Анализ контура детали при токарной обработке. Области и зоны токарной обработки
Анализ контура детали при токарной обработке.
Проектирование технологической операции обработки заготовки на станке с ЧПУ включает в себя следующие этапы:
• анализ рабочих чертежей детали и заготовки, а также предъявляемых к ним требований;
• определение последовательности выполнения переходов и выбор режущих инструментов;
• определение схемы базирования и закрепления заготовки;
• назначение режимов резания для всех технологических переходов;
• составление операционной карты.
После завершения проектирования операции выполняется подготовка управляющей программы для станка с ЧПУ.
По технологическому признаку геометрические элементы контура детали разделяют на основные и дополнительные.
Основные элементы контура детали – образующие поверхностей этой детали, которые могут быть обработаны резцом для контурной обработки с главным углом в плане φ = 95º и вспомогательным углом в плане φ1 = 30º. Для наружных и торцевых поверхностей такой резец принадлежит к числу проходных, для внутренних – к числу расточных. К основным элементам относятся главным образом цилиндрические, конические и фасонные поверхности вращения, а также плоскости торцов и уступов.
Дополнительные элементы контура детали – образующие поверхностей этой детали, формообразование которых не может быть выполнено указанным резцом для обработки основных элементов. К дополнительным элементам относятся торцевые и угловые канавки для выхода шлифовального круга, канавки на наружных и внутренних поверхностях, резьбовые поверхности.
При разработке операционной технологии рассмотрению также подлежит контур заготовки, который в условиях мелко- и среднесерийного производства обычно представляет собой прямоугольник (заготовка – резанный прокат). При диаметрах заготовок 50 мм и выше применяют штучные заготовки на одну деталь. Для деталей, максимальный диаметр которых меньше 50 мм, можно использовать одну заготовку на несколько деталей. Заготовки деталей, обрабатываемых в центрах, должны быть зацентрованы с двух сторон, а один из торцов подрезан.
В условиях крупносерийного и массового производства заготовки, как правило, являются фасонными (штамповки, поковки, литье). Контур таких заготовок является похожим на контур детали и состоит из отрезков прямых и дуг окружностей.
Области и зоны токарной обработки.
Между контурами детали и заготовки располагается тот материал (припуск), который должен быть удален в процессе обработки на токарном станке с ЧПУ. В этом удаляемом материале можно выделить черновую и чистовую области обработки.
Область черновой обработки (область выборки объемов материала) представляет собой слой материала, расположенный между контуром заготовки и черновым контуром детали (рис. 2.1).
Черновым контуром детали называют контур, который должен быть получен перед осуществлением чистовой обработки за счет удаления объемов материала над основными элементами и обработки дополнительных элементов.
Областью чистовой обработки является слой материала, в процессе удаления которого должна быть обеспечена требуемая точность размеров, формы и относительного расположения поверхностей детали. Данная область обработки располагается между черновым и чистовым контурами детали (рис. 2.1).
Чистовым контуром детали называется контур, который должен быть получен по окончанию токарной операции. Этот контур может не совпадать с контуром детали, если после токарной операции предусмотрены другие операции обработки.
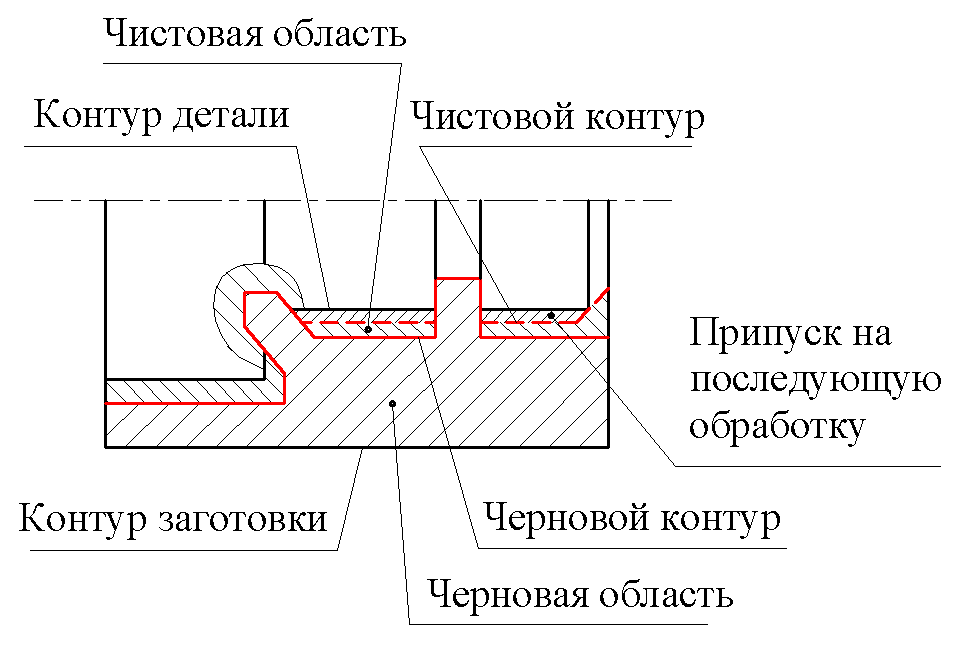
Рис. 1.1. Контуры детали и области токарной обработки
Поскольку черновая обработка обычно осуществляется за несколько переходов, то область черновой обработки разбивают на зоны обработки, соответствующие одному технологическому переходу. В зависимости от конфигурации чернового контура детали выделяют следующие зоны обработки:
• открытые зоны (ограничены черновым контуром с одной стороны) (рис. 1.2 а);
• полуоткрытые зоны (ограничены черновым контуром с двух сторон) (рис. 1.2 б);
• закрытые зоны (ограничены черновым контуром с трех сторон) (рис. 1.2 в).
