Условные обозначения способов сварки
Вид сварки
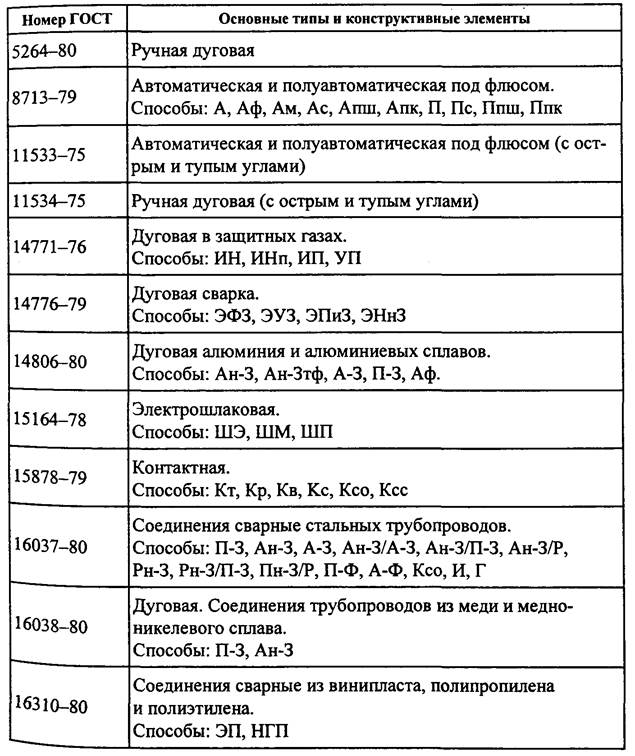
Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок.
В условном обозначениишва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
Стыковые соединения:
С1 - шов с отбортовкой двух кромок, односторонний;
С2 - без скоса кромок, односторонний;
СЗ - то же, на остающейся или съемной подкладке;
С4 - без скоса кромок, двусторонний;
С5 - со скосом одной кромки, односторонний;
С6 - то же, на остающейся или съемной подкладке;
С7- со скосом одной кромки, односторонний замковый;
С8- соскосом одной кромки, двусторонний;
С9- скриволинейным скосом одной кромки, двусторонний;
С10 - с ломаным скосом одной кромки, двусторонний,
С11 - с двумя симметричными скосами одной кромки, двусторонний;
С12 - с двумя симметричными криволинейными скосами одной кромки, двусторонний;
С13 - с двумя несимметричными скосами одной кромки, двусторонний;
С14 - со скосом одной кромки с последующей строжкой, двусторонний;
С15- со скосом двух кромок, односторонний;
С16 - тоже, на остающейся или съемной подкладке;
С17- то же, замковый;
С18 - со скосом двух кромок, двусторонний;
С19 - с криволинейным скосом двух кромок, двусторонний;
С20 - сломаным скосом двух кромок, двусторонний;
С21 - сдвумя симметричными скосами двух кромок, двусторонний;
С22 - с двумя симметричными криволинейными скосами двух кромок, двусторонний;
С23 - сдвумя симметричными ломаными скосами двух кромок, двусторонний;
С24 - с двумя несимметричными скосами двух кромок, двусторонний;
С25 - со скосом двух кромок с последующей строжкой, двусторонний.
Угловые соединения:
У1 - шов с отбортовкой одной кромки, односторонний;
У2 - без скоса кромок, односторонний, впритык;
УЗ- без скоса кромок, двусторонний, впритык;
У4- без скоса кромок, односторонний;
У5- то же, двусторонний;
У6- со скосом одной кромки, односторонний;
У7 - то же, двусторонний;
У8 - с двумя скосами одной кромки, двусторонний;
У9- со скосом двух кромок, односторонний;
У10- то же, двусторонний.
