенный механизм) Длина хода ползуна определяется максимальным углом отклонения коромысла от вертикали;
Угол ψmax = 30…400
Для повышения КПД на участке рабочего хода, необходимо чтобы угол передачи между шатуном и ползуном был близок к прямому ( 900 ). Коэффициент длины шатуна принимается равным l = 0.12 - 0.17 Обычно длины коромысла ВС и звена ВD одинаковы.
Дата добавления: 2016-06-15; просмотров: 3659;
Поиск по сайту
Узнать еще
- II. Электрическая схема и принцип действия.
- Архитектурно-конструктивные элементы малоэтажных зданий, нагрузки и воздействия.
- Буферные системы крови, их характеристики и принцип действия.
- В хар-ре воздействия.
- Взаимодействие в месте приложения действия.
- Взаимосвязь и взаимообусловленность явлений природы, типы взаимодействия.
- Вопрос 24. Понятие об общении. Общение как особая форма человеческого взаимодействия. Функции общения. Виды общения.
- ВОПРОС 40. ВОЛНОВЫЕ ПЕРЕДАЧИ. КЛАССИФИКАЦИЯ, ПРИНЦИП ДЕЙСТВИЯ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