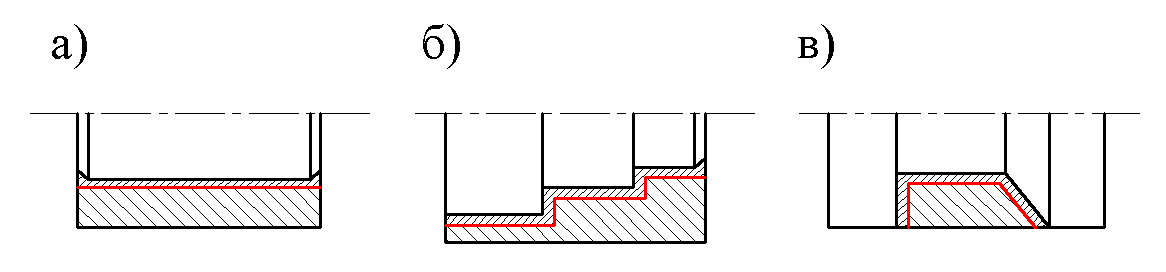
Рис. 1.2. Зоны токарной обработки: а) открытая; б) полуоткрытая; в) закрытая
Несмотря на многообразие форм обрабатываемых поверхностей, может быть установлена следующая типовая последовательность выполнения переходов:
1. Центрование (если длина сверла меньше 20 мм).
2. Сверление.
3. Подрезание торца.
4. Черновая обработка основных поверхностей.
5. Черновая обработка дополнительных поверхностей.
6. Чистовая обработка дополнительных поверхностей (может выполняться тем же инструментом, что и черновая).
7. Чистовая обработка основных поверхностей.
При обработке заготовки, установленной в центрах, первые три перехода отсутствуют.
1.2.2. Выбор режущих инструментов для токарных станков с ЧПУ
Выбор режущих инструментов.
В современных токарных станках с ЧПУ, как правило, применяют режущий инструмент со сменными твердосплавными пластинами.
Основными преимуществами инструмента со сменными пластинами являются:
• отсутствует необходимость затачивания инструмента;
• надёжное дробление стружки;
• стабильное качество поверхности.
Выбор инструмента со сменными пластинами включает в себя следующие основные этапы:
1. Выбор системы крепления режущей пластины.
2. Выбор типа державки и формы режущей пластины.
3. Выбор размера и геометрии передней поверхности пластины.
4. Выбор радиуса при вершине пластины.
5. Выбор присоединительного размера державки и посадочного гнезда пластины.
6. Выбор марки твёрдого сплава режущей пластины.
Сменные твердосплавные пластины подразделяются на сменные многогранные пластины (СМП), которые не перетачиваются, и на сменные перетачиваемые пластины (СПП).
Форма СМП выбирается в соответствии с необходимым главным углом в плане и с учётом возможности обработки труднодоступных поверхностей детали. Для обеспечения прочности режущей вершины следует выбирать пластину с наибольшим из возможных углов при вершине.
❒ Пример 1.1. Определение состава технологических переходов и выбор режущих инструментов.
Пусть требуется произвести подготовку управляющей программы для обработки на токарном станке с ЧПУ детали, показанной на рис. 1.3. Примем, что один из торцов заготовки подрезан. На детали присутствует метрическая резьба, шаг которой составляет 2 мм.