Тавровые соединения:
Т7- шов без скоса кромок, односторонний;
Т2 - то же, односторонний прерывистый;
ТЗ - то же, двусторонний;
Т4 - то же, двусторонний шахматный;
Т5 - то же, двусторонний прерывистый;
Т6 - со скосом одной кромки, односторонний;
Т7- то же, двусторонний;
Т8- с криволинейным скосом одной кромки, двусторонний;
Т9 - с двумя симметричными скосами одной кромки, двусторонний;
Т10- то же;
Т11- с двумя симметричными криволинейными скосами одной кромки, двусторонний.
Соединения внахлест:
H1- шов без скоса кромок, односторонний прерывистый;
Н2 - то же, двусторонний;
НЗ - с удлиненным отверстием, односторонний с несплошной заваркой.
На черт. 1 приведены виды соединений по ГОСТ 5264-80 и пределы толщин свариваемых деталей.
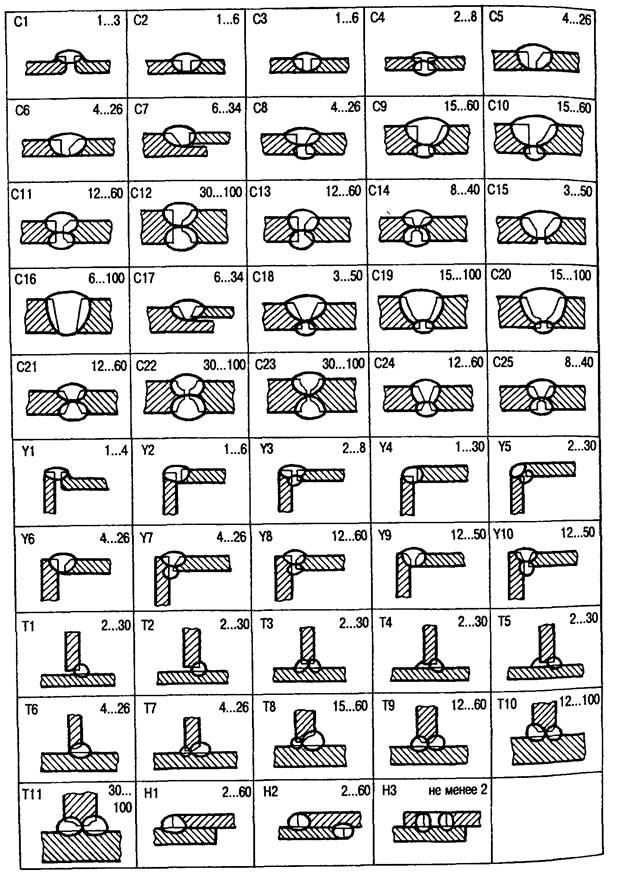
Черт. 1
Условные обозначения способов сварки
Автоматическая:
А - под флюсом без применения подкладок, подушек и подварочного шва;
Аф - на флюсовой подушке;
Ам - на медно-флюсовой подкладке;
Ас - на стальной подкладке;
Апш - с предварительным наложением подварочного шва;
Апк - с предварительной подваркой корня шва;
Ар - с ручной подваркой с одной стороны;
Ан-3 - в защитных газах неплавящимся электродом - однофазная;
Ан-Зтф - то же - трехфазная;
А-3 - плавящимся электродом в защитных газах;
Ан-З/А-3 - первый проход неплавящимся электродом в защитных газах, последующие - плавящимся электродом в защитных газах.
Полуавтоматическая:
П - под флюсом без применения подкладок, подушек и подварочного шва;
Пс - на стальной подкладке;
П р -с ручной подваркой;
П-3 - в защитных газах плавящимся электродом;
Пф - под флюсом;
Ппш - с предварительным наложением подварочного шва;
Ппк - с предварительной подваркой корня шва.
Ручная электродуговая:
Рн-3 - неплавящимся электродом в защитных газах;
Рн-З/П-3 - первый проход неплавящимся электродом в защитных газах, последующая полуавтоматическая - плавящимся в защитных газах.
