Обработка конических поверхностей
Наладка и настройка станка на обработку конических поверхностей
Наладка станка на обработку конических поверхностей осуществляется следующим образом. Коническая поверхность может быть образована различными способами: широким резцом, проходным (расточным) резцом, установленным на повернутых верхних салазках суппорта, или на суппорте, соединенном с копирной (конусной) линейкой, а также проходным резцом со смещением задней бабки.
Широким резцом обрабатывают конусы небольшой длины (до 20…25 мм): фаски, фасонные канавки, дорожки качения внутренних колец конических роликовых подшипников. Резец (рис. 3.2, а) устанавливают на суппорте 2, которому сообщается поперечное DSп или продольное DSnp движение подачи. Режущую кромку резца выставляют, например, по шаблону, под заданным углом α.
Наружные и внутренние конические поверхности можно обрабатывать резцом / при перемещении верхних салазок 3 суппорта, повернутых на угол α (рис. 3.2, б).
Возможна обработка конических поверхностей с использованием специального приспособления (копирной линейки). В этом случае необходимо отсоединить ходовой винт поперечной подачи от гайки и поперечные салазки соединить с ползушкой приспособления. Этот процесс переналадки занимает достаточно много времени, поэтому применяется в среднесерийном и крупносерийном производствах. Теперь если суппорту сообщить движение продольной подачи, то поперечные салазки, связанные с ползушкой, будут совершать сложное движение и в продольном, и в поперечном направлениях, а резец будет перемещаться под углом, равным углу установки конусной линейки, по которой скользит ползушка.
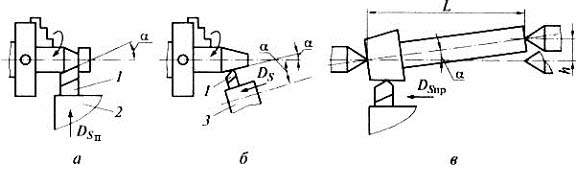
рис. 3.2. Схемы обработки конусов: 1-резец; 2-суппорт; 3-верхние салазки; α — угол обрабатываемого конуса.
Конические поверхности с углом, α < 4° на заготовках, базируемых в центрах (рис. 3.2, в), обтачивают при смещении задней бабки. Обработку производят при продольном движении подачи резца. Необходимое смещение центра h = Lsin α. Значение h не должно превышать ±15 мм.
Обработка конических поверхностей
В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий. Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя; наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие
Дата добавления: 2021-10-28; просмотров: 104;
Поиск по сайту
Узнать еще
- I этап – обработка протокола
- II. Отклонения расположения поверхностей
- II. Предстерилизационная обработка.
- III.XI. Строение поверхностей несогласия
- А. Первичная обработка исходной статистики
- АВТОМАТИЗИРОВАННАЯ ОБРАБОТКА ДАННЫХ В СЛУЖБЕ ПРИЕМА И РАЗМЕЩЕНИЯ
- Автоматизированная обработка информации.
- Автоматизированная обработка информации.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