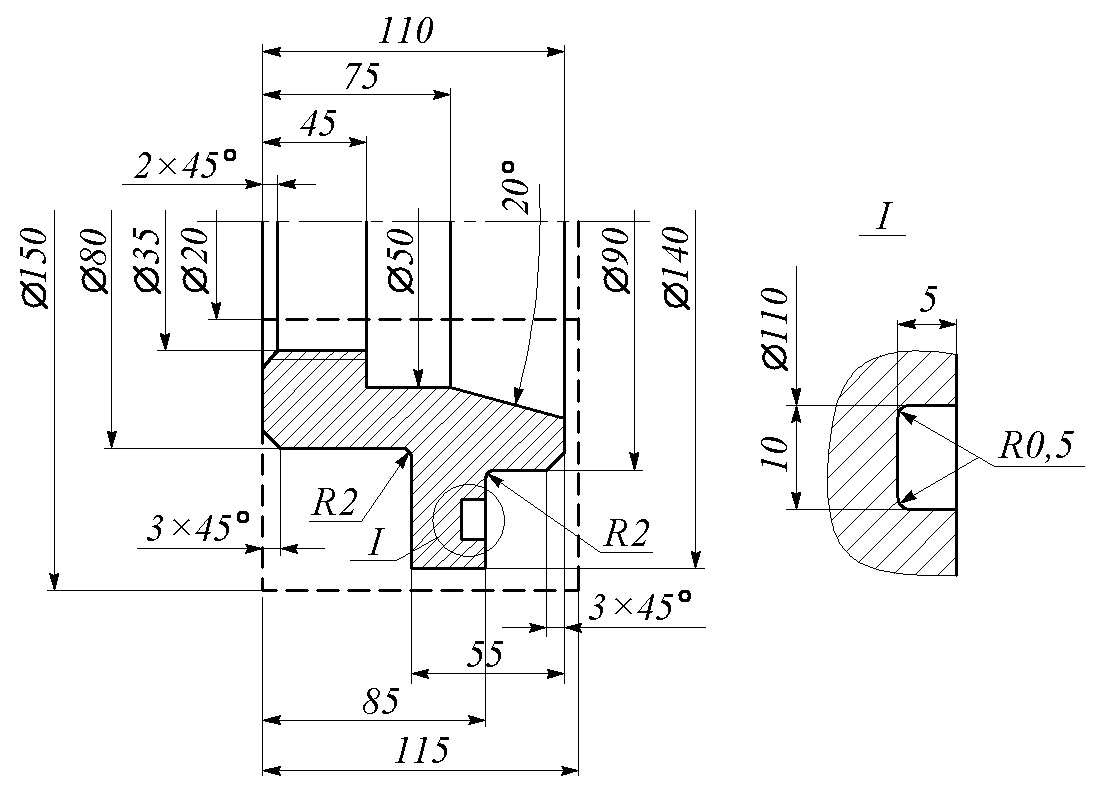
Рис. 1.3. Эскиз обрабатываемой детали
Рассматриваемая деталь является деталью типа втулка и может быть обработана в самоцентрирующемся трехкулачковом патроне за два установа.
Будем считать, что все поверхности детали могут быть окончательно обработаны на данном станке и нет необходимости назначать промежуточный припуск на последующую обработку.
Примем чистовой припуск одинаковым над всеми основными элементами и равным 1 мм.
Зоны обработки, соответствующие одному технологическому переходу, показаны на рис. 1.4, где зоны 1 – 5 обрабатываются на первом установе, а зоны 6 – 10 – на втором установе. Кроме того, зоны 1, 2, 6, 7 относятся к области черновой обработки, зоны 4, 5, 8, 9 – к области чистовой обработки, а зоны 3 и 10 соответствуют материалу над дополнительными элементами (3 – торцевая канавка, 10 – резьбовая поверхность).