Контактная электросварка:
Кт - точечная;
Кр - роликовая;
Кв -рельефная;
Кс - стыковая;
Ксо - стыковая сплавлением;
Ксс - стыковая сопротивлением.
Электрошлаковая сварка:
Шэ - проволочным электродом;
Шм -плавящимся мундштуком;
Шп - электродом большого сечения, соответствующим форме сечения сварного пространства.
Электрозаклепочная сварка:
ЭФЗ - под флюсом;
ЭУФ - в углекислом газе;
ЭПлЗ - в аргоне плавящимся электродом;
ЭНн - в аргоне неплавящимся электродом.
Электросварка:
ИН- в инертных газах неплавящимся вольфрамовым электродом без присадочного материала;
ИНп - та же, с присадочным материалом;
ИП - в инертных газах и смесях с активными газами плавящимся электродом;
УП - в углекислом газе плавящимся электродом;
НГП - нагретым газом с присадкой;
ЭП - с экструдированной присадкой.
Виды и методы сваркиобозначают следующими буквами:
Г - газовая;
Э - электросварка дуговая;
Ф - электросварка дуговая под флюсом;
3 - электросварка дуговая в защитных газах;
Ш - электрошлаковая;
Кт - контактная;
Уз - ультразвуковая;
Тр - трением;
Х- холодная;
Пз- плазменная дуговая;
Эл- электронно-лучевая;
Дф - диффузионная;
Лз - лазером;
Вз - взрывом;
И - индукционная;
Гп - газопрессовая;
Тм - термитная.
Швы изображаютсяпо ГОСТ 2.312-72:
а) сплошной основной линией - видимые швы;
б) штриховой линией - невидимые швы;
в) знаком (+) изображаются видимые одиночные сварные точки (угол пересечения штрихов 90°, длина штрихов 5..10 мм, толщина линий штрихов равна s). Невидимые одиночные точки не изображаются.
За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку, двустороннего шва с симметрично подготовленными кромками - любую сторону, двустороннего шва с несимметрично подготовленными кромками - сторону, с которой производят сварку основного шва.
На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами русского алфавита (черт. 2).
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров, необходимых для выполнения шва поданному чертежу (черт. 3).
Обозначения швов сварных соединений наносятся на полках линий-выносок (видимые) и под полками (невидимые). Линию-выноску заканчивают односторонней стрелкой.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме 1 (черт. 4), нестандартного - на схеме 2 (черт. 5).
Количество одинаковых швов наносится на линии-выноске (черт. 6, 7). Швы считаются одинаковыми, если одинаковы их типы и размеры конструктивных элементов в поперечном сечении, если к ним предъявляют одни и те же технические требования и они имеют одинаковые условные обозначения.
Вспомогательные знаки приведены в табл. 2.
Примеры обозначений стандартных швов сварных соединений:
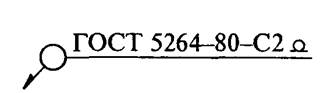 |
Шов стыкового соединения, без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутой линии, усиление снято.
Таблица 2
| <== предыдущая лекция | | | следующая лекция ==> |
| | | ИСТОРИЧЕСКИЙ ОПЫТ САДОВО-ПАРКОВОГО ИСКУССТВА И ЛАНДШАФТНОГО ПРОЕКТИРОВАНИЯ |
Дата добавления: 2021-06-28; просмотров: 537;
Поиск по сайту
Узнать еще
- А. Все условные рефлексы подразделяют на те же группы, что и безусловные, на базе которых они были выработаны.
- Аппаратная реализация способов передачи данных
- Б. По отношению сигнального раздражителя к безусловному (подкрепляющему) раздражи гелю все условные рефлексы делят на натуральные и искусственные (лабораторные).
- Безусловные переходы
- Береговые знаки обозначения судового хода.
- Бессоюзные условные придаточные предложения
- Виды контактной сварки
- Виды условных знаков и способов картографирования.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