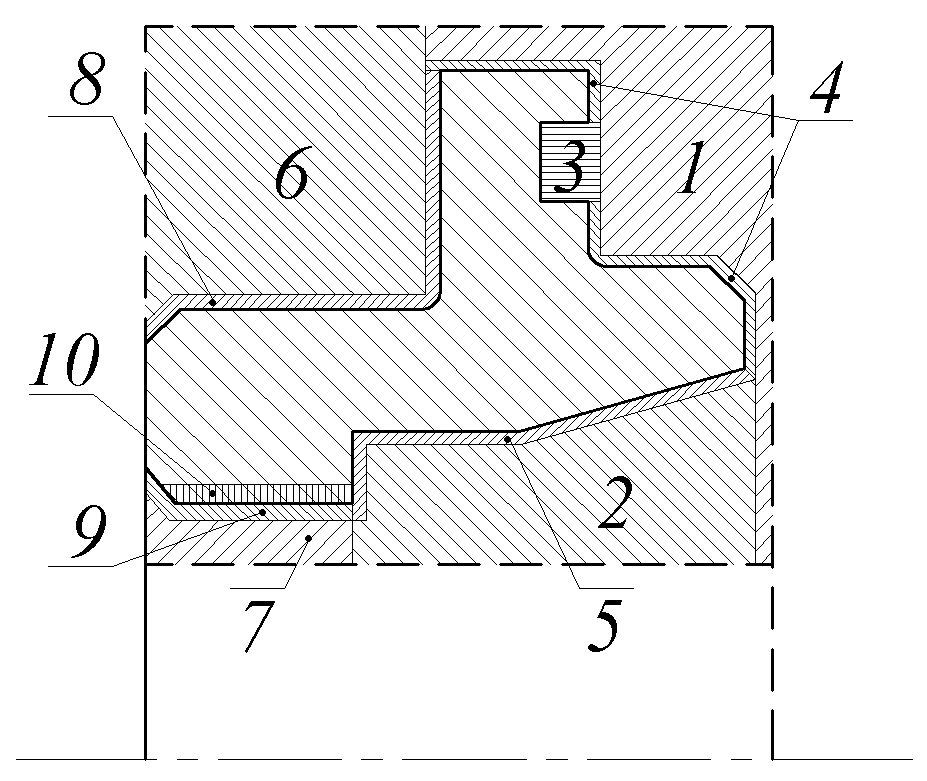
Рис. 1.4. Зоны обработки
Выбранные режущие инструменты для обработки каждой из выделенных зон представлены в табл. 1.1.
Таблица 1.1
Выбранные режущие инструменты
| № | Зоны обработки | Наименование | Обозначение | Размеры, мм | ||
| L | B | R | ||||
| 2, 7 | Резец расточный подрезной с ромбической пластиной из твердого сплава (ТУ 2-035-1040-86) | К.01.4982.000-02 | — | |||
| 1, 6 | Резец подрезной с трехгранной пластиной из твердого сплава (ТУ 2-035-892-82) | MVLNR1616H06 | — | |||
| Резец для обработки наружных канавок ТУ 2-035-588-77 | — | — | ||||
| 4, 8 | Резец контурный c ромбической пластиной из твердого сплава (ТУ 2-035-892-82) | PDINR2020K15 | 0,5 | |||
| 5, 9 | Резец расточный контурный c ромбической пластиной из твердого сплава (ТУ 2-035-1040-86) | К.01.4983.000-02 | 0,5 | |||
| Резец резьбовой с ромбической пластиной из твердого сплава для нарезания внутренней метрической резьбы (Конструкция ВНИИинструмента) | К.01.4957.000-00 | 34,5 | — |
Таким образом, можно выделить следующую последовательность технологических переходов для обработки рассматриваемой детали на токарном станке с ЧПУ:
Установ 1
1) обработка черновой зоны 2, включая подрезание торца заготовки, расточным подрезным резцом 1;
2) обработка черновой зоны 1 подрезным резцом 2;
3) обработка торцевой канавки 3 канавочным резцом 3;
4) обработка чистовой зоны 4 контурным резцом 4;
5) обработка чистовой зоны 5 расточным контурным резцом 5;
Установ 2
6) обработка черновой зоны 6 проходным резцом 2;
7) обработка черновой зоны 7 проходным расточным резцом 1;
8) обработка чистовой зоны 8 контурным резцом 4;
9) обработка чистовой зоны 9 расточным контурным резцом 5;
10)обработка резьбы 10 резьбовым резцом 6. ❒
1.3. Порядок выполнения работы
Данная лабораторная работа предполагает выполнение следующих этапов:
1. Изучить методические указания к лабораторной работе.
2. Выполнить анализ заданного чертежа детали (рис. 1.5 – 1.Х) и выделить зоны обработки. Изобразить зоны обработки в виде эскиза.
3. Осуществить для каждого технологического перехода выбор режущих инструментов (приложение П.1). Описать выбранные инструменты в виде таблицы. Записать состав технологических переходов.
4. Оформить и защитить отчет по лабораторной работе.
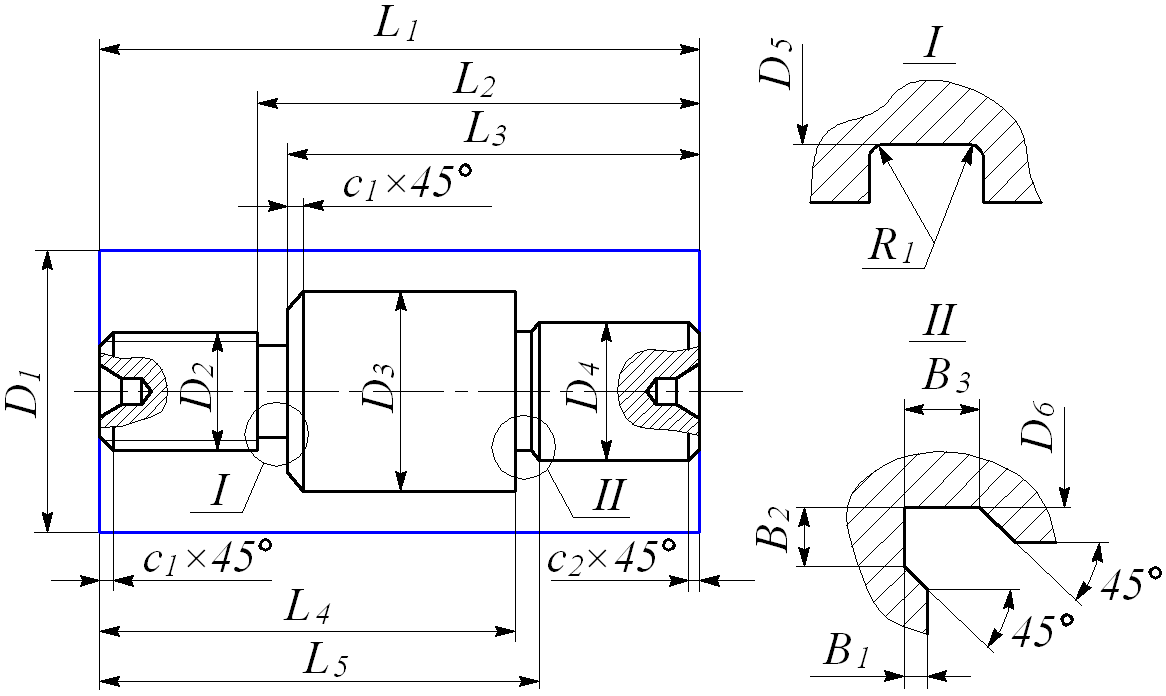
Рис. 1.5. Эскиз обрабатываемой детали для вариантов 1, 6, 11, 16, 21
Таблица 1.2
Размеры детали для вариантов 1, 6, 11, 16, 21
| Размер | Вариант | ||||
| L1 | |||||
| L2 | |||||
| L3 | |||||
| L4 | |||||
| L5 | |||||
| D1 | |||||
| D2 | |||||
| D3 | |||||
| D4 | |||||
| D5 | |||||
| D6 | |||||
| C1 | |||||
| C2 | |||||
| В1 | |||||
| В2 | |||||
| B3 | |||||
| R1 | 1,5 | 1,5 |
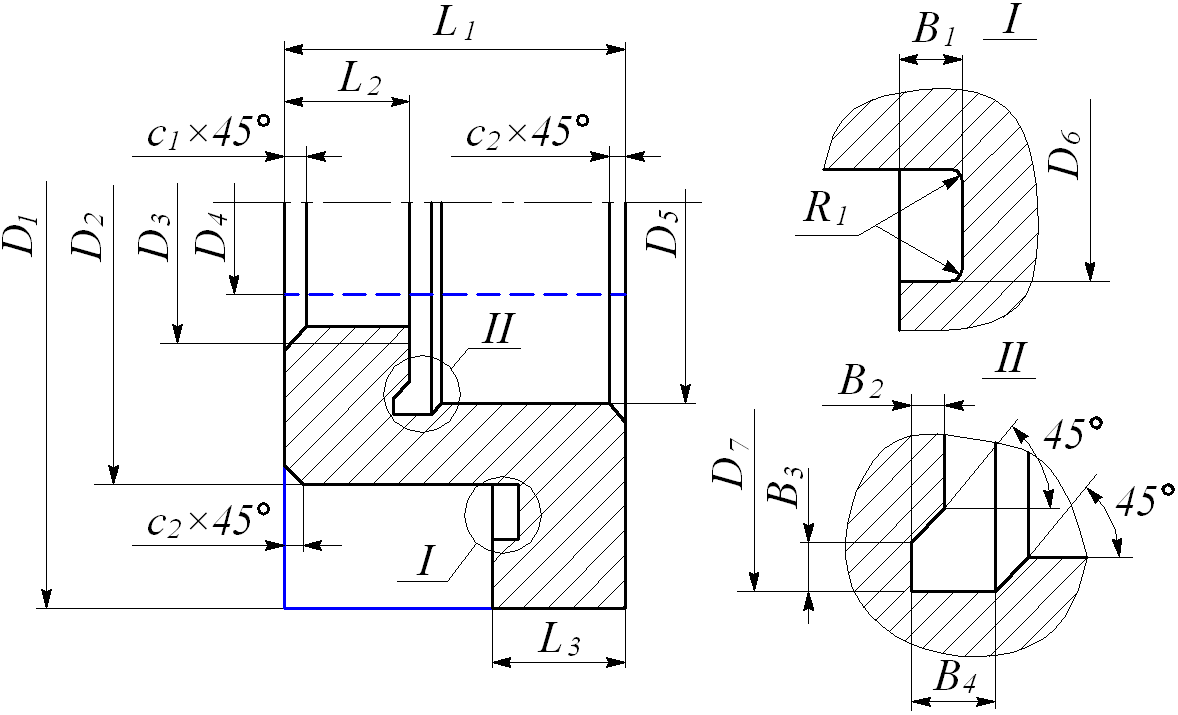
Рис. 1.6. Эскиз обрабатываемой детали для вариантов 2, 7, 12, 17, 22
Таблица 1.3
Размеры детали для вариантов 2, 7, 12, 17, 22
| Размер | Вариант | ||||
| L1 | |||||
| L2 | |||||
| L3 | |||||
| D1 | |||||
| D2 | |||||
| D3 | |||||
| D4 | |||||
| D5 | |||||
| D6 | |||||
| D7 | |||||
| C1 | |||||
| C2 | 2,5 | 2,5 | 3,5 | ||
| В1 | 4,2 | ||||
| В2 | 2,5 | 3,5 | |||
| B3 | 4,5 | 5,5 | |||
| B4 | 5,5 | 6,5 | |||
| R1 | 1,5 | 1,5 |
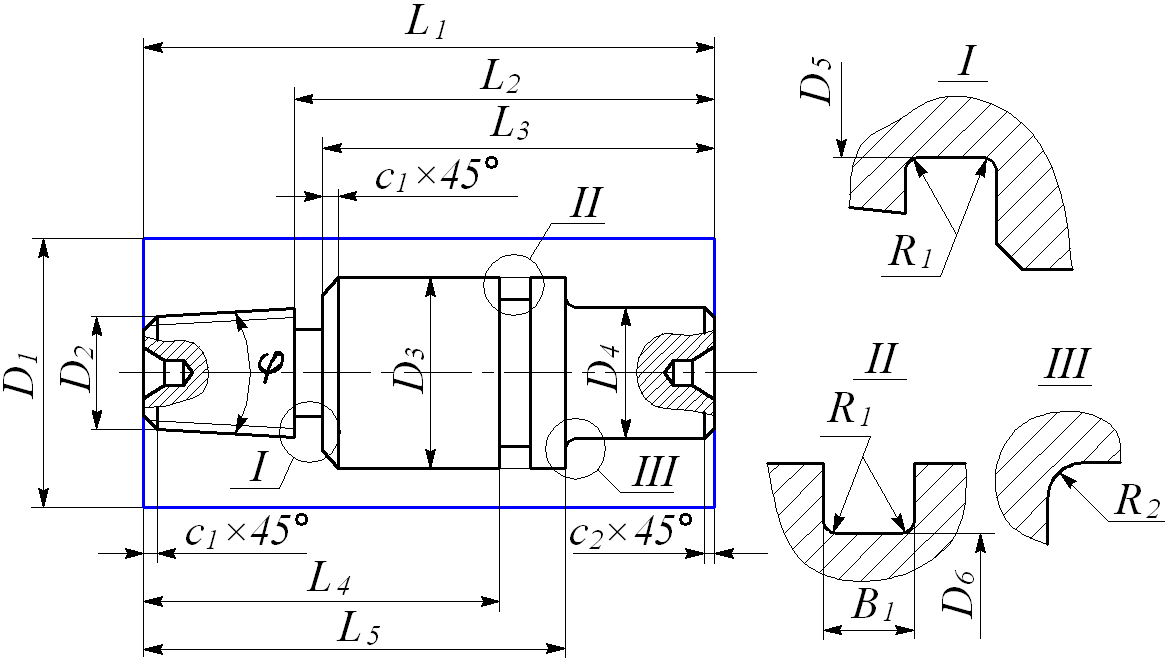
Рис. 1.7. Эскиз обрабатываемой детали для вариантов 3, 8, 13, 18, 23
Таблица 1.4
Размеры детали для вариантов 3, 8, 13, 18, 23
| Размер | Вариант | ||||
| L1 | |||||
| L2 | |||||
| L3 | |||||
| L4 | |||||
| L5 | |||||
| D1 | |||||
| D2 | |||||
| D3 | |||||
| D4 | |||||
| D5 | |||||
| D6 | |||||
| C1 | 2,5 | 2,5 | |||
| C2 | 1,5 | 1,5 | |||
| В1 | 6,5 | ||||
| R1 | 2,5 | 2,5 | |||
| R2 | 1,5 | 1,5 | |||
| φ |
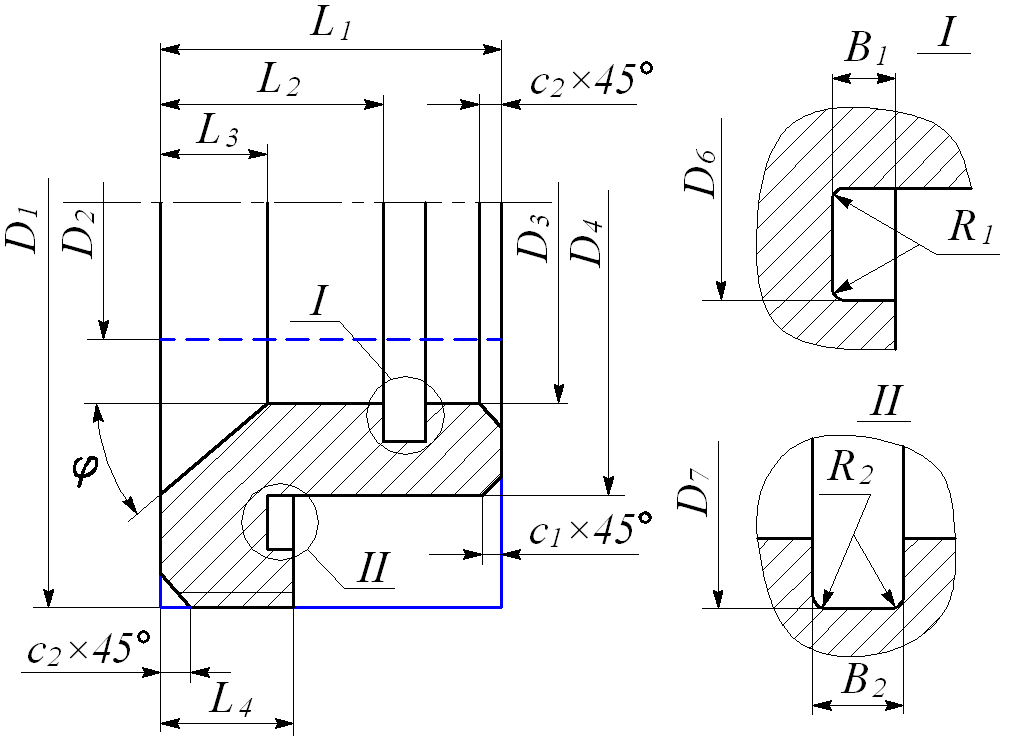
Рис. 1.8. Эскиз обрабатываемой детали для вариантов 4, 9, 14, 19, 24
Таблица 1.5
Размеры детали для вариантов 4, 9, 14, 19, 24
| Размер | Вариант | ||||
| L1 | |||||
| L2 | |||||
| L3 | |||||
| L4 | |||||
| D1 | |||||
| D2 | |||||
| D3 | |||||
| D4 | |||||
| D6 | |||||
| D7 | |||||
| C1 | 1,5 | 1,5 | 2,5 | ||
| C2 | 2,5 | 2,5 | 3,5 | ||
| В1 | 3,5 | ||||
| В2 | 5,5 | 6,5 | |||
| R1 | 1,5 | ||||
| R2 | 0,5 | 0,5 | 0,5 | 0,5 | |
| φ |
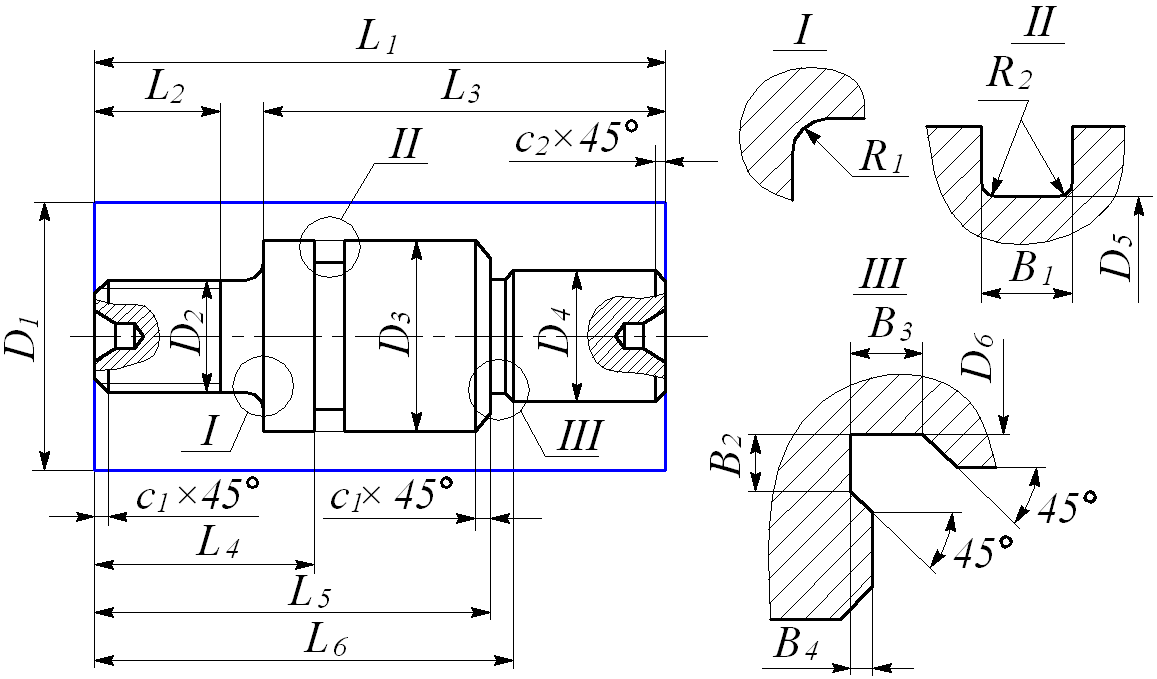
Рис. 1.9. Эскиз обрабатываемой детали для вариантов 5, 10, 15, 20, 25
Таблица 1.6
Размеры детали для вариантов 5, 10, 15, 20, 25
| Размер | Вариант | ||||
| L1 | |||||
| L2 | |||||
| L3 | |||||
| L4 | |||||
| L5 | |||||
| L6 | |||||
| D1 | |||||
| D2 | |||||
| D3 | |||||
| D4 | |||||
| D5 | |||||
| D6 | |||||
| C1 | 2,5 | 2,5 | 3,5 | ||
| C2 | 1,5 | 1,5 | |||
| В1 | 5,5 | 6,5 | |||
| В2 | 5,5 | 6,5 | |||
| В3 | 6,5 | 7,5 | |||
| R1 | 2,5 | ||||
| R2 | 1,5 | 1,5 |
1.4. Контрольные вопросы
1. Из каких этапов состоит проектирование операции обработки заготовки на станке с ЧПУ?
2. На какие группы разделяют поверхности детали при токарной обработке на станке с ЧПУ?
3. Какие выделяют контуры и области токарной обработки?
4. ?
5. Какова рекомендуемая последовательность выполнения переходов при токарной обработке?
6. В чём заключаются преимущества режущего инструмента со сменными пластинами?
7. Из каких этапов состоит выбор режущего инструмента со сменными пластинами?
2. Организация работы на токарном станке 16К20Ф3 с устройством ЧПУ NC-201
2.1. Цель и задачи работы
Цель работы – приобрести умение осуществлять подготовку станка и устройства ЧПУ к выполнению управляющей программы на примере станка 16К20Ф3 с устройством ЧПУ Балт-Систем NC-201.
Основные задачи работы:
• освоить работу с пультом устройства ЧПУ;
• научиться подготавливать станок с ЧПУ к работе по управляющей программе.
Работа рассчитана на 4 часа.
2.2. Основные теоретические сведения
Дата добавления: 2017-11-21; просмотров: 6953;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Case-study (анализ конкретных ситуаций, ситуационный анализ)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
